后門鉸鏈下支撐的沖壓工藝及模具設計
2019-10-21 07:21:05胡偉
河南科技 2019年29期
胡偉
摘 要:通過分析后門鉸鏈下支撐的沖壓工藝,本文確定了合理的工藝方案,介紹了拉深模的設計,提出了解決零件隱裂的措施。熱處理可以提高模具的使用壽命,降低生產成本。
關鍵詞:后門鉸鏈下支撐;拉深工藝;修邊;模具結構
中圖分類號:TG386.2文獻標識碼:A文章編號:1003-5168(2019)29-0063-03
Stamping Process and Die Design of the Brace Rr Dr Hinge Lwr Rh
HU Wei
(Nanchang Jiangling Group Liancheng Auto Parts Co., Ltd,Nanchang Jiangxi 330098)
Abstract: By analyzing the punching process of Brace Rr Dr Hinge Lwr Rh, this paper determined a reasonable process plan, introduced the design of the drawing die, and proposed measures to solve the crack of the part. Heat treatment can increase the service life of the mold and reduce the production cost.
Keywords: brace Rr Dr Hinge Lwr Rh;drawing technique;trimming;mold structure
后門鉸鏈下支撐是某車型的后立柱外板總成中的一個沖壓件,如圖1所示。材料為DC01Q/BQB 403-2003,材料厚度[t]=1.6,年生產15 000件,該零件與D立柱外板焊接,要求零件不允許有拉傷、縮頸、裂紋等缺陷。
1 沖壓工藝分析
后門鉸鏈下支撐如圖1所示,由于零件材料是DC01,其延展性好,抗剪強度低,非常適合沖壓成形。該零件是盒形和拋物面形狀兩種變形復合的較大型拉深成形件。該沖壓零件包括落料、拉深成形工序兩種。因此,該零件的沖壓工藝方案初步擬定如表1所示。
工序中先落料,后拉深,再進行兩次側修邊。在實際生產過程中,按上述設定工藝開發的模具沖壓時,工序件直角部分出現嚴重破裂,且存在側修邊、機床利用率及材料利用率低等缺陷,因此它屬開發失敗的工藝。
通過分析可知,這可能是不同曲面形狀零件拉深成形和普通拉深成形方法不同,且拉深相對較大導致的。該零件變形采用的不是普通的圓筒拉深工藝,而是復合類沖壓成形工序。盒形部分由圓角部分和直邊部分組成,在成形時,圓角部分的材料要向直邊部分流動,使直邊部分材料受擠壓,圓角處材料可能變薄,直邊處材料增厚。同時,由于直邊部分存在拋物面形狀類似脹形工藝,脹形變形區內金屬也不容易產生起皺,回彈小,對圓角部分材料的流動起到一定阻礙作用。