有限元在精密電子沖壓零件中的應(yīng)用
2019-10-09 14:00:03房忠民
中國新技術(shù)新產(chǎn)品 2019年14期
關(guān)鍵詞:有限元
房忠民
摘? 要:金屬?zèng)_壓技術(shù)是利用模具使金屬薄板或帶料發(fā)生永久性塑性變形的工藝。沖壓技術(shù)被廣泛應(yīng)用于制造汽車、船舶、飛行器、壓力容器等金屬薄壁結(jié)構(gòu)件。該文以電子產(chǎn)品中的沖壓零件作為研究對象,運(yùn)用有限元數(shù)值模擬技術(shù),對沖壓成形過程中的問題進(jìn)行研究,實(shí)現(xiàn)優(yōu)化工藝參數(shù),為工藝設(shè)計(jì)提供理論依據(jù)。進(jìn)而縮短模具設(shè)計(jì)與調(diào)試周期,加快新品導(dǎo)入進(jìn)度。
關(guān)鍵詞:沖壓;精密電子;有限元
中圖分類號:TG385? ? ? ? ? ? ? 文獻(xiàn)標(biāo)志碼:A
1 材料選用
應(yīng)用在電子產(chǎn)品上的沖壓產(chǎn)品,原材料一般選用電工純鐵,供應(yīng)方式為帶料形式。母卷經(jīng)分條后,通過送料機(jī)傳送至沖床內(nèi)模具;電子類沖壓產(chǎn)品精度較高,為保證沖壓加工的過程能力,原材料優(yōu)選“高級精度”。此外,相關(guān)材料應(yīng)具有一定的電磁性能,評價(jià)方式一般采用矯頑力。大部分的零件沖壓后會增加電鍍等工序,以實(shí)現(xiàn)防護(hù)性功能。
2 工藝排樣設(shè)計(jì)
可根據(jù)產(chǎn)品結(jié)構(gòu)及材料性能制定合理的排樣圖。包括毛刺方向及大小,斷裂帶截面光亮帶比例、允許塌角量、搭邊值、壓延方向、一模幾件、材料利用率、條料蛇形問題等。
下面說一下排樣的6個(gè)要點(diǎn):
(1)沖裁加工先沖裁尺寸較小的封閉區(qū)域,再?zèng)_裁尺寸較大的封閉區(qū)域。
(2)精度較高的部位,盡量在同一工步下沖壓完成。
(3)要綜合考慮材料利用率。
(4)要結(jié)合不同加工的材料及厚度選擇合理的間隙。
(5)針對變形量較大的工步要預(yù)先計(jì)算,象拉深工藝的展開料尺寸、彎曲工步中性層偏移、打扁工序的增長等。
(6)要充分考慮模具各部位的強(qiáng)度。
3 設(shè)備選取
由于產(chǎn)品的精度及產(chǎn)量需求,可優(yōu)先選用布魯?shù)聽朆STA系列,該系列設(shè)備具有精度高、使用壽命長、速度高、可靠性好等優(yōu)點(diǎn)。該設(shè)備具有持續(xù)監(jiān)控沖裁力及滑塊行程補(bǔ)償功能。
4 有限元關(guān)鍵技術(shù)
4.1 幾何模型建立及網(wǎng)格劃分
可針對分析的工步,采用NX8.5進(jìn)行建模,模型進(jìn)行適當(dāng)簡化,以便提升運(yùn)算效率。網(wǎng)格劃分可在NX8.5中高級仿真模塊中進(jìn)行,亦可在有限元數(shù)值模擬軟件中進(jìn)行處理。單元類型的選擇影響計(jì)算精度及運(yùn)算量。如果分析表面過多,象采用六面體網(wǎng)格劃分不能很好地逼近原幾何實(shí)體,因此優(yōu)先采用四面體單元。如果模型過大,可在變形區(qū)進(jìn)行網(wǎng)格細(xì)化處理。
