正交實驗法優化WPP/ WPE/PRCMR復合材料工藝參數的研究
2019-10-16 06:12:44周尚艷馮旭東馮麗君
山東化工 2019年18期
周尚艷,劉 彤,馮旭東,馮麗君,陳 波
(貴州大學化學與化工學院,貴州 貴陽 550025)
葛根中藥廢渣(PRCMR)來源于工業上提取葛根黃酮制備生物醫藥或提取葛粉用于中藥與食品原料所剩下的工業廢渣[1-3],由于其資源利用率低下,大量PRCMR被生產企業丟棄或焚燒,造成環境污染[4-5]。與此同時,我國每年由于聚丙烯(PP)與聚乙烯(PE)損壞與老化,大量的廢舊PP(WPP)與廢舊PE(WPE)應運而生[6-7],由于其難以降解,對環境造成巨大危害,因此WPP與WPE的資源化利用也勢在必行[8]。
本文利用擠塑輥壓成型工藝制備WPP/ WPE/PRCMR復合材料,采用四因素四水平的正交實驗方案,使用L16(45)表設計實驗,通過正交實驗數據分析工藝參數對復合材料沖擊強度、靜曲強度、彈性模量等力學性能的影響,從而得到較優的工藝參數。
1 實驗部分
1.1 實驗原料
葛根中藥廢渣(PRCMR),貴州益佰制藥股份有限公司;廢舊聚乙烯(WPE),粒徑為2~3mm,已經過破碎、洗滌、烘干,貴州天利和廢舊資源回收有限公司;廢舊聚丙烯(WPP),粒徑為2~3mm,已經過破碎、洗滌、烘干,貴州天利和廢舊資源回收有限公司;γ-氨基丙基三甲氧基硅烷(A0800),分析純,南京優普化工有限公司;乙醇 ,分析純,蘭州譜思達化工有限公司;氫氧化鈉,分析純,蘭州譜思達化工有限公司。
1.2 主要設備
