瓦楞紙板飛剪控制系統的設計及應用
2019-10-21 09:51:12馬文明楊富凱尚苗
中國造紙 2019年3期
馬文明 楊富凱 尚苗
摘要:針對瓦楞紙板橫切機剪切精度,設計了一種飛剪模糊自適應PI控制。該系統應用模糊控制理論對飛剪系統進行了參數優化,將飛剪位置比例調節控制改進為階梯型位置控制環。結合西門子S7-300PLC,將瓦楞紙板生產線的剪切精度從±1 mm提升到±0.5 mm以內,滿足實際生產要求。
關鍵詞:瓦楞紙板;橫切機;飛剪系統;模糊控制
中圖分類號:TS736 ???文獻標識碼:A ???DOI:10.11980/j.issn.0254-508X.2019.03.009
Abstract:?Aiming at the shearing precision of corrugated board cross-cutting machine,?a flying shear fuzzy PI control was designed in this study. The system used fuzzy control theory to optimize the parameters of the flying shear system,?and improved the proportional adjustment control of the flying shear position to a stepped control loop. Combined with Siemens S7-300PLC,?the shearing accuracy of the corrugated board production line was ?increased from ±1 mm to ±0.5 mm,?meeting the actual production requirements.
Key words:?corrugated board;?cros-scutting machine;?flying shear system;?fuzzy control
飛剪控制是瓦楞紙板剪切工藝的核心,飛剪能否可靠而精確的運行是瓦楞紙板生產能否擁有良好品質的關鍵因素[1]。飛剪精確運行的關鍵在于切刀能否按照預期設定完成剪切,瓦楞紙板長度的剪切精度是否合格就在于飛剪的控制。本課題設計了一種飛剪模糊自適應PI控制系統,該系統對原飛剪控制系統進行了改進,能夠有效提升瓦楞紙板生產線的剪切精度。結合保定某造紙廠瓦楞紙板生產線改造的實際情況,構造了一種階梯型位置控制環。在速度環中,增加了模糊自適應PI控制,根據模糊自適應控制規則對PI參數進行實時調整,消除生產中的干擾因素。采用西門子S7-300PLC來實現整個系統控制,通過6SE70變頻器實現飛剪切刀的位置控制[2],以期經本此改造提高系統控制精度,降低設備運營成本。
1 飛剪控制系統
1.1 瓦楞紙板飛剪工藝簡介
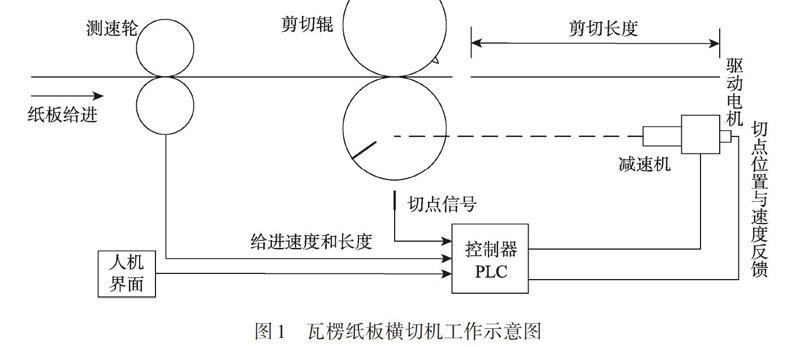
瓦楞紙板橫切機工作示意圖如圖1所示,整個系統由上下刀輥、切刀、測速輪、驅動電機、減速機、控制系統等組成。系統工作時,生產線上的紙板給進速度從每分鐘幾十米到幾百米不等,待切瓦楞紙板從橫切機上下刀輥之間穿過,刀輥電機根據所設定的剪切長度和瓦楞紙板的給進速度指定刀輥的運動規律,驅動刀輥運動,對給進瓦楞紙板實施定長切割,即對快速產出的紙板進行“飛剪”動作[3]。
理想情況下橫切機的前后級速率一致,這樣才不會造成堆紙或者拉紙等情況。但在實際生產中,生產現場的各種干擾,如大電流、編碼器信號誤差、機械振動、變頻器干擾、諧波干擾等,均會造成飛剪的切刀定位不準,降低生產效率。因此選用一個更為先進的控制理論和更精確的剪切控制系統,是造紙廠亟待解決的問題。