4.2 材料本構(gòu)模型
材料的本構(gòu)方程或稱流動(dòng)方程是描述材料變形的基本信息,其中的材料流動(dòng)應(yīng)力是材料狀態(tài)的函數(shù),與應(yīng)變、溫度、應(yīng)變速率和加工硬化等諸多因素有關(guān)。因此,為獲得有效的模型,可做相關(guān)力學(xué)性能試驗(yàn)。
4.3 接觸問題處理
定義接觸體的時(shí)候必須遵循以下的5個(gè)規(guī)則:
(1)先定義變形體,后定義剛體。
(2)先定義軟的材料,后定義硬的材料。
(3)先定義小的接觸體,后定義大的接觸體。
(4)2個(gè)變形體網(wǎng)格密度不同時(shí),接觸體定義時(shí)應(yīng)該先定義網(wǎng)格密的,然后定義網(wǎng)格疏的。
(5)先定義幾何形狀凸的,后定義凹的。
4.4 邊界問題處理
邊界條件問題要根據(jù)給定的運(yùn)動(dòng)狀態(tài)和表面特性,選定一個(gè)合適的模型。確定相關(guān)量化數(shù)據(jù),象摩擦問題、熱力耦合問題等。可從文獻(xiàn)或?qū)嶒?yàn)中獲得相關(guān)數(shù)據(jù)。
4.5 算法選擇
為保證計(jì)算的收斂性,可采用靜力隱式算法。靜力隱式算法有著獨(dú)特的優(yōu)點(diǎn):
(1)有著嚴(yán)格的理論基礎(chǔ)。
(2)只要其收斂,理論上就可以保證結(jié)果的精度。
4.6 模擬效率提高
理論上如果沖壓速度提高了n倍,那么整體分析所花費(fèi)時(shí)間則可以降低n倍。但會導(dǎo)致結(jié)果誤差很大。為了能夠在精度和效率上達(dá)到質(zhì)量最優(yōu),把整體變形市場控制在最大周期10倍以上,就可以保證合理的虛擬速度。
5 有限元應(yīng)用案例
現(xiàn)階段產(chǎn)品質(zhì)量管理包含3個(gè)層次,分別是質(zhì)量策劃與設(shè)計(jì)、質(zhì)量控制、質(zhì)量改進(jìn)。質(zhì)量策劃與設(shè)計(jì)是最為關(guān)鍵的一個(gè)環(huán)節(jié),也是最容易被忽略的。在某種程度上,產(chǎn)品設(shè)計(jì)能力及水平直接影響其后續(xù)的工藝穩(wěn)定性、質(zhì)量穩(wěn)定性及成本,最終影響客戶滿意度。有限元數(shù)值模擬技術(shù)可應(yīng)用于產(chǎn)品設(shè)計(jì)及工藝開發(fā)階段,從產(chǎn)品的可加工性、可量產(chǎn)性等方面進(jìn)行分析求解,最終實(shí)現(xiàn)產(chǎn)品開發(fā)階段至量產(chǎn)階段的快速轉(zhuǎn)移。以下為幾個(gè)典型案例。
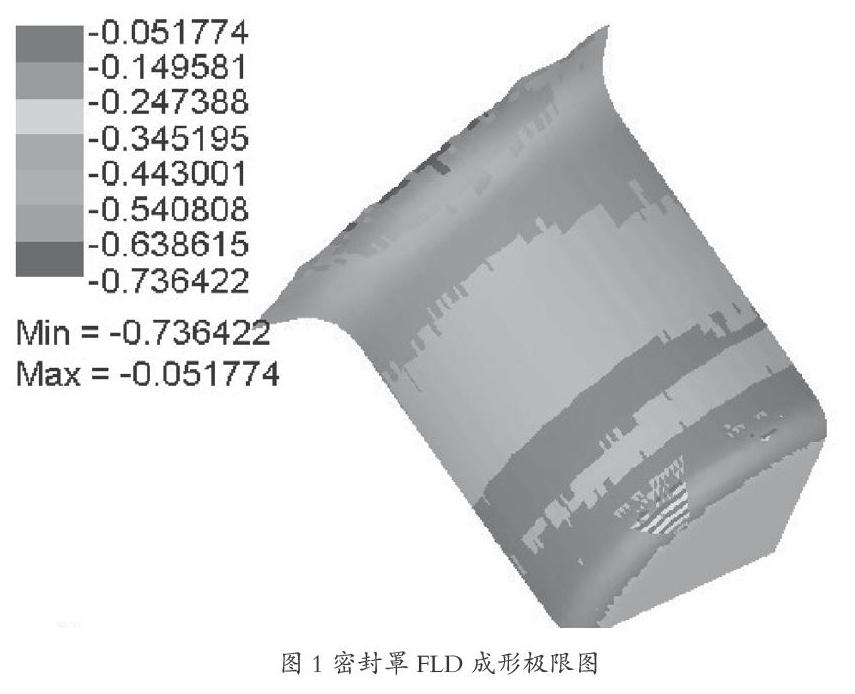
