應用插滾技術制造雙聯齒輪對齒的工藝方法
2019-10-09 11:44:25陸琮瑜
中國新技術新產品 2019年1期
陸琮瑜
摘 要:雙聯齒輪加工,需要兩齒輪的齒牙對齒加工,該文在該公司GF9項目開發過程中,應用新工藝“插滾”加工兩齒輪,并且為了滿足對牙精度要求,采用一次裝夾加工兩齒輪、消除加工誤差的齒輪加工方法。
關鍵詞:插齒;滾齒;插滾;雙聯齒輪;對齒角度
中圖分類號:TG61? ? ? ? 文獻標志碼:A
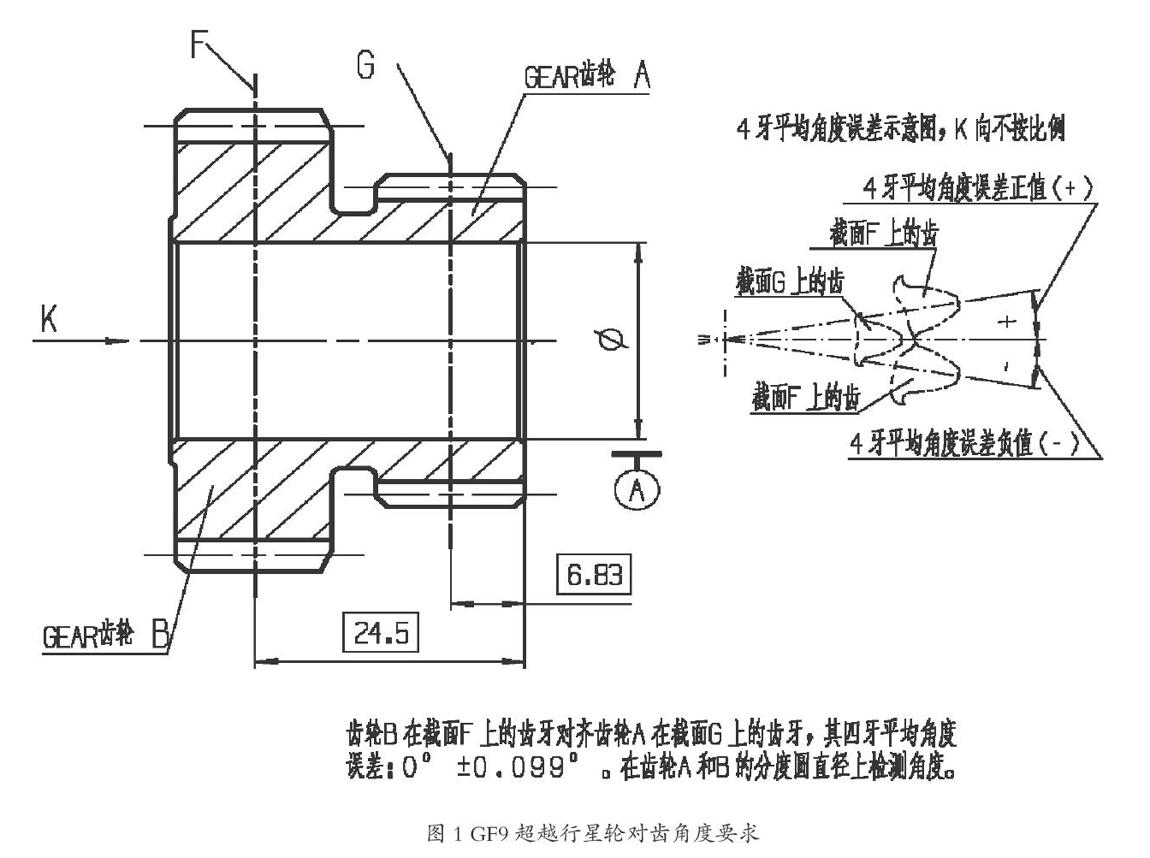
該公司開發的GF9項目中,超越從動支架行星輪(雙聯齒),在以前該公司生產的齒輪中從未有過一個特殊的要求,雙聯齒兩齒輪的齒牙需要對齒加工,齒輪A的齒牙與齒輪B的齒牙有相對位置要求,通俗講兩齒輪齒牙需要對齊,如圖1所示,齒輪A在截面“G”上的齒牙與齒輪B在截面“F”上的齒牙,其對齒角度4牙(齒輪圓周4等分測量)平均誤差需控制在0±0.099°。
對于這種雙聯齒加工,通常的加工工藝是:小齒輪插齒-大齒輪滾齒-熱處理-小齒輪珩齒-大齒輪磨齒(或珩齒)。為了保證成品對齒角度要求,我們在熱前加工就要保證對齒角度要求,如果熱前齒輪加工對齒角誤差大,造成熱后精加工齒輪一邊齒面磨削加工不到,造成產品報廢。常規的熱處理前加工工藝無法滿足對齒角要求。我們找到一種“插滾”新工藝,應用插滾技術加工雙聯齒輪,能滿足對齒角度要求,其加工工藝路線如下:小齒輪和大齒輪插滾-熱處理-小齒輪珩齒-大齒輪磨齒。
下面主要對雙聯齒輪熱前加工工藝,作詳細的介紹。
1 常規熱前雙聯齒對齒加工的工藝
常規熱前雙聯齒對齒加工工藝,也是我們在產品樣件開發階段,其加工過程如下,車坯車削-工件裝上插齒夾具-插齒加工小齒輪-取下工件-工件裝上滾齒夾具-測量小齒輪齒牙中心(對齒)-以小齒輪齒牙中心為基準滾齒加工大齒輪-聯下工件。
這樣的工藝方法,加工下來,約有50 %零件,無法滿足對齒角度要求,我們在樣件階段采用100 %檢測方法,把對齒角度不好的零件挑選出來,作報廢處理。對齒角誤差大的零件,流入熱后加工,實際試制時發生以下問題。
(1)磨齒時齒的兩邊磨削余量不一樣,磨削余量多的一邊,會在齒根部產生加工臺階,這是產品要求不允許的,且把齒頂倒角也磨削掉了。磨削余量少的一邊,齒面會有一部分磨削不到,造成齒面漸開線長度,不能滿足產品要求。
