淺談汽車工裝平臺化設計
2019-10-21 06:24:46尹曉前
汽車世界·車輛工程技術(下) 2019年6期
關鍵詞:設計
尹曉前
摘 要:工裝是汽車生產過程質量的重要保障,而工裝的平臺化設計對其工藝規劃及實施過程中生產效率和成本控制起著決定性的作用。本文主要從工裝基礎知識、平臺化設計開發、平臺化案例分析等方面進行闡述和分析。
關鍵詞:工裝;平臺化;設計
0 概述
汽車大約又三萬多個零部件組成,這么多的零部件如何保證產品的一致性,最低控制過程實現成本,是生產工藝師需要首要考慮的。合理的工裝平臺化設計是解決問題途徑之一,通過大量的工作實踐和經驗積累,不斷提高工裝平臺化設計水平。
1 工裝基礎知識
工裝是工藝裝備的簡稱,一般分為專用工裝、通用工裝、平臺化工裝,也是各種工具統稱,包含:模具、夾具、檢具、刀具、量具等。
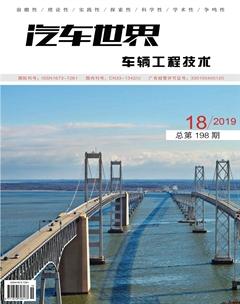
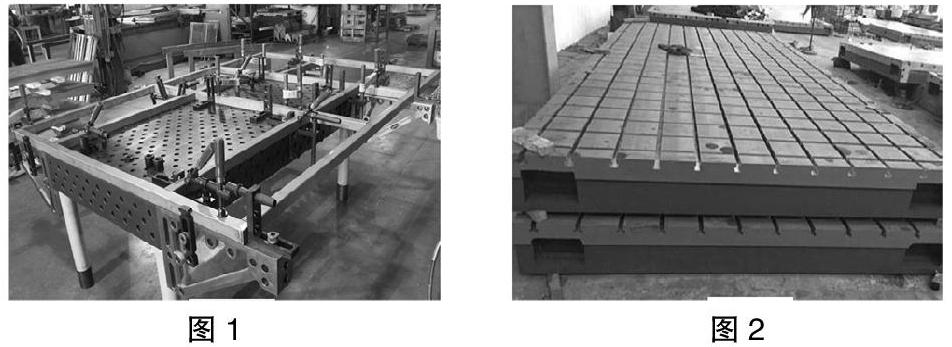
(1)專用工裝一般指加工某一結構或單一產品的專用裝置,即僅適用于某種產品、某個零部件、某道工序。(2)通用工裝一般為標準化、裝配性較大的工裝,適用于各種產品,如:常用刀具、量具等。(3)平臺化工裝通常在產品結構復雜、關鍵工序、小批量生產的情況下應用,如:汽車設計開卡過程中的試制工裝,一般有兩種結構:多孔結構如圖1和槽型結構圖2所示。
2 工裝平臺化設計開發
2.1 工裝平臺化設計原則
(1)工裝設計應滿足使用國家或地區的安全法令法規,最好在企業內部形成標準化和通用化。(2)工裝設計方案策劃時應遵循手動、氣動、液壓、伺服的依次優先選用原則,以便控制技術難度和便于滿足操作的簡易性。(3)工裝結構工藝應簡單實用,便于組裝、操作、換型和維修,提升效率、節省制造成本;有足夠的承載或夾持力度,確保在使用過程中工件定位穩定性和可靠性。(4)在滿足產品和工藝技術要求前提下,工裝選型應盡量選擇通用或標準化的刀具、量具,刀具;對產品結構復雜、精度要求高,且非大批量生產,如:試制過程。
2.2 工裝平臺化設計方案
(1)根據被加工產品結構及工藝規程確定工裝初步設計方案,首先對工件具體形狀的力學性能分析方法,即找出最強部分,找出最易變形部分;其次對工件工藝性分析方法,即找出最高要求部分,找出最難加工部分;再次對工件毛壞分析方法,即通過模具成形的特點,找出模具成形最穩定的部分。(2)以工裝結構平臺化、簡易性的設計理念設計工裝,整體工裝結構的組成應盡量采用各種標準件和通用件,專用件的比例應盡量少,減少制造勞動量和成本;各種專用零件和部件結構形狀應容易制造和測量,裝配、調試、維護和維修方便。(3)工裝精度是由產品精度決定的,一般三維焊接鑄鐵平臺為保證其準確性和可靠互換性。尺寸精度和形位公差的選擇上要求較高,孔間距公差±0.05,孔邊距±0.05,孔距累積公差±0.1,平面度≤0.15mm/平方米,平行度≤0.1mm/平方米,側面與正面垂直度≤0.2/200mm,實際加工完成后尺寸精度可以高達±0.02mm,另外在保證元件的定位精度和快速定位鎖緊,減少組裝/切換時間也要考慮。