電站鍋爐主蒸汽管道硬度檢測(cè)異常分析
2019-10-21 07:46:58李敏
科學(xué)與信息化 2019年30期
李敏

摘 要 針對(duì)電站鍋爐主蒸汽管道出現(xiàn)硬度檢測(cè)異常的問題進(jìn)行了分析,從三個(gè)方面總結(jié)了硬度檢測(cè)異常產(chǎn)生的原因,并根據(jù)硬度檢測(cè)產(chǎn)生異常的原因提出進(jìn)一步分析的建議,以避免誤判。
關(guān)鍵詞 電站鍋爐;主蒸汽管道;硬度檢測(cè);硬度異常
引言
硬度是對(duì)金屬材料力學(xué)性能評(píng)定常用的一個(gè)指標(biāo),能夠間接反映出被測(cè)材料的塑性、彈性、強(qiáng)度以及韌性等綜合性能。在電站鍋爐檢測(cè)中硬度試驗(yàn)被廣泛用于金屬材料性能的質(zhì)量評(píng)定。本文將重點(diǎn)對(duì)電站鍋爐主蒸汽管道硬度檢測(cè)中出現(xiàn)的異常現(xiàn)象進(jìn)行簡(jiǎn)單的分析。
1硬度檢測(cè)試驗(yàn)方法介紹
根據(jù)試驗(yàn)方法的不同硬度可分為布氏硬度、維氏硬度、洛氏硬度等,不同的實(shí)驗(yàn)方法各有優(yōu)缺點(diǎn)。其中里式硬度計(jì)因?yàn)槠浔銛y性,被大量用于現(xiàn)場(chǎng)的檢測(cè)工作。里式硬度計(jì)基本原理是硬度計(jì)中具有一定質(zhì)量的沖擊體在一定的試驗(yàn)力作用下以一定的速度沖擊試樣表面,然后測(cè)量硬度計(jì)中沖擊體距試樣表面1mm處的沖擊速度與回跳速度,根據(jù)速度的比值即可計(jì)算得出里式硬度值[1]。
2主蒸汽管道硬度檢測(cè)異常原因分析
針對(duì)不同檢測(cè)階段和不同部位硬度檢測(cè)出現(xiàn)的異常問題,以下將從三個(gè)方面對(duì)主蒸汽管道硬度異常進(jìn)行簡(jiǎn)單的分析。
2.1 主蒸汽管道材料與設(shè)計(jì)不符導(dǎo)致硬度超標(biāo)
在鍋爐的安裝階段,主蒸汽管道母材與焊縫如果出現(xiàn)硬度異常的現(xiàn)象,首先需要排除材料是否使用正確。不同的材料其硬度值不同,低合金鋼材質(zhì)管道的硬度值與高合金鋼材質(zhì)的管道差別較大。以低合金鋼材質(zhì)12Cr1MoV的主蒸汽管道為例,GB/T5310中規(guī)定管子硬度值為135-195HB,而以SA213-T91為主的高合金鋼材質(zhì)的主蒸汽管道管子硬度則為185-250HB。如果施工現(xiàn)場(chǎng)硬度檢測(cè)值存在較大偏差,不排除主蒸汽管道錯(cuò)用了與設(shè)計(jì)不符的材料,所以可以選取適當(dāng)?shù)臋z測(cè)方法對(duì)母材成分元素含量進(jìn)行分析,確保母材材質(zhì)符合設(shè)計(jì)要求。同樣,焊接接頭的焊材使用錯(cuò)誤,也會(huì)導(dǎo)致焊接焊接硬度異常,如焊縫硬度檢測(cè)值異常,首先需對(duì)焊縫元素含量進(jìn)行測(cè)定[2]。
2.2 制造與安裝質(zhì)量不合格導(dǎo)致硬度檢測(cè)異常
在主蒸汽管道所采用的無縫鋼管與彎頭制造加工過程中,整體熱處理不理想也會(huì)引起彎頭的硬度超標(biāo)。主蒸汽管道無縫鋼管與彎頭一般在制造廠進(jìn)行加工后,需要進(jìn)行整體熱處理以獲得需要的組織。如果在電站鍋爐主蒸汽管道安裝階段的管道母材進(jìn)行硬度檢測(cè)時(shí)母材硬度值超標(biāo),不符合標(biāo)準(zhǔn)要求,有可能是在制造階段熱處理效果未達(dá)到要求造成的。此外主蒸汽管道如果出廠時(shí)金屬組織不均勻或出現(xiàn)脫碳層等缺陷也會(huì)出現(xiàn)硬度偏低的現(xiàn)象,需要進(jìn)行辨別。
