雙絲堵密封結構檢測方案研究
2019-10-09 14:00:03劉躍娣
中國新技術新產品 2019年14期
劉躍娣
摘? 要:該文通過對雙絲堵密封結構形式、密封原理與傳統密封形式進行比較,說明其密封性能優勢,并論述其加工特點,針對性地研究分析其加工檢驗方法、合格判定指標以及檢驗工具的設計,從而確定其最優檢測方案;通過方案論證更深層地分析在實際大批量生產制造中,絲堵密封結構批量化檢測手段以及在液壓試驗、泄漏檢測試驗、氦檢過程中對雙絲堵密封結構檢測、分析、判斷,對其密封性能提供雙保險,為保證產品質量穩定性、可靠性奠定堅實基礎。
關鍵詞:雙絲堵密封;密封面;螺紋孔;密封性
中圖分類號:TE624? ? 文獻標志碼:A
0 概述
在石化空冷器中,絲堵式管束是廣泛應用的一種換熱結構形式,然而此種結構形式最薄弱、最容易發生泄漏的位置就是絲堵密封處。隨著現代工業的不斷發展,絲堵密封方式不斷研究改進,現已研制出雙絲堵密封結構,但是由于其加工復雜、難度大,加工質量不易保證,因此對雙絲堵密封結構檢測成為現階段重要研究課題之一。
1 雙絲堵密封結構
雙絲堵結構與傳統單絲堵結構相比,在密封效果上具有很大的優勢。雙絲堵結構主要包括:壓縮堵、頂堵、墊片、絲堵孔,其中絲堵孔包括密封面與連接螺紋,頂堵通過絲堵孔連接螺紋配合將密封扭矩傳遞給壓縮堵,壓縮堵與絲堵孔密封面間利用墊片彈性變形實現密封。然而在絲堵孔加工過程中,由于制造系統存在幾何誤差,加工過程中會出現受力變形、熱變形,或因為振動和磨損等因素而受到影響,因此在雙絲堵密封結構加工的幾何要素不可避免地產生誤差,這些幾何要素誤差主要包括尺寸偏差、形位誤差,因此需采取有效的檢測方法對其控制,才能夠保證雙絲堵密封結構的穩定性、可靠性。
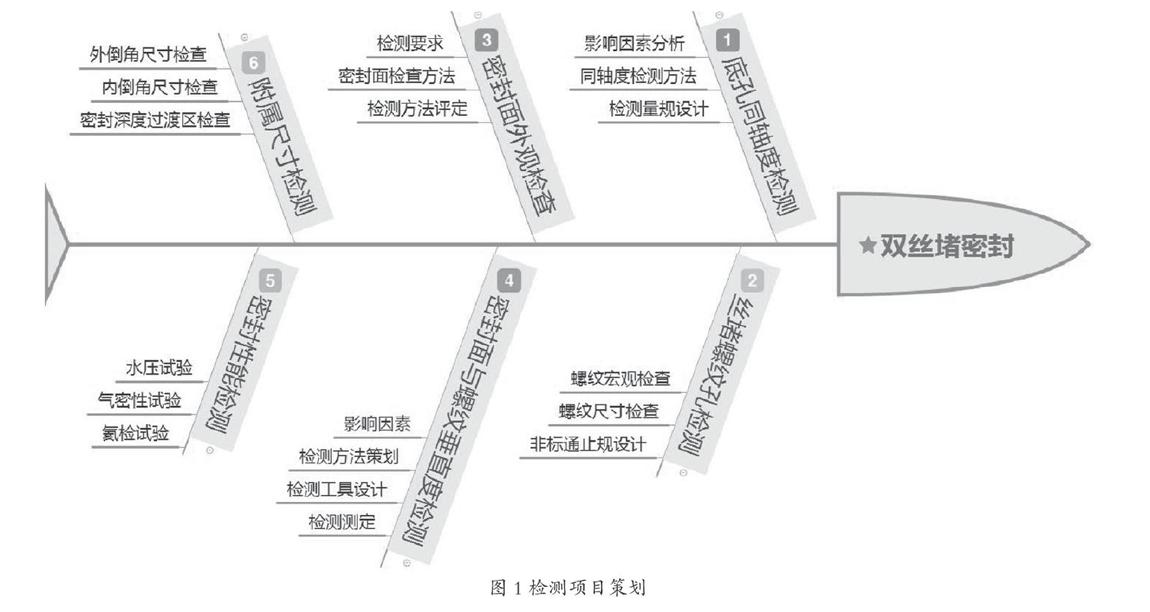
2 雙絲堵密封結構檢測項目策劃
根據雙絲堵密封結構形式、加工方法進行檢測項目策劃,如圖1所示。
3 雙絲堵密封結構檢測方法
3.1 底孔同軸度檢測
同軸度是表示零件上被測軸線相對于基準軸線,保持在同一直線上的狀況,也就是通常所說的共軸程度,其公差是被測實際軸線相對于基準軸線所允許的變動。對于雙絲堵密封結構形式,其同軸度主要指的是壓縮堵底孔與連接螺紋底孔軸向中心線偏差,同軸度大小直接影響密封面寬度,由于雙絲堵密封結構,密封面位于絲堵板內部,無法有效測量單面密封寬度,因此有效保證二者同軸度,才能保證壓縮堵、墊片、密封面之間的接觸面積,保證壓縮堵均勻受力,對雙絲堵密封起著至關重要的作用。
因此對于雙絲堵孔同軸度檢測通常采用量規檢測法,根據孔的結構形式,依照GB/T 8069《功能量規》設計通孔同軸度綜合量規,可加工棒形組合量規,通過插入方法對絲堵孔進行抽檢,其具有設計加工簡單,使用方便,成本低廉等優點。
3.2 絲堵螺紋質量檢查