(4)平臺化工裝元件通用性互換性強,在元件設計和開發上,應注重單個元件的功能性,使元件的互換性,重組性達到最佳,如:焊接三維平臺除了五個面可以通過U型方箱接長接寬接高外,還可以在四個角上用v型支座延長,使焊接元件的尺寸可以加大,范圍可以擴展,選擇新型角度器既可以立體的用,也可以平面的用等。(5)工裝材料設計。1)定位元件一般要求精度合適、耐磨性好、有足夠的強度和剛度、工藝加工性好、便于拆裝等。常用的定位銷材料:45#鋼和Cr12合金鋼,必須進行調質和淬火處理后再投入使用,從而提高強度和剛度,增強耐磨性。2)材質HT200-300或鋼板材質,工作面硬度HB170-240,因耐磨和防銹的功能,一般用在焊接工裝底板上;P20、CR12MOV耐磨性好,會增強產品的使用壽命,一般用在工裝的重要部位。
3 工裝平臺化案例分析
鑒于試制階段項目周期緊張,工裝資源利用最大化原則,我們以白車身試制工裝平臺化設計案例為研究對象進行分析。不管是兩廂車,還是三廂車,同平臺下車體的結構和特點基本類似,上車體基本以B柱為分界線,B柱之前結構相同,B柱之后結構存在一定差異。工裝設計時對下車體底板進行平臺化設計;對上車體三組側圍進行同平臺設計:為對應兩廂/三廂測側圍長度的變化,對第三組支撐柱下方安裝500m直線導軌進行X方向調節,同時對其夾具單元的支撐件進行結構標準化。
3.1 工裝底板外形尺寸平臺化設計
因新車規劃定位不同,車身尺寸差異較大。設計時,應首先考慮同平臺/跨平臺的規劃,既要擇優選擇可兼容未來規劃車型,又要規避底板尺寸過大造成成本過高的外形尺寸規格。
3.2 底板上裝配孔、定位銷孔平臺化設計
為實現對不同下車體尺寸的定位要求,通常在底板上沿著長度、寬度方向開設間距100mm×100mm的裝配螺紋孔、間距200mm×200mm的定位銷孔,定位銷孔位于裝配螺紋孔的對角中心位置,且單向對角分布。
3.3 工裝側圍平臺化設計
側圍平臺主要包含:側圍工裝基板、前立柱、中立柱和后立柱四部分。側圍各立柱分別連接不同形式的柔性連接板,通過更換連接板上的夾具單元實現不同結構形式的側圍定位、夾具柔性化。可考慮通過側圍后立柱可延展性來提高側圍夾具長度方面的柔性化,具體方案是在側圍后立柱與基板間增加1組500mm長的直線導軌,并在滑動立柱兩極位置各設置擋塊和鎖緊裝置,以確保位置的精確性,通過此裝置實現不同類型車型的試制。
4 結束語
汽車工裝的平臺化設計是一項復雜性、系統性的工程,涉及產品結構、材料選型、機械設備、人機工程等多個學科,也是汽車工裝設計師重點研究的課題。
參考文獻:
[1]李宜民.簡明手冊[M].機械工業出版社,1993.
[2]聞邦椿.機械設計手冊[M].北京:機械工業出版社,2010.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04