1.2 飛剪控制系統構成
在整個飛剪控制中,有兩個控制最重要:一是瓦楞紙板的切長定位控制;二是切刀的速度控制。硬件設施由檢測設備、交流傳動部分和控制系統組成,其中位置控制依靠飛剪系統的位置環來提高控制精度。采用Profibus-DP網絡在PLC與交流傳動系統之間進行通信,最終由PLC輸出位置命令調節刀輥的速度來提高飛剪位置的控制精度[4]。
1.3 飛剪位置控制環的改進
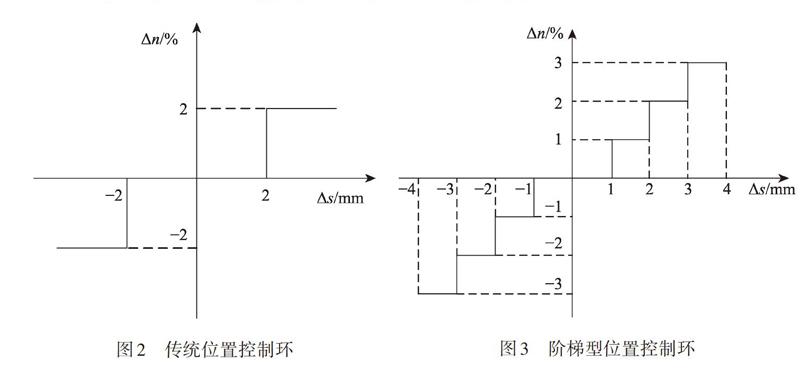
傳統位置控制環采用傳統離散比例調節器(如圖2所示),當出現位置偏差Δs后輸出一個轉速偏差Δn,偏差加大時傳統位置控制環無法快速跟隨并適應系統,造成紙板定位不準,產生的誤差會在接下來的剪切周期中造成累積,使得偏差逐漸增大。本課題構造了一種階梯型位置控制環(如圖3所示),相對于原系統,改進后的位置控制環反應更快、靈敏性高,跟隨性更好。
2 飛剪模糊控制算法研究
2.1 模糊自適應PI控制
因為PI控制具有很多優勢,在工業控制中廣泛應用。但現場的擾動和干擾、機械振動以及編碼器測量誤差等不確定因素的存在,會使傳統PI控制無法適應于復雜環境與高階復雜的被控對象。在新型模糊控制中,模糊控制對數學模型的依賴較弱,利用模糊法來完成各系統變量之間的相互聯系,具有很好的魯棒性、適應性。模糊控制器都是用日常易懂的語言來描述,這樣方便現場操作人員進行隨時的操作與調試。結合這兩種控制方法的優點,設計了飛剪位置模糊自適應PI控制[5]。
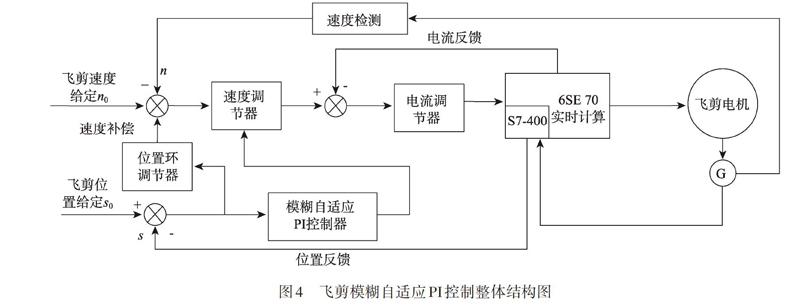
飛剪控制在電機同軸連接一個光電編碼器,以模擬電信號的形式將飛剪的實時位置發送到PLC中轉換為數字量,通過運算并與預先設定的位置對比,就可以得到該時刻的飛剪位置偏差。位置偏差變化率則反映了位置偏差的變化速度和方向,將其作為模糊控制器的輸入,輸出為飛剪電機中速度環的速度調節信號。因為飛剪速度環是一個PI控制器,所以模糊控制器的輸出信號對速度環中和兩個參數進行調節。通過模糊推理,對飛剪位置不斷進行調節,充分滿足系統的實時調節功能,圖4為飛剪模糊自適應PI控制的整體結構圖。
2.2 模糊控制器設計
對于輸入,如果選取一維控制器,僅將位置偏差作為控制器輸入,位置偏差隨時間的變化率及其變化方向很難描述,無法對控制系統做出準確判斷,而三維控制器結構復雜,所以本課題選用常規二維模糊控制器[6]。輸入變量設定為飛剪剪刀位置設定值與檢測值偏差e,以及位置偏差變化率ec,輸出變量設置成速度環PI控制器兩個校正參數和。
2.2.1 模糊量化因子的選擇
定義模糊集上的論域,0,0.1,0.2,0.3};論域上面的模糊子集定義為e=ec={NB,NM,NS,ZO,PS,PM,PB},其中對應的含義分別為:負偏差較大、負偏差適中、負偏差較小、無偏差、正偏差較小、正偏差適中與正偏差較大。同時,和的論域為{-0.3,-0.2,-0.1,0,0.1,0.2,0.3},對應的模糊子集為{NB,NM,NS,ZO,PS,PM,PB}。
2.2.2 確定隸屬度函數
正確的隸屬度函數選擇是模糊控制性能的關鍵。為了使系統具有更高的靈敏度,一般會讓隸屬度函數分布密集一點,控制器的輸入與輸出曲線選用最常用的正態型高斯分布曲線,圖5為輸入e和ec的隸屬度函數曲線,圖6為輸出和的隸屬度函數曲線。
該瓦楞紙板生產線選用的是6SE70矢量變頻器來控制飛剪電機,該種矢量變頻器結合光電編碼器,在檢測到剪刀位置出現偏差時,能快速響應并提供速度改變量,將其位置調整到正確的理論位置。整套系統采用西門子S7-300PLC為位置控制環提供強大的算法功能,飛剪位置控制結構如圖8所示。
