航空座椅零部件等溫鍛造工藝及模具設(shè)計(jì)
2019-10-09 14:00:03郭奕文
中國(guó)新技術(shù)新產(chǎn)品 2019年14期
關(guān)鍵詞:工藝
郭奕文

摘? 要:利用DEFORM-3D有限元軟件數(shù)模擬技術(shù)對(duì)航空座椅零部件工藝參數(shù)和等溫鍛造模具進(jìn)行設(shè)計(jì)。建立有限元模型,采用DEFORM-3D有限元軟件對(duì)其成形過程進(jìn)行數(shù)值模擬,分析了鍛造溫度和鍛造速度對(duì)鍛造力的影響,并從模具壽命方面考慮設(shè)計(jì)了模具預(yù)熱溫度等成形工藝參數(shù)。結(jié)果表明,采用等溫鍛造模具在40MN液壓機(jī)上能夠生產(chǎn)出合格的航空座椅零部件工件;毛坯加熱溫度為370 ℃~390 ℃,模具預(yù)熱溫度為370 ℃~390 ℃,鍛壓速度為1.0 mm/s,鍛造性能較好,符合設(shè)計(jì)要求。
關(guān)鍵詞:DEFORM-3D模擬;等溫模鍛;鍛造工藝參數(shù);模具設(shè)計(jì)
中圖分類號(hào):TG319? ? ? 文獻(xiàn)標(biāo)志碼:A
傳統(tǒng)的數(shù)控銑削生產(chǎn)工藝,7B04合金使用率不高且單一成品加工效率低、材料夾具加工過程在一定程度上破壞金屬的板材軋制流線的微觀組織結(jié)構(gòu),而等溫模鍛工藝不僅可以減小甚至可以消除模具對(duì)材料應(yīng)變硬化的影響,顯著降低變形抗力,提高了金屬的流動(dòng)性和成形性能,而且相比機(jī)加工制件,等溫模鍛件加工使材料得到優(yōu)化利用,且疲勞性能和使用壽命顯著提高,能較大程度地節(jié)約耗材,是當(dāng)前高性能7B04鋁合金構(gòu)件生產(chǎn)的重要發(fā)展方向。該文針對(duì)7B04合金航空座椅零部件的構(gòu)件特點(diǎn)對(duì)比傳統(tǒng)加工工藝,利用數(shù)值DEFORM-3D虛擬分析技術(shù),制定了合理航空座椅零部件的成形工藝路線,更好優(yōu)化鍛造參數(shù)。
1 工藝設(shè)計(jì)
航空座椅零部件構(gòu)件的基本結(jié)構(gòu),其總體尺寸為270 mm×40 mm×26 mm,內(nèi)側(cè)最深11 mm,最小徑壁厚度僅2 mm。目前的制造工藝采用整體材料機(jī)械加工的方法,單次加工效率較低,其產(chǎn)生的加工廢料可達(dá)坯料的60%。在整個(gè)零件機(jī)械加工過程中,存在厚度為2 mm的薄壁加工區(qū)域,加工難度大,而等溫模鍛通過DEFORM-3D優(yōu)化零件鍛坯設(shè)計(jì)及鍛造模具設(shè)計(jì),在鍛造過程中能夠使材料金屬沿型上下腔槽均勻流動(dòng),以此來來實(shí)現(xiàn)復(fù)雜航空座椅零部件成型,因此可采用模具隨外部電阻爐加熱的方法進(jìn)行鍛造前的預(yù)熱,一次成形,實(shí)現(xiàn)航空座椅零部件構(gòu)件生產(chǎn)。