在拉深過程中,隨著凸模的向下運動,高度不斷增大,直到坯料全都進入凹模并形成沖件的側壁,變形區內直角部分和曲面部分的拉深變形大小不同,可能引起變形區各部分在各方向上產生不同的伸長變形,不均勻伸長變形受到高度方向的待變形區側壁的阻礙,從而產生材料的堆聚或橫向起皺,伸長變形較小并受附加拉應力作用的部位會發生坯料破裂或厚度過分變薄的現象。在拉探變形區內,各部分的伸長變形應均勻一致,而且不要產生材料的局部堆聚和其他部位過大的拉應力,本案例可以采用降低工序件拉深高度的方法來解決。
考慮到該零件屬于大型拉深成形件,在拉深過程中,凸緣部分材料的相對厚度是引起板料起皺的主要因素之一,凸緣部分材料的相對厚度越大,材料越不容易失穩起皺[1],因此在設計工序時,先降低拉深的高度,并對拉深成形件增設凸緣,進行帶凸緣的拉深。帶凸緣拉深用的板料存在各向異性,在實際生產中很難精準控制下料毛坯,拉深件的凸緣部分也不可能很整齊,因此設置了修邊工序,以切去不整齊的部分和留下需要的外形凸緣,然后再進行翻邊工序以達到所需零件豎邊高度。該件設置了帶凸緣的拉深,大型拉深件拉深時,因圓角半徑較大,它容易發生起皺,零件表面質量較差,同時板料進行翻邊時也容易出現回彈,所以最后加了一道壓力較大的整形工序。
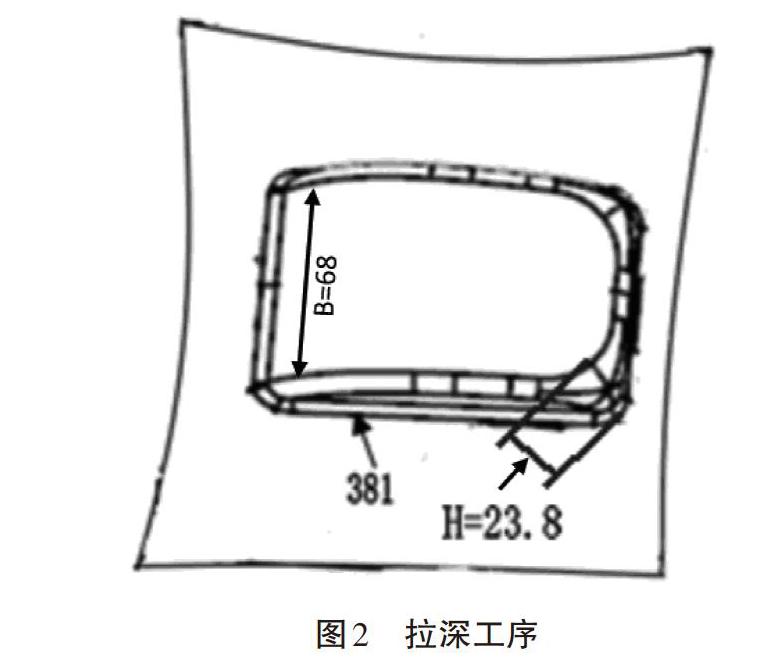
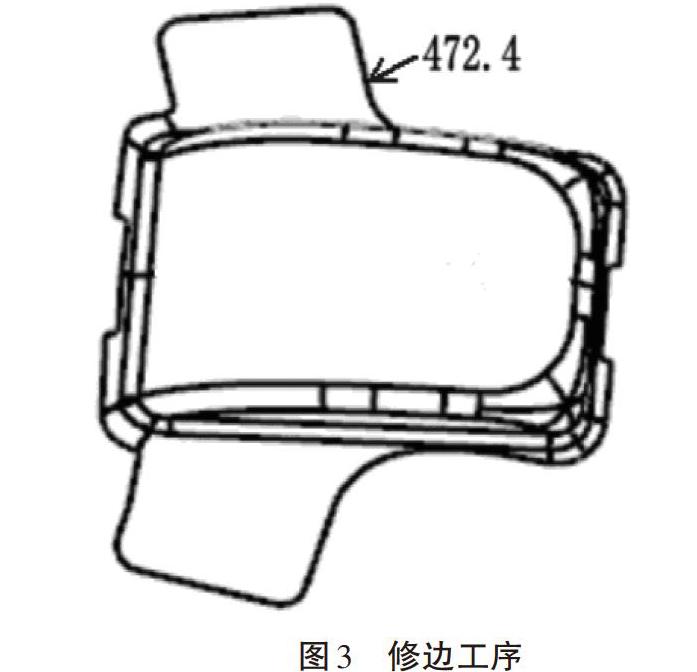
經過上述分析,重新擬定改進后的沖壓工藝方案為:落料→拉深成形→修邊→翻邊→整形。因此,該零件沖壓工藝方案如表2所示。其中,拉深、修邊分別如圖2、圖3所示。
通過后續改進沖壓工藝方案試驗,零件的開裂問題得到解決,并取得了較好的效果。
2 模具設計計算
2.1 拉深工藝計算
2.1.1 判斷零件可否一次拉深成形。從零件形狀看,該件屬盒形和拋物面復合的拉深成形件,主要考慮問題是該件可否一次拉深成形。根據參考文獻[2],盒形件拉深難易程度用系數[K]表示。一般來說,當[K]<5時,拉深件一次拉深成功。
[K=H2rcB]? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (1)
式中,[rc]為拉深件轉角半徑,mm;[B]為拉深件短邊長度,mm。
由工序圖及軟件測出可知,[H]=23.8<25mm,[rc]=5.0mm,[B]=68mm。
計算可得,[K=1.838<5],故該件可一次拉深成功。
2.1.2 拉深力計算。根據公式[F=KLtδb],用軟件測出[L]=381mm,查參考文獻得[K]=0.8,[δb]=270~410MPa[3,4]。因此,[F]=0.8×381×1.6×410=199 948.8N=199.9488kN。
2.1.3 壓邊力。根據公式[F=PA],查參考文獻得:P=2.5~3MPa,[A=(L′×B′)-(L×B)=(200×180)-(110×78)][=27 420 mm2],計算得:[F]=82 260N=82.6kN。