纖維短切機,KB7-611,山東濰坊航宇機械有限公司;雙螺桿擠出機,SHJ-63,南京杰恩特機電有限公司;沖擊試驗機,XT-180,揚州華輝檢測儀器有限公司;臺式切割機,JK3 -650L型,杭州隆湖機電科技有限公司; 高速混合機,HBJ-37,成都常源機械設備有限公司;萬能試驗機,WAW-300K,濟南中特試驗機有限公司三輥壓光機,YR-1500,上海盈潤塑膠機械有限公司;冷等靜壓機,DJY500,太原市中平科技有限公司;恒溫鼓風干燥箱:DHG-9070A ,杭州卓馳儀器制造有限公司。
1.3 試樣制備
1.3.1 PRCMR的改性處理
將PRCMR剪短為1~2mm的長度,隨即放入濃度為4%的NaOH溶液中浸泡4h后過濾洗凈至中性,烘干備用;其后將烘干后的PRCMR放入A0800溶液(A0800按PRCMR質量的2%配比加入,且A0800溶液中的溶劑為乙醇,A0800與乙醇質量比為5∶95)中浸漬1h后,旋即放入溫度設定為87℃干燥箱中烘干2h,得到PRCMR改性填料。
1.3.2 WPP/ WPE/PRCMR復合材料的制備
將WPP、WPE與改性PRCMR填料按實驗最佳配比即WPP:WPE:改性PRCMR=30∶70∶40(質量比)在高速混合機中混合20min,將所得的共混物放入雙螺桿擠出機進行擠塑進行二段擠塑,再通過三輥壓光機進行輥壓成型(壓力為2.2MPa),通過傳送帶傳送至冷等靜壓機靜壓冷卻5h(壓力為1.2MPa),最后再將材料按要求尺寸用切割機進行切割后得到WPP/ WPE/PRCMR復合材料試樣。
1.4 性能測試
按照GB/T1043-2008標準測試復合材料沖擊強度。
按照GB/T 17657-1999標準測試復合材料的靜曲強度與彈性模量。
1.5 正交試驗設計