1.1 坯料設(shè)計(jì)
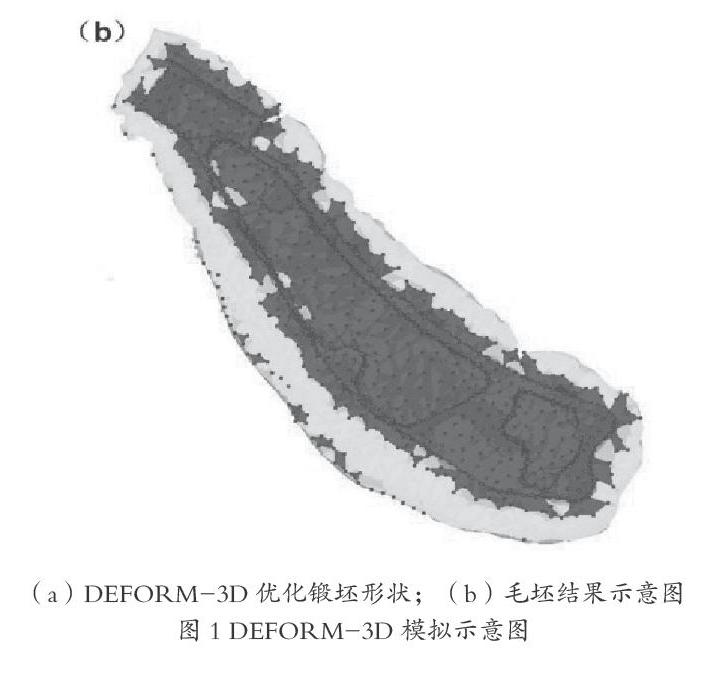
構(gòu)件鍛坯的設(shè)計(jì)遵循等截面積原則,將鍛造過程中各部分的變形看作為平面變形來計(jì)算當(dāng)前各部分的形狀,并將每個(gè)部分的數(shù)據(jù)組合在一起構(gòu)成航空座椅零部件構(gòu)件的鍛坯,最后考慮鍛造所需載荷和坯料尺寸的型腔模具的協(xié)調(diào)性,結(jié)合DEFORM-3D軟件模擬零件的模鍛成形過程優(yōu)化鍛坯尺寸。圖1(a)為優(yōu)化設(shè)計(jì)的鍛坯形狀示意圖,圖1(b)模擬成形結(jié)果示意圖。
1.2 鍛壓溫度
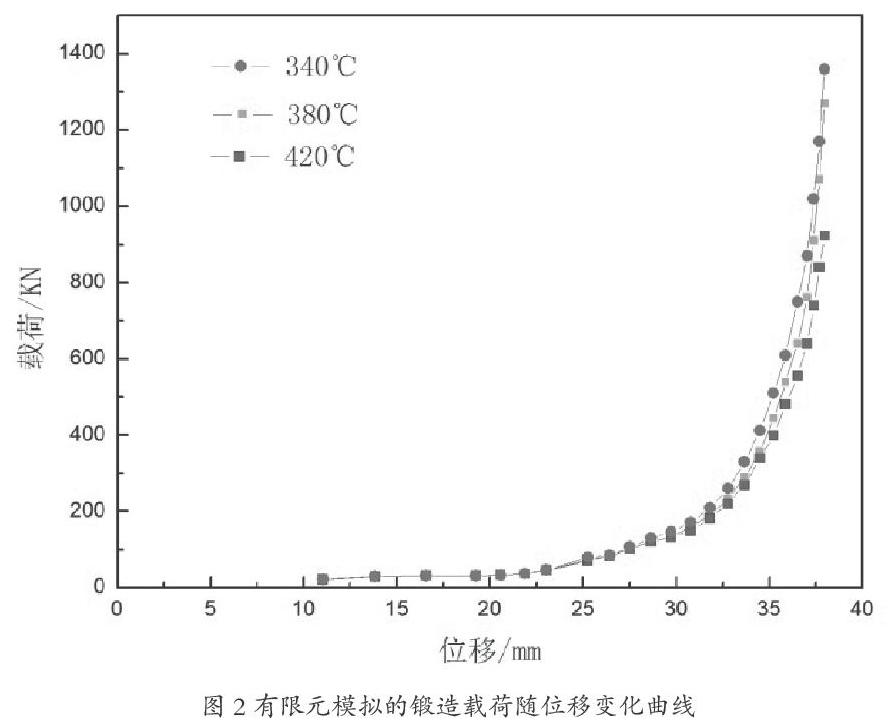
7B04鋁合金的鍛壓形變抗力隨溫度的升高而降低,其鍛壓溫度對(duì)航空座椅零部件構(gòu)件的性能及表面質(zhì)量顯著改善。鍛壓溫度過低會(huì)使7B04合金材料的橫向縱向流變抗變形力增大,所需的鍛壓力N增大且影響航空座椅零部件構(gòu)件的填充100%完整度情況;而鍛壓設(shè)定溫度過高7B04鋁合金表層氧化嚴(yán)重且會(huì)出現(xiàn)再結(jié)晶過程。研究中所用實(shí)驗(yàn)設(shè)備為鍛造40MN液壓機(jī)。采用仿真技術(shù)對(duì)處于不同溫度下7B04合金坯料載荷的變化數(shù)據(jù)模擬分析,得到了不同鍛造溫度下7B04合金坯料受載荷變化曲線,如圖2所示。依圖看出,鍛造溫度對(duì)坯料受到載荷有明顯的影響,變形溫度為340 ℃、380 ℃和420 ℃時(shí),所需最大載荷分別為最大鍛壓力為1.36×107 N、1.27×107 N和9.23×106 N,結(jié)合實(shí)際生產(chǎn)設(shè)備噸位,實(shí)際試驗(yàn)結(jié)果分析,鍛坯和模具溫度設(shè)定為380 ℃。
由于鍛坯形狀為類長(zhǎng)方形,且等溫模鍛在變形過程中需要能保持恒溫的加熱裝置,該文研究實(shí)驗(yàn)中采用電阻式加熱,7B04鋁合金坯料放外部電阻爐隨爐加熱,同時(shí)配合模具加熱。
1.3 鍛造速度