電站鍋爐主蒸汽管道在設(shè)計(jì)的時(shí)候都會(huì)選擇12Cr1MoV這樣的低合金鋼,或者SA213-T91這樣的高合金耐熱鋼。在鍋爐安裝階段或者鍋爐運(yùn)行中進(jìn)行主蒸汽管道維修時(shí),管道焊接完成以后,為了改善焊接接頭的組織和性能或消除殘余應(yīng)力都需要進(jìn)行焊后熱處理。熱處理的效果對(duì)焊接接頭的性能有著直接的影響,在熱處理后對(duì)焊接接頭的硬度進(jìn)行檢測(cè),硬度檢測(cè)值可以間接的反應(yīng)處焊接接頭的熱處理效果。例如,在某電廠超超臨界鍋爐安裝的過程中, 12Cr1MoV主蒸汽管道10余道焊縫進(jìn)行熱處理后,硬度檢測(cè)值均超標(biāo),具體數(shù)值見表1-1。
按照DL/T438-2016中的規(guī)定,12Cr1MoV管子硬度的控制值為135-195HB,焊縫的硬度值為不高于母材硬度值加100HB,且不高于270HB,焊縫硬度檢測(cè)值已經(jīng)超標(biāo)。對(duì)焊縫進(jìn)行金相分析,發(fā)現(xiàn)焊縫組織有脆硬的馬氏體存在,說明熱處理效果不夠理想。對(duì)焊接接頭的熱處理工藝進(jìn)行分析,發(fā)現(xiàn)該施工現(xiàn)場(chǎng)熱處理工藝中對(duì)于熱處理溫度選取了規(guī)程要求區(qū)間范圍的下限值,考慮加熱裝置的散熱損失,焊縫熱處理溫度并未達(dá)到規(guī)范要求的最低值,故導(dǎo)致熱處理效果不佳。熱處理效果不理想是導(dǎo)致焊縫硬度偏高的主要原因[3]。
2.3 主蒸汽管道材質(zhì)劣化導(dǎo)致硬度超標(biāo)
電站鍋爐運(yùn)行階段,由于運(yùn)行壓力和溫度都很高,在超溫超壓事故下對(duì)主蒸汽管道的壽命也有很大影響,而且長(zhǎng)周期運(yùn)行中隨著運(yùn)行時(shí)間的增加,主蒸汽管道也會(huì)有劣化的傾向,導(dǎo)致管道母材硬度異常。
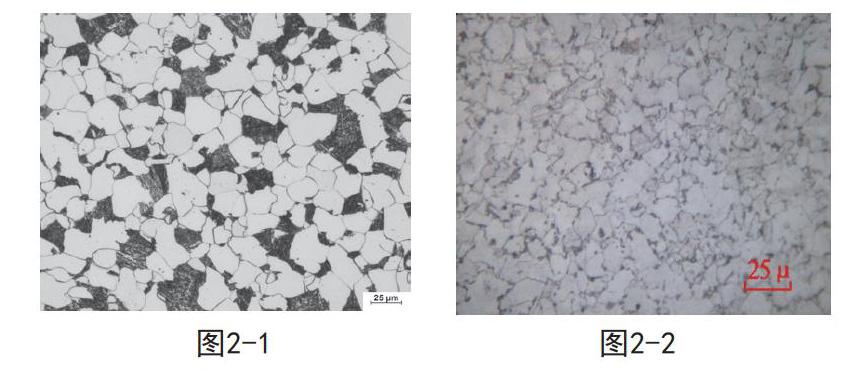
珠光體球化就是其中的一種劣化的表現(xiàn)。一般壓力等級(jí)較低的電站鍋爐主蒸汽管道母材都會(huì)選用材料等級(jí)較低的低合金鋼,低合金鋼一般以在常溫下的組織一般為鐵素體加珠光體,見圖2-1。珠光體晶粒中鐵素體與滲碳體是以薄片狀形態(tài)互相夾雜的,這種片狀的珠光體是一種不穩(wěn)定的組織,當(dāng)主蒸汽管道處于較高的運(yùn)行溫度時(shí),組織中的原子活力增強(qiáng),擴(kuò)散的速度增加,珠光體形態(tài)逐漸從片狀轉(zhuǎn)變?yōu)橹闋睿倬奂汕驁F(tuán),這種現(xiàn)象將使材料的屈服點(diǎn)、抗拉強(qiáng)度等力學(xué)性能下降。因此低合金鋼的珠光體球化是鋼在高溫下長(zhǎng)期服役后常見的組織變化之一,見圖2-2。隨著金屬材料球化等級(jí)增加,材料的強(qiáng)度將會(huì)有不同程度的降低。對(duì)于運(yùn)行中出現(xiàn)硬度異常降低的低合金主蒸汽管道,考慮珠光體球化的可能性,需要對(duì)主蒸汽管道進(jìn)行金相檢測(cè),以確定主蒸汽管道珠光體是否是球化[4]。
3結(jié)束語
綜上所述,除以上三種情況外還有其他多種原因均會(huì)引起電站鍋爐主蒸汽管道的硬度異常。在主蒸汽管道硬度檢測(cè)中,出現(xiàn)硬度檢測(cè)結(jié)果異常的情況時(shí),要根據(jù)主蒸汽管道檢測(cè)的狀態(tài)具體分析,并選取其他檢測(cè)方法進(jìn)一步分析,從而確定硬度異常的原因。
參考文獻(xiàn)
[1] DL/T438-2016.火力發(fā)電廠金屬技術(shù)監(jiān)督規(guī)程[S].北京:中國標(biāo)準(zhǔn)出版社,2016.
[2] 趙曉春,劉曉明,史海燕,等.焊后熱處理溫度對(duì)T91焊口硬度的影響[J].熱加工工藝,2012,41(06):150-151.
[3] 畢虎才,董勇軍,王琪,等.P91末過出口導(dǎo)管硬度異常分析[J].兵器材料科學(xué)與工程,2013,36(06):88-90.
[4] 董鵬.P91鋼管硬度檢測(cè)值偏低原因分析[J].內(nèi)蒙古電力技術(shù),2015,33(03):74-76.