(1)尺寸檢查,由于雙絲堵密封結構限制,因此設計非標結構螺紋通(T)/止(Z)塞規,對螺紋的極限大徑值和極限小徑值進行檢驗。合格標準為:通端螺紋塞規:應與絲堵孔連接螺紋旋合通過;止端螺紋塞規:允許與絲堵孔連接螺紋兩端的螺紋部分旋合,旋合量不應超過2個螺距,其余止端不應旋合通過。
(2)螺紋宏觀檢查,螺紋不允許存在以下缺陷:撕裂、鈍刀顫紋、臺肩、斷扣以及在端部或收刀位置產生的積削瘤;依照NB/T47007(JB/T4758)標準要求:螺紋孔的有效螺紋不允許有多于兩扣的缺陷,否則需進行修補,累計缺陷孔數不應超過總螺紋孔數的5%。
3.3 密封面外觀質量檢查
雙絲堵密封面外觀質量檢查主要對其表面粗糙度進行檢測,由于加工刀具的鋒利程度、積屑瘤的形成和脫落、切削分離時的塑形變形以及數控機床機械傳動系統的高頻振動等因素,不可避免地會在零件表面形成幾何形狀誤差。表面粗糙度越小,表面越光滑,因此表面粗糙度是評定雙絲堵密封面外觀質量的重要指標,在對密封結構幾何尺寸檢測的同時還應對其表面粗糙度進行嚴格的檢測控制。
對表面粗糙度常規的檢測采用抽樣比較法。比較法是將密封面與粗糙度樣塊進行比較來評定,通常用目測直接判斷或借助于放大鏡或憑觸覺來判斷表面粗糙度,粗糙度樣塊的形狀、加工方法、材料加工紋理應與工件相同,只有這樣才可以減少檢驗誤差,提高判斷的準確度。比較法有優點在于檢測操作簡便、效率高、不受位置、形狀影響。
4 密封面與連接螺紋垂直度檢測
影響雙絲堵密封因素很多,但其中最重要也是最難掌控的就是絲堵孔密封面與連接螺紋垂直度檢測,一旦垂直度超差,壓縮度對頂堵的面壓力不均勻,導致頂堵、墊片、密封面間受力不均,引起密封失效,由于密封孔結構特殊且尺寸限制,常規檢測工具、方法無法進行準確檢查,因此設計一種垂直度檢測工具,在加工后可精準地對密封面與連接螺紋垂直度進行檢測。垂直度檢測工具主要由百分表、表座、螺紋底座、連接桿、合金探頭組成,其檢測方法為:將螺紋底座手工旋至絲堵孔連接螺紋內,調整連接桿插入表座深度,保證合金探頭與絲堵孔密封面充分接觸,并留有一定彈性余量;將百分表在密封面環向區間任意一點調零,設為基準點。 順時針緩慢旋轉表座,記錄百分表實時讀數,旋轉一周后選取百分表最大與最小讀數,二者差值則是絲堵孔密封面與連接螺紋垂直度最大值。這種垂直度檢測工具具有檢測精度高、操作簡便、可適用于多種尺寸的雙絲堵密封結構垂直度檢測。
5 密封性能檢測
對于雙絲堵密封形式,密封性能檢測方法通常有:水壓試驗、氣密性試驗、氦檢試驗,根據管束的壓力、材料、工作環境等因素選用適合的檢測方法。
6 結語
隨著雙絲堵密封結構的不斷發展,加工技術不斷改進,對檢測方法、檢測工具等提出了更加嚴苛的要求,因此不斷優化調整雙絲堵密封結構化檢測方案,以保證絲堵孔穩定、可靠密封性能。
參考文獻
[1]張建.空冷器雙絲堵密封結構帶壓密封工藝研究[J].科技創新應用,2017(31):75-77.
[2]孫樹禮,鄭雄勝,李沛同.公差配合與檢測技術基礎[M].浙江大學出版社,2007(7):49-55.
