底支座的結構工藝及塑料模具的設計要點
2019-10-18 05:29:04喬慧
職業 2019年10期
喬慧
關鍵詞:底支座 ?注塑模 ?冷卻 ?澆注系統
隨著科技水平的提升和工業專業化進程的步伐加快,相關企業開發和研制出的工程塑料性能愈加優越,下游企業開始要求相關生產企業制造的成品需要由注塑成型工藝來完成,在軍工、家電、汽車、通信、建筑等行業都用到了模具,從而使塑料模具在諸多的領域中得到使用,促進了塑料模具的發展。
模具制造制件具有較高的精度,復雜性也較高,這是其他的生產加工方式所不具備的,所以在評估企業生產制造水平的時候,模具生產水平的高低是一個關鍵性的評估指標。以目前的情況來看,模具正向著高速、高精密度、高產出收益等方向發展。據相關部門統計,在2010年到2016年之間,我國出口模具獲得的金額由21.96億美元提升到47.01億美元,未來仍將保持穩定的增長。在20世紀初期,我國的進口與出口的比值是3.69:1,因此,我國的制造業發展已經呈現出落后的狀態,其中注塑模具制造業尤為突出。針對這個情況,抓緊時間開發和引進先進的制造技術,有利于改善我國注塑模具制造業的落后現狀,滿足快速增長的市場需求。
一、塑件的相關設計分析
1.塑件的相關設計要求
(1)對于塑件而言,其最大壁厚≤0.5cm。塑件外形尺寸是很小的,塑料熔體的流程相對較短。熱塑性塑料是構成本塑件的主要材料,因為這種材料的具有很好的流動性,便于注塑成形。
(2)塑件的底支座較簡單,該零件是一方套類同時還有側孔,需確保塑件形狀以及塑件的尺寸能夠滿足要求。
(3)由于凹凸模的形狀,為了日后損壞以后方便維修、降低維修難度,不設計整體形式,只要插入適當的嵌件即可。嵌件多則引起形腔強度降低、剛度也不能滿足要求。
2.選取塑件材料并對其性能進行分析
此次選取的塑件用做底支座,這就要求它具有較好的絕緣(絕熱)性,所以塑料要多選幾種進行比對,進而選出最佳的塑料底座。比對內容包括塑件的化學性能、熱性能、經濟性能等。
因聚苯乙烯熔融的過程中具有較好的流動性以及熱穩定性,因此方便成型加工。由聚苯乙烯制成的成型塑件,其收縮率是0.4%,成型塑件尺寸穩定,同時還具備了較低的吸水率,所以通常情況下不需要進行干燥操作。要使聚苯乙烯分解其實并不太容易,它具有較大的熱膨脹系數,也容易出現開裂現象。
二、注塑機的選取以及有關參數的校訂
1.計算注射量及鎖模力
計算注射量。經Pro/E建模分析得出,32.33cm3為塑件的體積(V1),34.43g為塑件的質量(M1),對于未知的流道凝料的質量可用M2來表示,即M2=0.6*V1。此模具是一模兩腔的形態,注射量:V=1.6V1=103.456cm3,M=Vxp=103.456x1.065=110.18g。
2.注射機的選擇
根據上述計算得到的生產周期注射量,選用的注射機是XS-ZY-125型注射機,技術參數如下:理論注塑容積:125cm3、移模行程:30cm、螺桿直徑:4.2cm、最小模具厚度:20cm、注射時間:0.7s、最大成形面積:32cm、注射方式為螺桿式、噴嘴口直徑:0.4cm、鎖模力:900kN、最大模具厚度:30cm、注塑壓力:120Mpa、合模方式為液壓-機械、塑化能力:4(g/s)、噴嘴球半徑:1.2cm、拉桿內間距:36.8cm、注射行程:11.5cm。
三、模具的相關設計
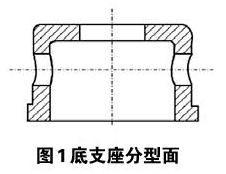
1.明確分型面位置
在模具型腔中,若想保證塑件能夠成型,一定要保證塑料凝固;若想將塑件從模具中取出,需使模具的型腔弄開,定模以及動模是模具的兩個構成部分。分型面即為可分離的接觸表面,以將塑件和澆注系統凝料取出。若塑件出現了側凹/側凸等現象,此時需將側向型芯安放在動模這邊。在選擇分型面的時候,其抽芯的方向需由側向凹孔(淺的)抑或側向凸臺(短的)來決定,若相反,在開合模方向放置即可。
2.設計排氣槽
在型腔使用塑料溶體進行填充的時候,一定要快速地將型腔內的空氣排出,空氣的來源包括兩個方面,一是澆注系統內產生的空氣,二是塑料受熱產生的空氣。若不立即排出,空氣經過壓縮會產生較高的溫度,進而使塑件發生局部燒焦等;若填充的數量不夠會產生氣泡、接縫等現象,進而導致塑件的強度不夠。本次設計所使用的是小型模具,在模具向外排氣的時候可利用分型面進行排氣,固設計排氣槽而就是多余的了。