本實驗采用四因素四水平的正交實驗方案,對影響WPP/ WPE/PRCMR復合材料力學性能的實驗因素(第一段螺桿轉速、第一段機筒溫度、第二段螺桿轉速、第二段機筒溫度)進行優選,以沖擊強度、靜曲強度、彈性模量為目標函數,選用L16(45)表設計實驗,設計方案如表1所示。

表1 正交實驗因素水平表
2 結果與討論
2.1 各因素對WPP/ WPE/PRCMR復合材料沖擊強度的影響
各因素對復合材料沖擊強度的正交試驗結果與影響趨勢曲線分別如表2與圖1所示。
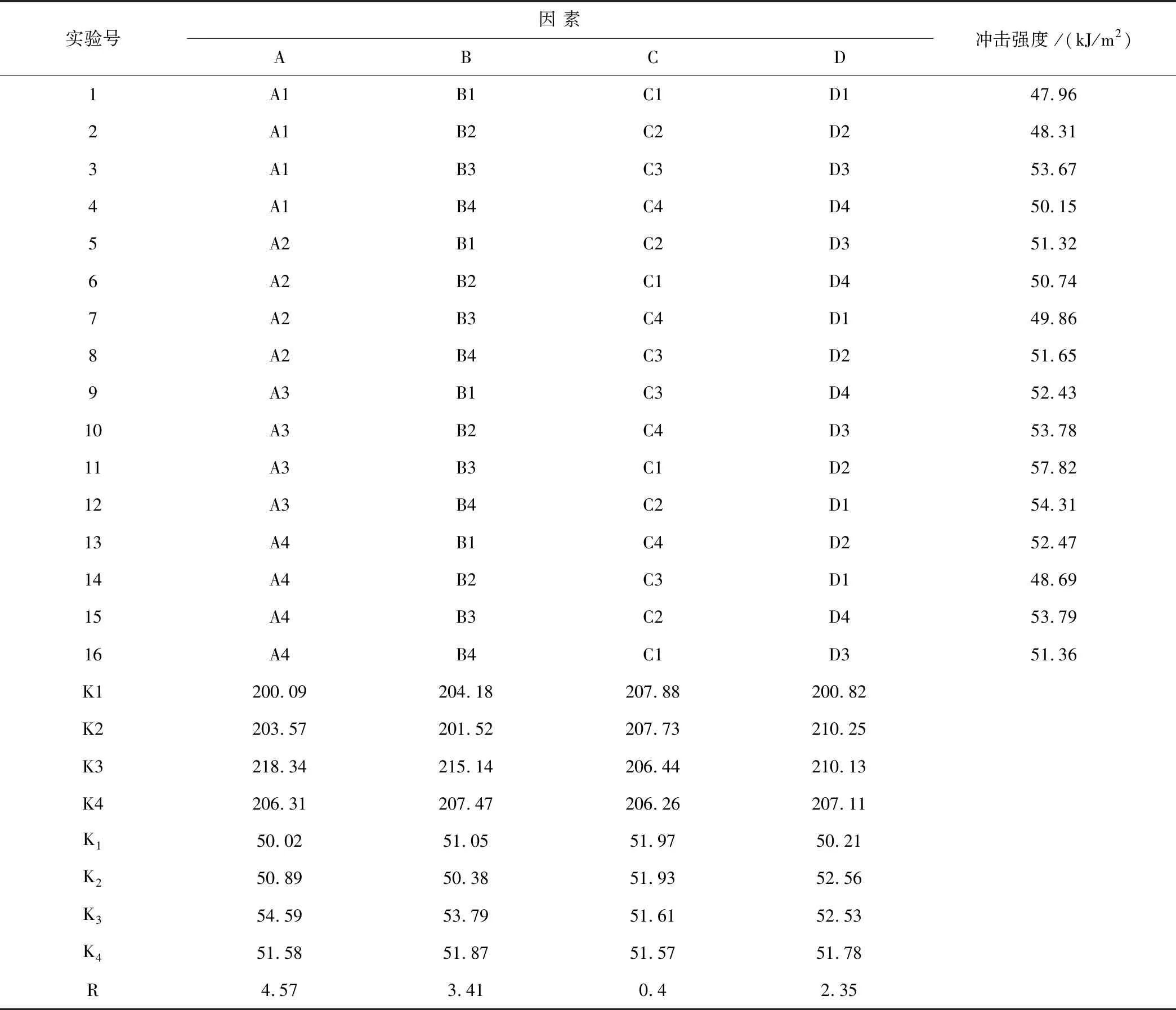
表2 工藝參數對WPP/ WPE/PRCMR復合材料沖擊強度正交試驗結果分析
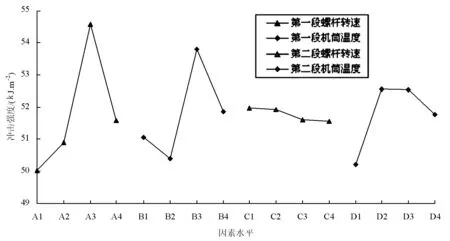
圖1 各因素水平對WPP/ WPE/PRCMR復合材料沖擊強度的影響
Fig.1 Effect of various factors on impact strength of WPP/ WPE/PRCMR composites
從表2可以看出,WPP/ WPE/PRCMR復合材料沖擊強度的水平均值K值中K31=54.59,比K21和K11都大,說明因子A取A3水平最好。同理K32=53.79,K13=51.97,K24=52.56,說明B3、C1、D2的水平最好,因此各工藝參數對復合材料沖擊強度的較優水平是A3 B3C1D2,即最佳實驗工藝參數為第一段螺桿轉速為 80r/min,機筒溫度為200℃,第二段螺桿轉速為40r/min,機筒溫度為180℃。同時從表3正交分析結果的極差分析可以看出RA﹥RB﹥RD﹥RC,說明各工藝參數對復合材料沖擊強度的影響由大到小的順序為A﹥B﹥D﹥C,可見第一段螺桿轉速對復合模板沖擊強度的影響最大,第二段螺桿轉速對其影響較小。