(2)對齒角度誤差較大時,磨削余量多的一面,會撞砂輪,使砂輪碎裂,磨齒余量少的一面,齒面根本未磨削到。這個我們樣件加工中,都發生過。
(3)加工下來零件的對齒角度,不穩定,無法控制。表1是設備調整后,連續加工的零件的對齒角度測量值,從表1中可以看出,3個零件的對齒角度4牙平均值相差較大,第1件零件的對齒角度4牙平均值與第2件零件的對齒角度4牙平均值差值0.1959°,已經接近了零件公差值0.189°,要控制對齒角度非常困難。
(4)插齒加工,加工節拍慢,一臺插齒機與4-6臺滾齒機加工效率相等。
2 常規熱前雙聯齒加工的對齒角度誤差產生
2.1 影響對齒角度主要因素
對齒角度誤差大的主要原因是,零件分小齒輪插齒、大齒輪滾齒二道工序加工,由以下因素造成對齒角度加工誤差:1)小齒輪插齒、大齒輪滾齒分別安裝夾緊工件,由二次裝夾間產生的誤差。2)小齒輪插齒時,插齒刀需要對刀,大齒輪滾齒時,滾齒刀需要對刀,由二次對刀產生的誤差。3)大齒輪滾齒時,需檢測小齒輪齒牙中心,以確定大齒輪齒牙的位置,有檢測誤差。
2.2 主要需解決的問題
為了保證熱前雙聯齒零件對齒角度誤差大問題,必須消除以上二次裝夾工件之間、二次對刀之間、檢測小齒輪齒牙時的誤差,需要尋找一種雙聯齒的加工方法,在一次裝夾工件、一次對刀過程中完成大、小二齒輪的加工。目前的通常工藝方案,無論是插齒、滾齒,都沒有辦法做到一次裝夾、一次對刀過程,加工完成雙聯齒加工,我們必須找到一種新的工藝方法,來滿足這個要求。
3 應用插滾工藝方法,雙聯齒對齒加工的工藝
為了滿足雙聯齒輪對齒角度要求,一種全新齒輪加工方法,插滾工藝(非插齒或滾齒)的出現,能滿足一次裝夾工件過程,同時加工完成雙聯齒大、小兩齒輪,消除二次裝夾工件、小齒輪齒牙測量對雙聯齒對齒角度精度的影響,應用插滾工藝,加工雙聯齒對齒的工藝方法,主要采取以下技術措施。
(1)最新的、國內外領先的全新“插滾工藝”方法,應用于雙聯齒大小兩齒輪的加工。
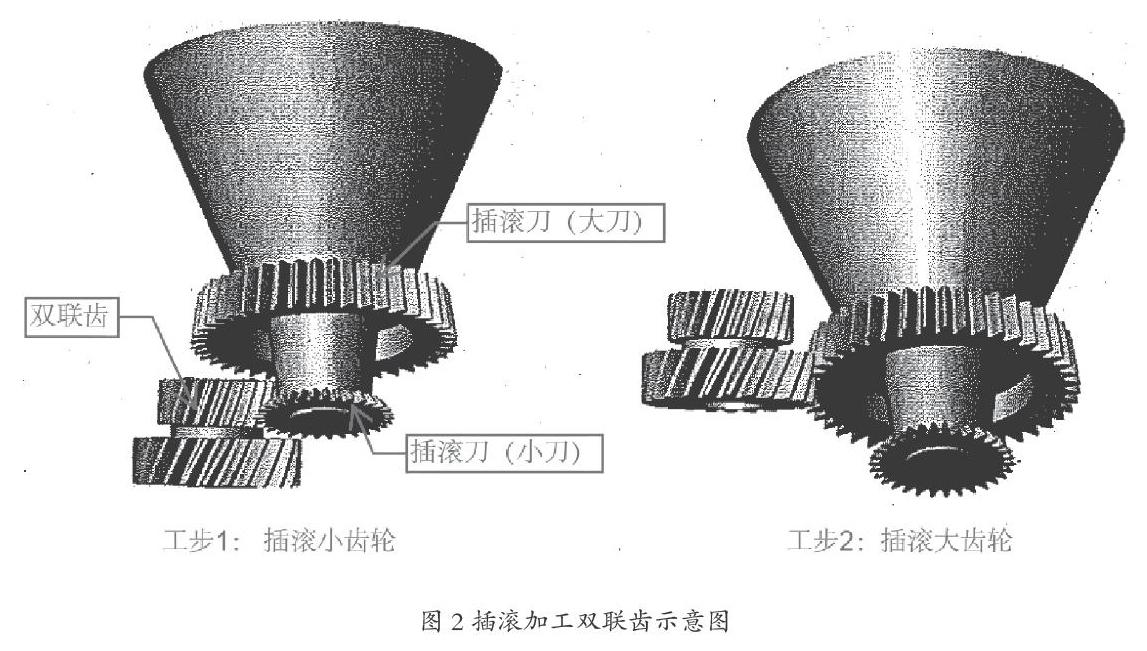
