淺談新車型總裝工時測定
2019-10-21 09:15:59黃常斌
時代汽車 2019年14期
黃常斌
摘 要:工時測定是新車型導入時的重要項目,數據將做作為的總裝工藝編成及作業人員預算依據,通過區分車型的主作業工時以及與生產線相關的動態輔助工時,結合PTS建立合適的輔助工時動態模型來測定車型工時數,探討新車型量產前的工時測定,建立合適的工時構筑流程及方法。
關鍵詞:工時測定;主作業工時;輔助工時;PTS法
1 引言
隨著汽車市場競爭日益激烈,產品更新迭代速度也加快,目前車型開發日程越來越短,為了盡快適應新車量產的爬坡速度,必須在新車型階段完成一版比較精確的標準工時測定數據,減少后期的調整及培訓的損耗。
汽車總裝具有勞動密集型,手工操作為主、連接方式多樣、大批量生產的特點,員工的作業習熟達成至少需要經歷上千臺次的連續作業訓練,平常用的秒表測量方法在新型導入階段是無法測量出準確的整車的作業工時,所以新車型導工時測定一般采用PTS測時法。PTS測定的工時數據作為生產線工位編成、崗位人員預算、車型工時成本預算的重要依據。結合PTS探討合適新車型工時的構筑方法有利于人員預算管理精細化。
2 車型工時的構成及用途
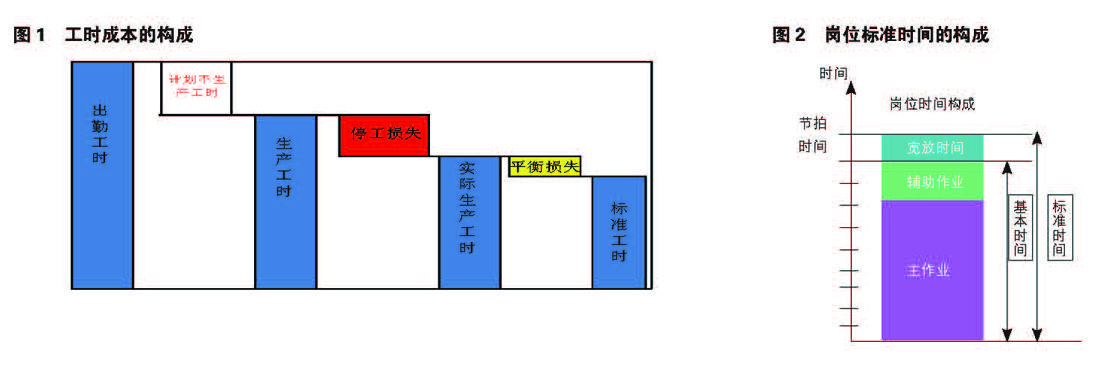
按成本核算角度,工時的構成如圖1所示:
1)出勤工時:操作者上班的時間長度,生產線總出勤時間為各班次的時間長度總和;
2)計劃不生產工時:包括①班會時間;②用餐時間;③休息時間;
3)總生產工時:出勤時間扣除非生產時間后的時間;
4)停工損失:生產準備、過程維持、管理等項目所花費的時間以及設備故障、品質不良等造成的停工;
5)實際生產工時:總生產時間扣除停工損失時間;
6)平衡損失:由于工藝編排 造成崗位之間作業工時不一致所產生的損失;
7)標準工時:各崗位標準時間的總和。
標準工時=崗位標準時間*崗位數;是新車型投產前崗位規劃、人員預算的基礎數據, 崗位的標準時間由基本的要素時間與寬放時間(生理休息時間)組成,基本要素時間構成按要素屬性可分為主作業時間及輔助作業時間,關系如圖2所示:
以上基本時間(主作業時間及輔助作業時間)的確定也是新車型工時測定的重點,其他可以通過管理來設定。
3 新車型工時構筑方法及流程
3.1 新車型工時測定開展步驟
首先從總裝的操作要素出發,概括各操作要素的定義,應用PTS工時方法對每個作業要素的時間標準進行測算。總裝作業要點概括起來包含緊固、組裝、粘貼、加注、連接、嵌入等主作業,這部分作業的工時稱作車型固有的主作業工時;同時也有取件、搬運、步行、確認、核對、調整、預裝等的輔助作業工時,這部分產生的工時定義為輔助工時。
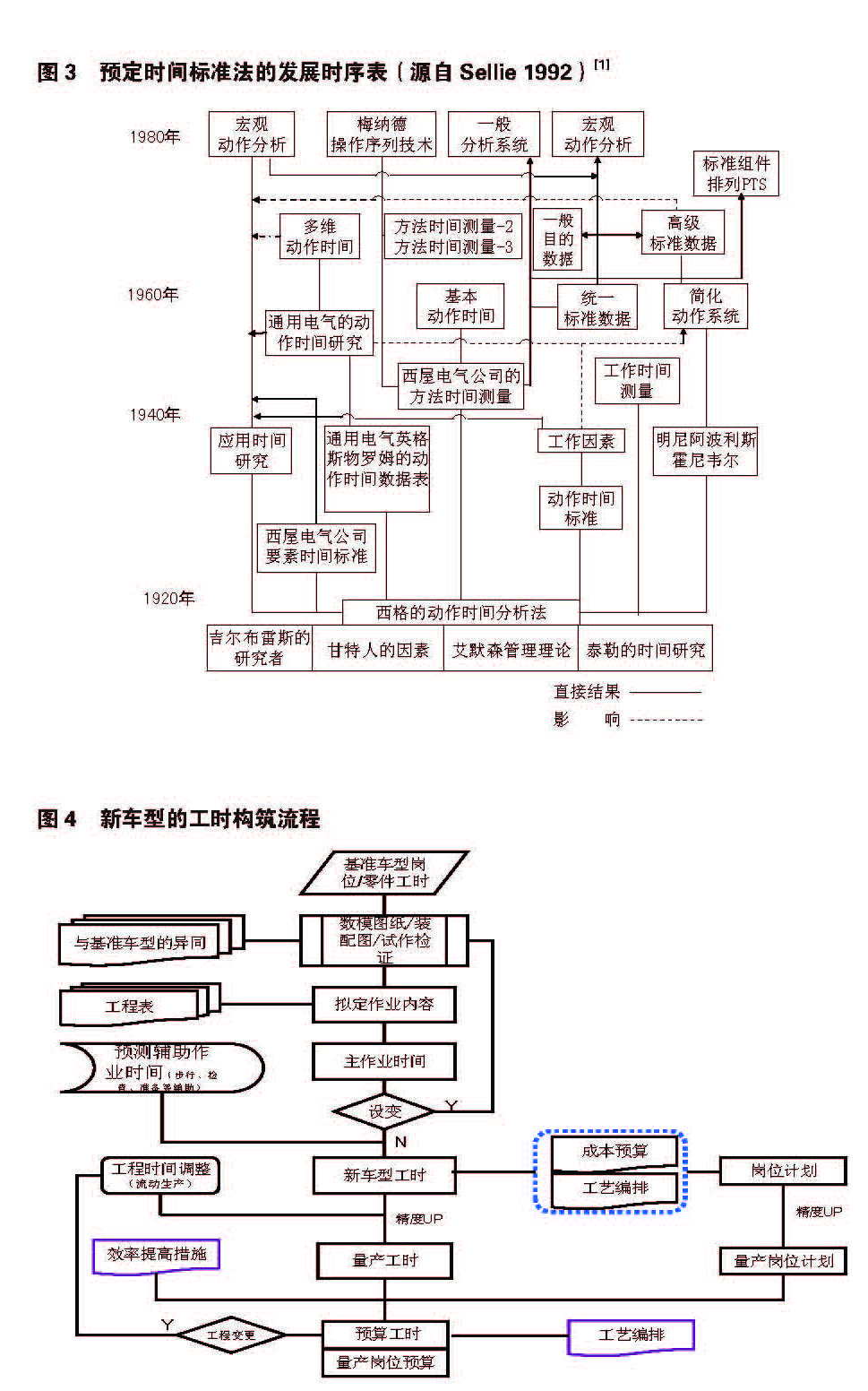
其次依據預定時間標準法(PTS)時間表決定各要素的標準時間。這套方法有不同的系統,其發展時序如圖3:
不同的系統的時間值是不一致的,企業可以依據自身條件選擇PTS的某一系統來對進行標準時間測定,目前比較常用的有MTM-UAS(宏觀動作分析)、MOST(梅納操作序列技術);本文下記時間單位使用的系統是MOST。
3.2 新車型工時數據測定流程
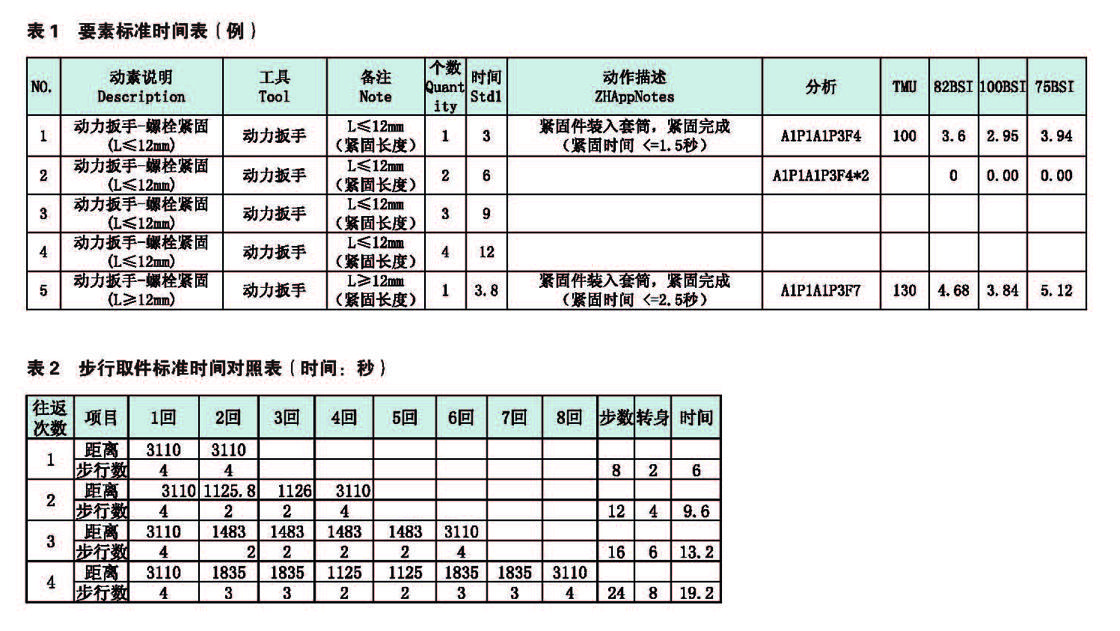
車型總裝的工時的評估在開發設計階段開始進行,經過量產準備階段的試制對整車工時進行系統的測定,量產前輸出量產的標準工時數據,一般開展流程如圖4:
主作業時間:指根據新車型的裝配圖測算出的工時。包括主作業工時和最基本的取放件工時,用于指導新車型試作前期的工藝編排、成本測算。主作業工時不受現場生產條件等的影響。
① 收集資料:收集規格變化點、基準車型工時資料等。
② 計算變化點工時:按照預先定好的工時計算方法,對變化點工時進行估算;并按一定的比例計算輔助工時。
③ 匯總工時:計算完變化點工時后進行工時匯總。
總工時=基準車型工時+/-變化工時。
④ 計算崗位數:按預先設定的節拍和生產線平衡率進行理論崗位人數的計算
理論崗位數=總工時÷節拍÷編成率
輔助作業時間:測定值隨著生產條件的變化而變化,測定步驟如下。
①在線流動跟蹤,主要確認在線生產與圖紙工時分析中的要素差異,補充完善到工藝文件中。
②對差異點進行工時分析,
③ 匯總更新車型工時
④ 調整崗位:根據實際情況對崗位的作業內容進行調整,計算崗位人數。