從圖1可以看出,隨著第一段螺桿轉速的增大,WPP/ WPE/PRCMR復合材料沖擊強度呈現先增大后減小的趨勢,當第一段螺桿轉速為80r/min時,沖擊強度最大。這是因為在前段,螺桿轉速增大,有利于加快PRCMR在WPP與WPE的中分散性,并提高三者的結合性,對材料沖擊強度有一定增強,當螺桿轉速過快,導致PRCMR發生團聚現象,使其與WPP、WPE兩種塑料基體的相容性變差,從而導致復合材料沖擊強度下降。隨著第二段螺桿轉速的增大,復合材料沖擊強度逐漸下降,這是因為螺桿轉速的增大導致WPP、WPE兩種塑料的交聯程度降低,塑料的抗沖擊性能也同步下降。隨著第二段機筒的溫度增大,復合材料沖擊強度出現先增大后減小趨勢,這是因為在前期,機筒溫度的升高,使WPP、WPE更加熔融和均化,使PRCMR更好的被基體樹脂包裹,因此材料沖擊強度得到一定提高,而到了后期,由于機筒溫度的過高,使WPP、WPE部分結構碳化,也使PRCMR內壁纖維的韌性下降,導致復合材料沖擊強度下降。第一段機筒溫度的增加,對復合材料沖擊強度的影響呈現波動性變化。同時由于在正交分析法中,極差(R)越大的因素,對檢測指標的影響越大,如圖1所示,RA﹥RB﹥RD﹥RC ,所以對沖擊強度影響因素的大小次序為A﹥B﹥D﹥C,與表3的分析結果相符。
2.2 各因素對WPP/ WPE/PRCMR復合材料靜曲強度的影響
各因素對復合材料靜曲強度的正交試驗結果與影響趨勢曲線分別如表3與圖2所示。