鍛造速率不同對(duì)鍛造載荷有著明顯變化,而速率大鍛造的生產(chǎn)效率也會(huì)相應(yīng)地提高。結(jié)合有關(guān)7系鋁合金資料模擬鍛造速率的數(shù)值,分別對(duì)0.1 mm/s、1.0 mm/s、1.5 mm/s、5 mm/s、15 mm/s的鍛壓速度導(dǎo)入實(shí)驗(yàn)仿真網(wǎng)格化模擬,得到對(duì)應(yīng)鍛壓速率下載荷變化。數(shù)據(jù)反映在7B04鋁合金航空座椅支承零件坯料經(jīng)380 ℃等溫鍛造,并在不同速度鍛造成形過程中,結(jié)合實(shí)際設(shè)備噸位需要最大限度地減小鍛造力及鍛造工件成形情況,選取鍛造速度成形結(jié)果顯示,速度過快,鍛件部分區(qū)域填充情況不理想,鍛造速度過低,效率不高。因此選擇鍛造速度1.0 mm/s左右,其對(duì)應(yīng)的鍛造力大小為1.073×107 N。
1.4 模具預(yù)熱
等溫鍛造是在整個(gè)鍛造過程中讓鍛造坯料和模具始終處于同一恒定溫度狀態(tài)的鍛造方法。為了保證恒溫的狀態(tài),需要有保證坯料和模具恒溫的加熱保溫系統(tǒng)。在整個(gè)等溫鍛造的過程中,為了使坯料在變形過程中不至產(chǎn)生過大的變形熱能,一般采用較低的變形速率。采用模具隨外部電阻爐加熱的方法進(jìn)行鍛前預(yù)熱(溫度誤差±2 ℃),預(yù)熱溫度設(shè)定在370 ℃~390 ℃。實(shí)驗(yàn)所用液壓機(jī)為國(guó)家重點(diǎn)實(shí)驗(yàn)室4 000 T液壓機(jī)。
1.5 潤(rùn)滑劑
由于等溫鍛造過程是7B04合金材料在380 ℃高溫下鍛壓操作的,模具導(dǎo)柱與導(dǎo)套上下運(yùn)動(dòng)間隙f摩擦力變化,因此合適的潤(rùn)滑劑不僅降低鍛壓力過大所帶來的設(shè)備成本,更能延長(zhǎng)模具使用壽命,而且潤(rùn)滑效果對(duì)鍛件的成形及型腔所接觸材料表面氧化層都有明顯變化。選用特定的潤(rùn)滑劑,溫模鍛專用脫模劑采用二硫化鉬和潤(rùn)滑油作為潤(rùn)滑劑,同時(shí)在噴涂過程盡量覆蓋均勻且充分。
2 鍛模設(shè)計(jì)
根據(jù)采用7B04鋁合金航空座椅零部件的等溫鍛造鍛壓速率等工藝特點(diǎn)及實(shí)驗(yàn)設(shè)備情況設(shè)計(jì)鍛模。
2.1 鍛造圖的制定
航空座椅支承零件鍛件圖是確定鍛造鍛件生產(chǎn)過程、制定材料鍛造工藝規(guī)范、設(shè)計(jì)鍛模及設(shè)計(jì)制造鍛造模具和檢驗(yàn)鍛件的依據(jù),其鍛件圖是根據(jù)航空座椅支承零件產(chǎn)品圖制定,它全面的反應(yīng)鍛件鍛造工藝要求情況。主要包括以下內(nèi)容:
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