對以上的主作業時間及輔助作業時間在進過試制階段的檢證,可以得出車型比較精確的量產工時數據了。
3.3 要素標準工時數據庫建立及動態輔助工時模型建立
新車型工時測定中,主作業工時依據總裝作業要素分別應用PTS法測定標準時間,并形成標準時間手冊,以備后續新車型編成時速查。如表1例(摘取部分):
輔助作業工時中,步行工時是與生產線節拍、物流布置等動態相關的,所占比例也最大,但新車型階段無法把握每個崗位的步行工時,所以我們需要根據生產工位情況結合生產節拍、工位布置等建立相應的動態模型,以便形成與各個節拍、各機能區相對應的步行輔助標準工時,例如以下模型建立步驟:
(1)確定車型總裝的零件種類和點數,以及各工藝段的分布情況(標準件、非標準件零件),依據物流模式確定各崗位平均通過步行取件的次數。
(2)依據物流模式及工位間距建立動態取件工時測算模型,因為是計算車型總工時需要,所以這里假設每個崗位作業分布是均勻的,模型因子構成為:工位節距(a)、物流臺車與車體距離(b),崗位的裝配部品數(取件次數n)。圖5為取2次件步行舉例測算模型舉例(單位:m):
3.4 新車型崗位編成及車型總工時計算
依據節拍時間單位對工程編成進行崗位分割,崗位時間構成如圖2所示,主作業時間為個要素時間標準的求和,輔助時間為步行工時與其他輔助要素時間求和,寬放時間(也叫編成損失時間)按生理需求標準給定(例如5%)。
通過以上工程分割的崗位編成,將各崗位的崗位時間求和就得出車型的總工時了。為繼續優化崗位編成,我們還需將總工時倒推計算理論崗位數(理論崗位人數=總工時÷節拍÷(1-編成損失率)),找出實際編成崗位數與理論崗位數的差異,為后續優化設定目標。
4 總結
總裝新車型的工時測定過程,也是一個崗位編成的過程,工時的精度直接影響后續崗位編成的合理性,所以需要在試制階段不斷的檢證,提升精度;PTS法有一個顯著的特點就是規避人的因素的影響,可以在在設計階段進行工時分析,提前把握車型的工時、量產所需人員情況。也可依據工時分析提出零件結構的改善方案等。
參考文獻:
[1]沙爾文迪(美) 工業工程手冊 第2分冊(M) 清華大學出版社.