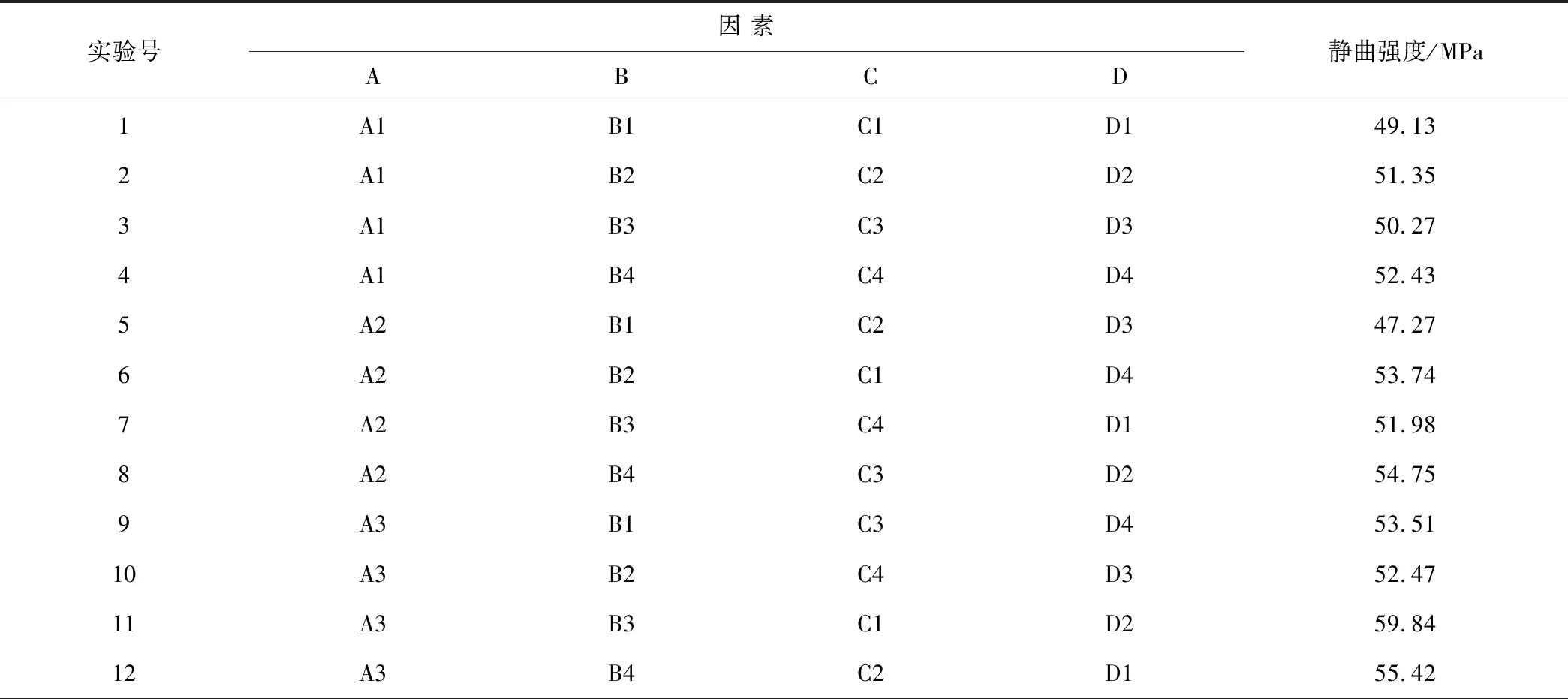
表3 工藝參數對WPP/ WPE/PRCMR復合材料靜曲強度正交試驗結果分析
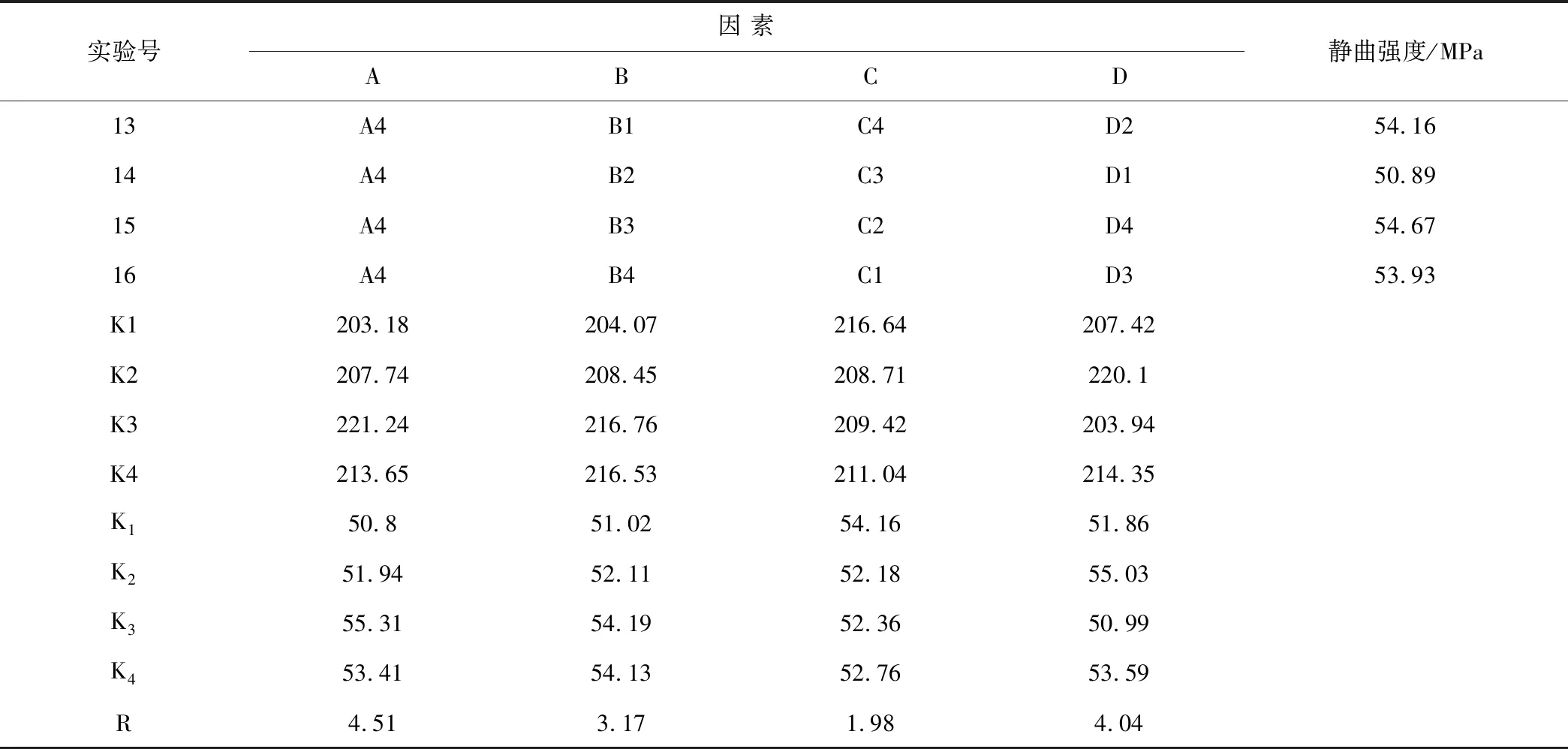
表3(續)
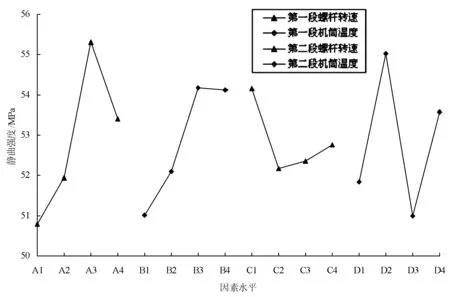
圖2 各因素水平對WPP/ WPE/PRCMR復合材料靜曲強度的影響
Fig.2 Effect of various factors on static bending strength of WPP/ WPE/PRCMR composites
從表3可以看出,WPP/ WPE/PRCMR復合材料靜曲強度的水平均值K值中K31=55.31, K32=54.19,K13=54.16,K24=55.03較大,說明A3、B3、C1、D2的水平最好,因此根據水平均值K值大小可以確定該實驗的最優方案為表4中11號實驗(A3B3C1D2),該實驗復合材料靜曲強度最高,為59.84 MPa,此時最佳工藝參數為第一段螺桿轉速為 80r/min,機筒溫度為220℃,第二段螺桿轉速為40r/min,機筒溫度為180℃。同時從表4正交分析結果的極差分析可以看出RA﹥RB﹥RD﹥RC,說明各工藝參數對復合材料靜曲強度的影響由大到小的順序為A﹥B﹥D﹥C,可見第一段螺桿轉速對復合模板沖擊強度的影響最大,其次分別為第一段機筒溫度與第二段機筒溫度,第二段螺桿轉速對其影響較小。