對飛剪控制系統使用模糊自適應PI控制,根據模糊控制規則,實時對飛剪速度進行不斷的調整,給出了模糊控制器的設計。對于原飛剪位置控制的比例調節,不能快速跟隨,改進為階梯型位置控制環。通過在Matlab仿真中添加白噪聲模擬現場干擾,圖9為未加入模糊控制模塊輸出變化曲線,圖10為加入模糊控制模塊輸出變化曲線。從圖9和圖10可發現,加入控制模塊后,系統位置偏差反應能力更快,偏差小,系統的精確度更高,系統穩定提升,抗干擾能力更強,提升了瓦楞紙板的剪切精度。
4 應用效果分析
通過安裝西門子DRIVER MONITOR軟件進行速度現場運行曲線捕獲,圖11為系統正常工作截取的剪切過程中的速度、電流運行曲線。從圖11中可以看出,速度、電流跟隨性能良好,無振蕩現象出現。結合保定某造紙廠瓦楞紙板生產線改造的實際情況,經過半年多的實際運行,飛剪的剪切精度從±1 mm可提高到±0.5 mm,很好地滿足了實際生產的需要,該方法和思路對現有設備低成本條件下的橫切機改造具有很好的參考價值。
參考文獻
[1]?Yu Yong-wei,Du Liu-qing,Feng Wen-jie. Corrugated paper automatic cross cutting machine control system design[J].Packaging Engineering,?2010,31(6):93.
余永維,杜柳青,馮文杰.瓦楞紙自動橫切機控制系統設計[J].包裝工程,2010,31(6):93.
[2]?Liu Guo-dong. 6SE70 frequency converter plus pulse encoder for position control[J].Shanxi Metallurgy,2011,131(3):55.
劉國棟.6SE70變頻器加脈沖編碼器實現位置控制[J].山西冶金,2011,131(3):55.
[3]?Yang Xiao-bang.Research on Servo Controller of Corrugated Board Cross-cutting Machine[D].Jiaozuo:Henan Polytechnic University,2009.
楊曉邦.瓦楞紙板橫切機飛剪伺服控制器的研究[D].焦作:河南理工大學,2009.
[4]?MA Wenming. Design and Application of Electric Control System of Double Knife Cutter Based on Servo Control[J].China Pulp & Paper,2016,35(9):61.
馬文明.基于伺服控制的雙刀切紙機電氣控制系統的設計及應用[J].中國造紙,2016,35(9):61.
[5]?MENG Yanjing,ZHOU Bin,LIU Yuanyuan.Tension Control of Unwinder Unwinding Roller Based on Fuzzy Adaptive PID Algorithm [J].China Pulp & Paper,2011,30(2):41.
孟彥京,周?斌,劉圓圓.基于模糊自適應PID算法的復卷機退紙輥張力控制[J].中國造紙,2011,30(2):41.
[6]?Chen Yun,Liu Xin-mei,Guo Dong-liang. Design of Fuzzy Adaptive PID High Precision Control System[J].Control and Application Technology,2016,43 (2):13.
陳?云,劉新妹,郭棟梁.基于模糊自適應PID高精度控制系統設計[J].控制與應用技術,2016,43(2):13.
CPP
(責任編輯:黃?舉)