根據計算結果并結合本公司現有機床臺面及機床氣墊壓力,選用J21-160L機械壓力機。
2.2 修邊
根據公式[P=1.3Ltτ],取[τ=0.8b],用軟件測得[L]=472.4mm,故修邊力[P]=1.3×472.4×1.6×410=402 861.7N=402.9kN。考慮到機床臺面及連線生產,選用J21-110L機械壓力機。
2.3 翻邊整形
模具結構參考拉伸模設計,根據前兩序的力的計算、機床參數及沖壓車間機床布置,選用J21-160L機械壓力機。
3 模具設計
修邊模按常規結構設計,翻邊模類似拉深模,這里均不介紹。現著重介紹拉深成形模的設計。
3.1 拉深成形模結構
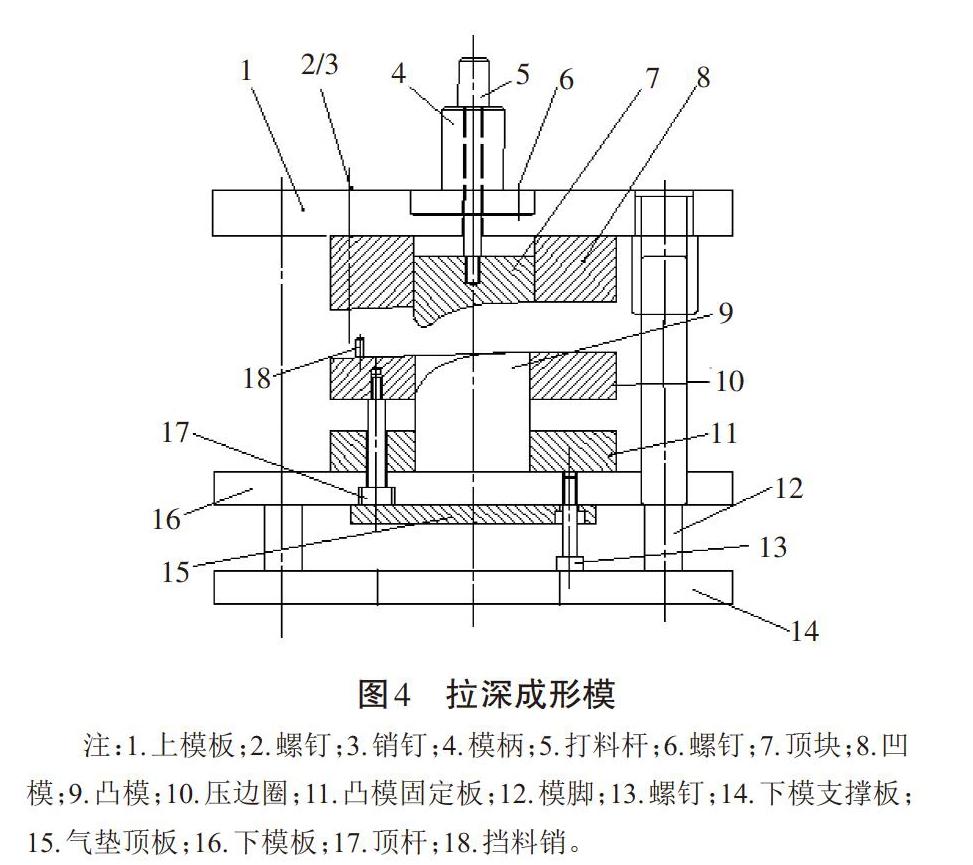
拉深成形模結構如圖4所示。
3.2 模具工作原理
在模具設計中,為了防止平面凸緣起皺,在拉深模結構上設計壓邊圈,壓邊圈的推動頂出采用氣墊式壓邊裝置。氣墊式壓邊裝置屬彈性壓邊裝置,產生的彈性壓邊會隨著拉深行程的增加而不斷增加,因此壓邊圈上還設計了限位銷,使壓邊圈和凹模始終保持一定的距離,從而達到控制壓邊力的作用。
拉深時,坯料以壓邊圈10上的定位銷定位,開動機械壓力機,啟動氣墊裝置15、17,凹模8下行,接觸坯料開始拉深,在行程終了,限位柱與上模板接觸,成形出低于工件的高度尺寸。工件在凹模8部分由頂塊7推出,工件留在凸模9部分由壓機氣墊15推動壓邊圈10頂出。
3.3 凸、凹模材料的選擇及過程問題處理
拉深模材料應具備抗變形、抗磨損、抗斷裂、耐疲勞和抗軟化及抗黏合的能力。由于該零件生產批量較大,零件尺寸較小,故選用模具鋼Cr12MoV,熱處理硬度HRC58-62,當模具生產15 000件左右時,產品有開裂或拉傷現象出現,打開模具發現凹模有拉傷。解決措施有兩類。
3.3.1 臨時措施。將模具工作部分拋光并加拉延油。拉深時,板料與模具的接觸面上均存在摩擦作用,主要有以下摩擦力:凹模圓角處的摩擦力;壓邊圈、凹模與坯料三者之間的摩擦力;板料與凹模壁之間的摩擦力;板料與凸模壁的摩擦力;凸模圓角處的摩擦力。前三種的摩擦力對拉深成形來說是有害的,因此在工作過程中采用潤滑措施即加拉深油來降低摩擦力和拉深力,從而保護沖壓件表面不拉傷。
3.3.2 永久措施。將模具凸、凹模研磨拋光后委托熱處理的廠家長沙特耐金屬材料科技有限公司做TD硬化處理。目前已生產10萬多件,產品未出現開裂或拉傷現象。
4 結論
采用上述工藝和模具后,經調試,人們已經試制出合格的工件,現已投入批量生產。合理的熱處理可以提高模具的使用壽命,簡化工序,節省工時,合理利用設備,降低生產成本,取得了較好的經濟和社會效益。
參考文獻:
[1]中國機械工業教育協會組.冷沖模設計及制造[M].北京:機械工業出版社,2002.
[2]太田哲.模具結構與設計圖解[M].北京:國防工業出版社,1980.
[3]湖南省機械工程學會鍛壓分會.沖壓工藝[M].長沙:湖南科學技術出版社,1984.
[4]王效培.沖壓手冊[M].北京:機械工業出版社,2004.