從圖2可以看出,隨著第一段螺桿轉速、第一段機筒溫度的增大,WPP/ WPE/PRCMR復合材料靜曲強度均呈現先增大后減小的趨勢,這是因為前期螺桿轉速與機筒溫度的增加有助于WPP/ WPE/PRCMR三元體系固態密集"海島"結構的生成,且三者共混相容性提高,物料有一定的致密度,復合材料靜曲強度提高;但當螺桿轉速與機筒溫度進一步升高,物料間剪切作用減少,固態稀疏“海島”結構形成,材料受力彎曲到斷裂時它所能承受的壓力強度下降。增加第二段螺桿轉速,復合材料的靜曲強度先下降后升高,這是因為經過第一段螺桿擠出的WPP/ WPE/PRCMR共混物到達第二段螺桿擠出設備中,在螺桿的摩擦剪切作用下塑料基體固態床的形成、破裂、同時形成大量PRCMR顆粒漂浮于熔體中,降低了復合材料的靜曲強度,其后隨著螺桿擠出速度的提升,使物料組分尺寸進一步細化與均勻,形成理想的結構,其分布性與分散性有效提高,混合特性也越優,復合材料的靜曲強度有一定回升。第二段機筒溫度的增加,對復合材料靜曲強度的影響沒有明顯規律。另一方面,如圖1所示,RA﹥RB﹥RD﹥RC ,所以對靜曲強度影響因素的大小次序為A﹥B﹥D﹥C,與表4的分析結果一致。
2.3 各因素對WPP/ WPE/PRCMR復合材料彈性模量的影響
各因素對復合材料彈性模量的正交試驗結果與影響趨勢曲線分別如表4與圖3所示。
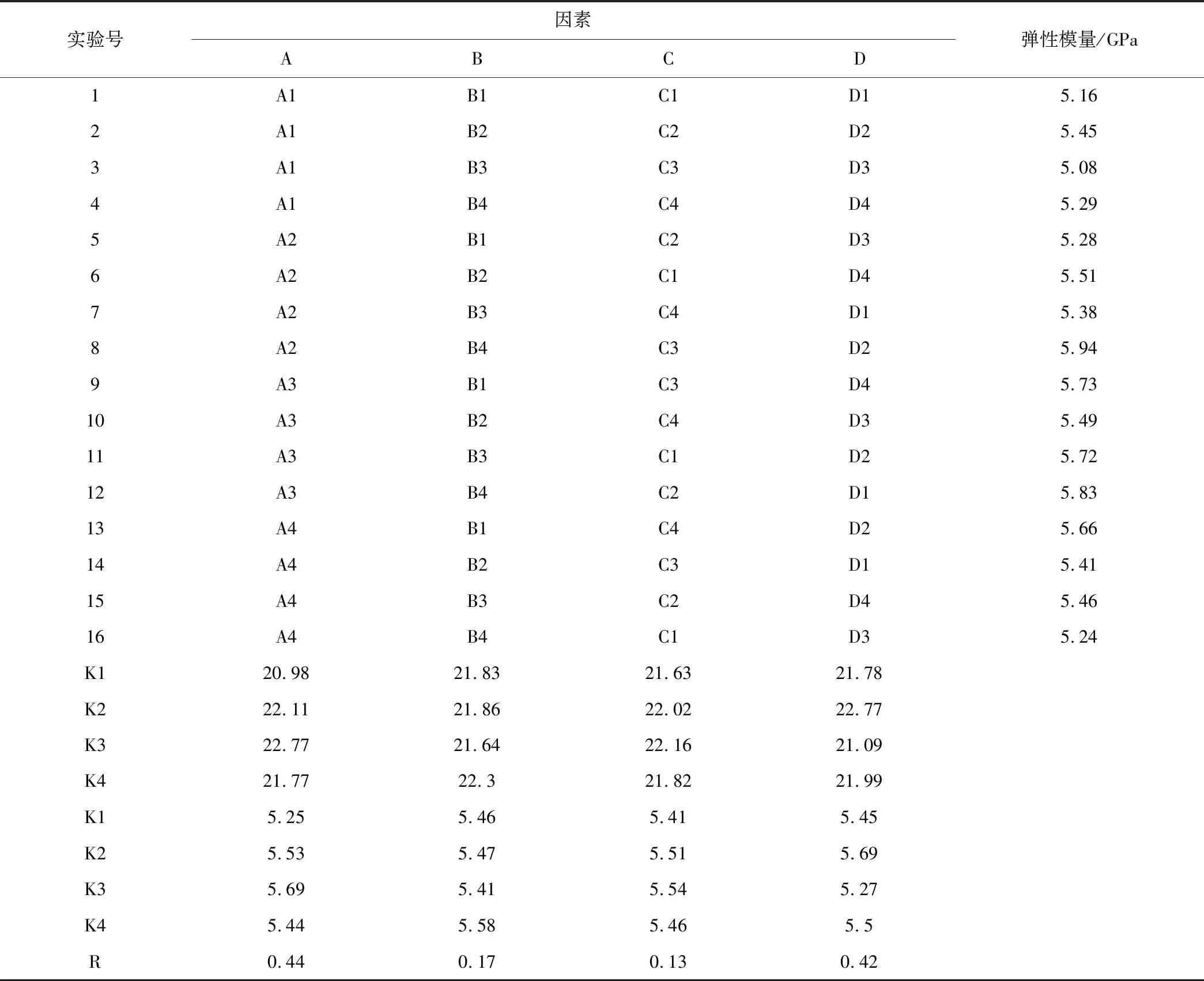
表4 工藝參數對WPP/ WPE/PRCMR復合材料彈性模量正交試驗結果分析
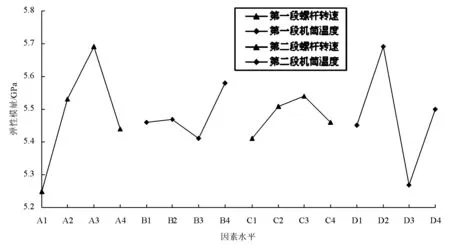
圖3 各因素水平對WPP/ WPE/PRCMR復合材料彈性模量的影響
Fig.3 Effect of various factors on modulus of elasticity of WPP/ WPE/PRCMR composites