(2)采用二把刀具合并安裝在一起,消除對刀誤差。插滾工藝加工雙聯齒時,還是需要二把插滾刀來分別加工大、小二齒輪,有二次對刀誤差,為了消除對刀誤差,專門設計了刀排,能把二把插滾刀合并安裝在一起,如圖2所示,這樣二把刀的位置相對固定,只用一次對刀,就能完成加工,消除二次對刀誤差。
(3)采用了上述方法后,不需要測量小齒輪齒牙中心,也就消除了測量誤差。
應用插滾工藝,熱前加工雙聯齒對齒的工藝過程,整個加工過程是在同一臺插滾設備上完成,圖2是加工過程示意圖,零件裝上夾具,工步1,用插滾刀(小刀),插滾加工小齒輪,工件不要從夾具上拿下,移動夾具,工步2,用插滾刀(大刀)插滾加工大齒輪,零件從夾具上拿下,完成零件加工。整個工藝加工過程,成功地消除常規加工的二次裝夾誤差、二次對刀誤差、小齒輪齒牙中心測量誤差,實現了雙聯齒對齒角度高精度的要求。
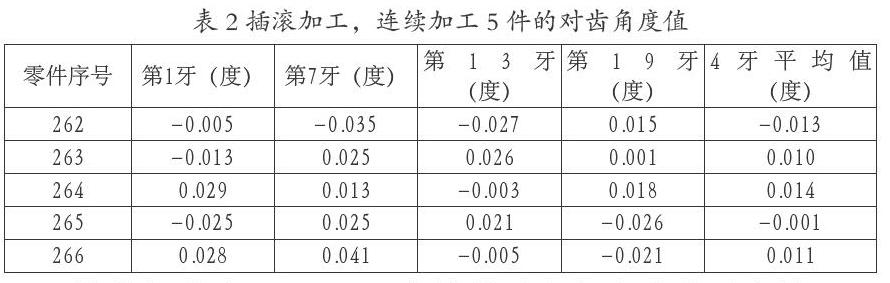
(4)插滾加工雙聯齒,對齒角度精度穩定,表2是連續插滾加工5件零件的對齒角度測量結果,從表中,可以看出,5個零件的對齒角度平均值,相當接近,5個零件對齒角度平均值極差為0.044°,大約是對齒角度公差要求的1/5,可以有效地控制對齒角度。
4 插滾工藝技術
插滾工藝加工方式為工件和刀具連續式旋分加工,其加工原理是將滾齒和插齒運動相結合插滾工藝。插滾工藝技術與插齒工藝技術、滾齒工藝技術主要區別如下。
4.1 插滾加工與滾齒加工主要區別
(1)插滾刀具與滾齒刀具不同,插滾刀具與插齒刀具類似。
4.2 插滾加工與插齒加工主要區別
(1)刀具安裝不同,插滾刀具與工件軸有安裝角,插齒刀與工件軸是平行的。
(2)插齒加工是每牙直接插到底的,插滾加工是逐步進給完成的。
(3)插滾加工工件軸和刀具轉速比插齒加工快。
(4)插滾加工效率是插齒加工的4~6倍。
插滾工藝技術概念由德國維拉公司提出, 自行開發并注冊了插滾專利機床工藝技術,有多年成功的實際應用經驗,該公司的雙聯齒輪加工應用了維拉公司的插滾工藝技術。除了德國維拉公司外,美國格里森公司和日本公司等國外公司也研制出了插滾專機。
在國內,天津大學對插滾加工技術進行了研究,把這種技術命名為剮齒,并與長沙機床有限公司合作,研制出國內首臺數控剮齒(插滾)機床YK1015A。
參考文獻
[1]李佳,陳新春,張鴻源.機械工程學報,2011,47(19):193-198.