3.對澆注過程所需要的系統進行設計
將塑料融化之后,使用注射機噴嘴將融化了的塑料注射到模具型腔內,注射過程中所經過的通道即為澆注系統,該系統所起到的功能是使塑料熔體充滿型腔。對澆注系統的正確設計可以確保塑件的優質性。在本次設計中,因加工成本、模具尺寸等條件的制約,所以運用了一模兩腔的形態作為本次設計的形式,側澆口的流道就是澆注系統。
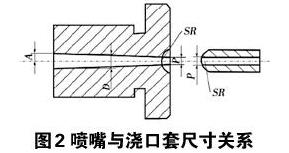
(1)對主流道以及澆口套的設計。塑料溶體的入口處一般都會有溶體的主流道,其作用是將塑料溶體引入到模具的分流道內(塑料溶體需經過注塑機噴嘴之后才能進入主流道),主流道設計成圓錐形,這樣利于溶體的移動,還便于拉出凝料。主流道的大小不但對溶體的流動速度有影響,同時也對充模的時間有影響,因主流道與高溫材料等有很對次接觸,所以在定模上不會直接打開。主流道是由獨立設計的澆口套所形成的,這樣利于優質鋼的加工以及熱處理等操作的實施。
(2)分流的設計。分型面上一般都會有分流道,這樣利于分流和轉向。分流道的布置隨與型腔的排列有關,但分流道的布置盡可能按以下原則進行:排列要緊湊,模具板面的尺寸要縮小;流程不能長,需保證鎖模力的平衡。本次在布置模具流道的時候,所用的方式是平衡對稱式的,長度要短、彎度要小。
設計時,要求將流道內的壓力損失盡可能降低,另外傳熱損失也是同樣的,但是流道的表面積不可過大,截面積不能太小,這就用到了流道效率。流道效率=流道的截面積/周長,如0.25D的圓形,0.195D的梯形等,截面大端寬度用D來表示。證實圓形截面是最好的,但成本較大。
此外,只有經過模板兩側的加工,才能形成圓形分流道,合模時若想將兩側半圓對齊,會有一定的難度。總結,用梯形截面0.195D不但令工藝得到了保障,同時熱量散失的也少,流動阻力也不會過大。
(3)澆口設計。利用側澆口,矩形是該斷面的形狀,這不但方便加工,還便于去澆口,對塑件的外觀不會有太大的影響。經驗值:b=0.3cm,t=0.15cm,l=0.1cm;b、t、l分別代表寬度、厚度、長度。
(4)冷料穴的設計。冷料穴位于主流道或分流道的最后端,其目的是對前鋒的冷料起到收集效果。所用的冷料穴通常其底部會有拉料桿,其作用是在開模時實現拉凝料的功效。
四、對推出機構進行相關設計
設置推出機構所起到的效果是將成型后的塑件從模具中脫出,同時脫出的還有澆注系統凝料,此外經注塑機開模之后使塑件制品推出。在設計推出機構時,需遵從以下原則:一是盡可能將其設計在動模上;二是確保在進行推出操作時,制品不會出現變形、損壞等狀況;三是確保塑件外觀不受損壞;四是結構可靠。在進行推出和復位操作時,動作要靈活,結構簡單。推出機構可以推出多種零件,此次設計所用的是推桿推出機構,也就是利用推桿將型芯上的塑件推出。推出機構在以下幾方面表現得尤為突出,即制造、修配方便、阻力小、靈活性高、推桿損壞后方便更換等。
五、對合模導向機構進行相關的設計
注射模開始施工時,為了使塑件外形的精度能夠得到保證,同時也要保證尺寸的精度,就一定要保證動模成型零件、定模成型零件的定位要準確無誤,所以對合模導向機構的安裝是必不可少的。導向機構設置完成時,選用導柱導套合模導向機構的原因是合模導向機構所產生的側向作用力通常較大。
六、小結
現代制造業中,無論哪一行業的工程裝備,都越來越多地采用由模具工業提供的產品。為了適應用戶對模具制造的高精度、短交貨期、低成本的迫切要求,模具工業正廣泛應用現代先進制造技術來加速模具工業的技術進步,滿足各行各業對模具這一基礎工藝裝備的迫切需求。實踐表明,模具塑件質量不但能夠滿足設計的有關要求,同時其結構具有合理性、動作可靠。
參考文獻:
[1]李和平,肖根福.模具技術現狀與發展趨勢綜述[J].井岡山學院學報(自然科學版),2006 (1).
[2]李大鑫,張秀棉.模具技術現狀與發展趨勢綜述[J].模具制造,2005(2).
[3]姜愛菊,吳宏武.微注射成型技術的最新進展[J].塑料工業,2008(8).
[4]葛秀珍.底支座注塑模具設計及制造[J].設備管理與維修,2019(2).
[5]鐘佩思,沈友徽,馬靜敏等.模具先進制造技術發展趨勢綜述[J].模具制造,2005(3).
[6]黃虹.塑料成型加工與模具[M].北京:化學工業出版社,2003.
(作者單位:青島工程職業學院)