從表4可以看出,WPP/ WPE/PRCMR復合材料彈性模量的水平均值K值中K31=5.69, K42=5.58,K33=5.54,K24=5.69較大,說明A3、B4、C3、D2的水平最好,因此根據水平均值K值大小可以確定該實驗的最優方案為A3B4C3D2,此時最佳工藝參數為第一段螺桿轉速為 80r/min,機筒溫度為220℃,第二段螺桿轉速為80r/min,機筒溫度為180℃。同時從表5正交分析結果的極差分析可以看出RA﹥RD﹥RB﹥RC,說明各工藝參數對復合材料彈性模量的影響由大到小的順序為A﹥D﹥B﹥C,可見第一段螺桿轉速對復合模板彈性模量的影響最大,其次分別為第二段機筒溫度與第一段機筒溫度,第二段螺桿轉速對其影響較小。從圖3可以看出,隨著第一段螺桿與第二段螺桿轉速的增大,WPP/ WPE/PRCMR復合材料彈性模量均呈現先增大后減小的趨勢,并且均在轉速為80r/min達到最大值。這是因為第一階段螺桿轉速增大,使其在旋轉過程中對WPP/ WPE/PRCMR物料壓延、摩擦、剪切效應凸顯,使物料充分熔融和均化,PRCMR纖維在塑料基體中的增韌效果增大,提高了復合材料抵抗彈性變形的能力,其彈性模量增大;第二階段,由于螺桿轉速不斷增大,物料擠出速度過快,所增加的剪切熱不足于平衡物料在給料段與壓縮段停留時間減少而損失的熱量,導致的塑料塑化不良,材料剛度增大,彈性模量下降。第一段與第二段機筒溫度的增加,對復合材料彈性模量的影響均呈現波動性變化。在極差分析中,圖3顯示的極差大小順序為RA﹥RD﹥RB﹥RC與表5正交實驗結果的極差分析趨勢相同。