案例一,有限元數(shù)值模擬技術(shù)可廣泛應(yīng)用于拉深類產(chǎn)品上,可分析成形道次、壁厚分布、應(yīng)力場、表面質(zhì)量缺陷(破裂、起皺)。通過對某密封罩進(jìn)行成形性分析,采用FLD((=成形極限圖)分析驗(yàn)證零件各工序的狀態(tài)及表面質(zhì)量,確定合理的工藝排布。成形極限圖也稱成形極限曲線,它是由板料各個(gè)質(zhì)點(diǎn)在不同應(yīng)變路徑下的局部失穩(wěn)極限工程應(yīng)變e1和e2或極限真實(shí)應(yīng)變ε1和ε2構(gòu)成的條帶形區(qū)域或曲線,常用FLD或FLC表示。它反映了板料在單向和雙向拉應(yīng)力作用下抵抗頸縮或破裂的能力,經(jīng)常被用來分析、解決成形時(shí)的破裂問題。如圖1所示。
從圖1可知,筒底部凸模圓角部位變形近似于平面應(yīng)變狀態(tài),該處為危險(xiǎn)截面,壁厚減薄最為嚴(yán)重,易產(chǎn)生破裂缺陷;在筒口法蘭區(qū)域處最大主應(yīng)變?yōu)閴簯?yīng)變,因此,該處易產(chǎn)生壓縮失穩(wěn),最終形成褶皺工藝缺陷。通過對拉深過程進(jìn)行數(shù)值模擬分析,掌握各質(zhì)點(diǎn)應(yīng)變路徑及規(guī)律,對展開料尺寸、間隙、壓邊力等參數(shù)進(jìn)行優(yōu)化。
案例二,擠壓沉臺工藝是在預(yù)制工藝孔的基礎(chǔ)上,采用大直徑?jīng)_頭進(jìn)行擠壓的一種工藝。工藝難點(diǎn)在于擠壓后,金屬產(chǎn)生塑性流動(dòng),預(yù)制孔尺寸直徑逐漸減小,成形后其尺寸難以定量分析,導(dǎo)致后道精切工步余量不足。通過對沉臺擠壓工步進(jìn)行分析,為凸模、凹模鑲件尺寸設(shè)計(jì)提供依據(jù)。
案例三,打扁工藝是通過模具對板材邊緣上下兩端面進(jìn)行擠壓,最終形成倒角的工藝。工藝難點(diǎn)在于打扁后,金屬產(chǎn)生塑性流動(dòng),零件尺寸沿金屬流動(dòng)方向增長,難以做到定量分析。通過對打扁工步進(jìn)行數(shù)值模擬,從機(jī)理上分析金屬流動(dòng)規(guī)律、應(yīng)力場、應(yīng)變場,定量分析打扁后的增長尺寸,為上道次切邊工序提供數(shù)據(jù)支撐。
案例四,觸點(diǎn)在鉚接過程中經(jīng)常產(chǎn)生鉚后間隙不良缺陷,導(dǎo)致產(chǎn)品在工作過程中過度發(fā)熱,對觸點(diǎn)壽命產(chǎn)生極大影響。通過對成形過程的數(shù)值模擬研究,分析產(chǎn)生鉚后間隙的影響因素,并設(shè)計(jì)不同規(guī)格的凹模型腔,最終對不同批次的觸點(diǎn)進(jìn)行換型,實(shí)現(xiàn)鉚后觸點(diǎn)與簧片之間無間隙,達(dá)到產(chǎn)品設(shè)計(jì)性能要求。
參考文獻(xiàn)
[1]吳振亭,王德俊.冷沖壓模具設(shè)計(jì)與制造[M].鄭州:河南科學(xué)技術(shù)出版社,2006.
[2]黃珍媛,阮鋒,管燦,等.基于數(shù)值模擬的級進(jìn)模筒形拉深工步工藝分析[J].電加工與模具,2006(4):50-53.
[3]蘇萍,莫立權(quán).高強(qiáng)板零件沖孔落料級進(jìn)模設(shè)計(jì)[J].裝備制造技術(shù),2010(7):148-149.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(bào)(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