2.4 WPP/ WPE/PRCMR復合材料最優工藝條件驗證
根據前述的最優工藝條件,進行5次重復實驗,結果如表5所示。
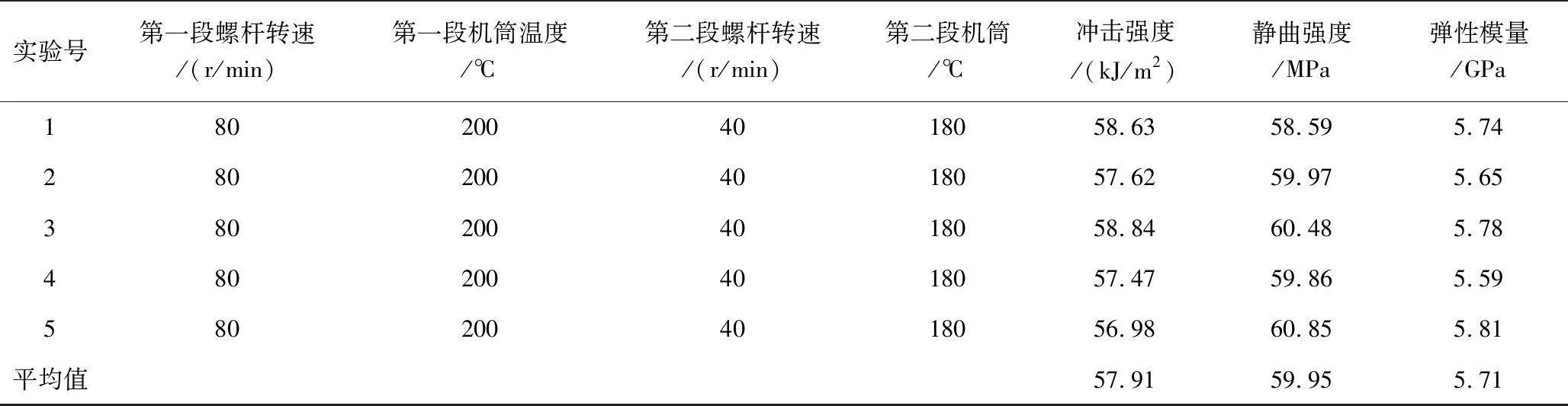
表5 WPP/ WPE/PRCMR復合材料最優工藝條件驗證試驗結果
從表5可以看出,當第一段螺桿轉速為 80r/min,機筒溫度為220℃,第二段螺桿轉速為40r/min,機筒溫度為180℃時,WPP/ WPE/PRCMR復合材料的沖擊強度、靜曲強度、彈性模量分別為57.91kJ/m2、59.95MPa、5.71 GPa,復合材料力學性能較好。
3 結論
(1)第一段螺桿轉速(A)、第一段機筒溫度(B)、第二段螺桿轉速(C)、第二段機筒溫度(D)對WPP/ WPE/PRCMR復合材料力學性能的影響有所差異。對復合材料沖擊強度與靜曲強度影響因素的大小次序均為RA﹥RB﹥RD﹥RC,A、B、D是影響沖擊強度與靜曲強度的主要因素,C是次要因素;對復合材料彈性模量影響因素的大小次序均為RA﹥RD﹥RB﹥RC,A、D、B是影響彈性模量的主要因素,C是次要因素。(2)本實驗中,WPP/ WPE/PRCMR復合材料沖擊強度與靜曲強度較優水平均為A3B3C1D2,彈性模量較優水平均為A3B4C3D2,由于復合材料力學性能中沖擊強度與靜曲強度重要性要強于彈性模量,綜合得到復合材料工藝參數的較優組合為A3B3C1D2,即第一段螺桿轉速為 80r/min,機筒溫度為200℃,第二段螺桿轉速為40r/min,機筒溫度為180℃。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03
