擠壓加工對(duì)Mg-Sm-Zn-Zr合金組織和散熱性能的影響
2019-10-09 11:05:02張書(shū)強(qiáng)吳廣新
上海金屬 2019年5期
張 波 張書(shū)強(qiáng) 吳廣新
(1.貴陽(yáng)產(chǎn)業(yè)技術(shù)研究院,貴州 貴陽(yáng) 550081; 2.貴陽(yáng)產(chǎn)業(yè)技術(shù)研究院有限公司,貴州 貴陽(yáng) 550081; 3.貴陽(yáng)職業(yè)技術(shù)學(xué)院,貴州 貴陽(yáng) 550082; 4.省部共建高品質(zhì)特殊鋼冶金與制備國(guó)家重點(diǎn)實(shí)驗(yàn)室,上海 200444; 5.上海市鋼鐵冶金新技術(shù)開(kāi)發(fā)應(yīng)用重點(diǎn)實(shí)驗(yàn)室,上海 200444; 6.上海大學(xué)材料科學(xué)與工程學(xué)院,上海 200444)
鎂合金具有密度低、比強(qiáng)度高、導(dǎo)熱性好等優(yōu)點(diǎn),純鎂的熱導(dǎo)率在常見(jiàn)金屬材料中僅次于銀、銅和鋁。隨著我國(guó)經(jīng)濟(jì)的發(fā)展,鎂合金的應(yīng)用領(lǐng)域不斷拓展,用量也越來(lái)越大[1-3]。擠壓工藝是對(duì)放在擠壓筒內(nèi)的金屬坯料施加外力,使坯料從指定的模孔中流出,獲得所需斷面形狀和尺寸的塑性加工方法[4]。鎂合金的塑性變形性能較差,采用擠壓工藝能夠產(chǎn)生比軋制和鍛造更大的三向壓應(yīng)力,最大限度地細(xì)化晶粒、發(fā)揮鎂合金的塑性[5]。研究發(fā)現(xiàn),在鎂合金中加入微量稀土元素可以提高合金的力學(xué)性能和改善鑄造性能。其中Sm是鈰族稀土元素中在Mg中固溶度最大的元素,在鎂合金中加入Sm可以很好地起到固溶強(qiáng)化和析出強(qiáng)化的效果,因此以Mg-Sm系合金為基礎(chǔ)有望開(kāi)發(fā)出高性能的稀土鎂合金,加入Zn和Zr元素可進(jìn)一步提升合金強(qiáng)度[6-8]。近年來(lái),國(guó)內(nèi)外學(xué)者對(duì)影響鎂合金散熱性能的因素和開(kāi)發(fā)高性能鎂合金做了很多工作[9-11]。
本文主要針對(duì)擠壓工藝制得的Mg-5.0Sm-0.6Zn-0.5Zr合金,探討了擠壓工藝和時(shí)效處理對(duì)合金微觀組織和散熱性能的影響,并與鑄態(tài)合金進(jìn)行對(duì)比,以期通過(guò)擠壓工藝提高該體系合金的散熱性能,并為該工藝在生產(chǎn)實(shí)踐中的應(yīng)用提供參考。
1 試驗(yàn)材料及方法
采用ICP原子光譜發(fā)射光譜儀分析試驗(yàn)用Mg-Sm-Zn-Zr鑄造鎂合金的化學(xué)成分,其名義成分和實(shí)際化學(xué)成分如表1所示。

表1 鑄態(tài)Mg-Sm-Zn-Zr合金的化學(xué)成分(質(zhì)量分?jǐn)?shù))
采用XJ-1000型材擠壓機(jī)對(duì)鎂合金進(jìn)行熱擠壓加工試驗(yàn),擠壓比分別為13、25和35,擠壓溫度為400 ℃,擠壓速度為10 mm/s。圓柱形鑄錠的直徑為12 mm,最終被擠壓成直徑分別為33.28、25和20.28 mm的棒材。采用YFL27/10G-GC箱式電阻爐對(duì)試樣進(jìn)行熱處理,鑄態(tài)熱處理工藝為520 ℃×4 h+200 ℃×40 h,擠壓時(shí)效工藝為200 ℃×24 h。
使用SU-1510掃描電子顯微鏡(SEM)觀察鎂合金的微觀組織和拉伸斷口形貌,使用OXFORD能譜分析儀分析微區(qū)成分,測(cè)定元素的含量。
采用如圖1所示的散熱性能測(cè)試平臺(tái)[12]模擬散熱材料的實(shí)際工作環(huán)境,沿?cái)D壓方向切割試樣進(jìn)行熱模擬試驗(yàn)。使用熱電偶采集試樣溫度分布,以評(píng)估其散熱性能。將合金加工成160 mm×10 mm×10 mm的長(zhǎng)方體試樣,并將兩個(gè)正方形端面拋光,以保證受熱均勻。測(cè)試平臺(tái)給定試樣熱端溫度為200 ℃,冷端溫度為-30 ℃,當(dāng)溫度達(dá)到穩(wěn)態(tài)時(shí),記錄試樣的溫度分布曲線。采用耐馳LFA447激光法導(dǎo)熱儀測(cè)量熱擴(kuò)散率,并計(jì)算得到合金的熱導(dǎo)率。試樣為φ12.7 mm×2.0 mm的薄片,測(cè)量溫度為25 ℃,測(cè)3次取平均值。

圖1 散熱性能測(cè)試平臺(tái)
2 試驗(yàn)結(jié)果與分析
2.1 擠壓工藝對(duì)合金微觀組織的影響
擠壓加工后,由于合金不同方向的顯微組織有明顯差異,因此研究中選取沿?cái)D壓方向的縱截面和垂直于擠壓方向的橫截面的組織進(jìn)行分析。圖2為鑄態(tài)合金的SEM照片,可以看出合金主要由鎂基體(α-Mg)和離異共晶第二相組成,這些離異共晶相形狀不規(guī)則,主要存在于晶界。圖3為合金經(jīng)不同擠壓比擠壓變形后的SEM照片。對(duì)比圖2和圖3可以看出,合金經(jīng)熱擠壓變形后晶粒發(fā)生動(dòng)態(tài)再結(jié)晶,晶粒尺寸明顯細(xì)化,由鑄態(tài)時(shí)的30~40 μm減小到約10 μm。在固溶處理時(shí)未回溶的共晶化合物在熱擠壓過(guò)程中發(fā)生碎裂,第二相由鑄態(tài)時(shí)粗大不規(guī)則的形狀變成細(xì)小的顆粒狀。通過(guò)對(duì)合金縱截面組織的觀察可以看出,碎裂的第二相大部分沿?cái)D壓伸長(zhǎng)方向呈帶狀分布,一般稱為擠壓帶,少部分位于晶界或進(jìn)入破碎顆粒內(nèi)部。通過(guò)對(duì)合金橫截面組織的觀察可以看出,共晶化合物的分布與縱截面相比有較大區(qū)別,一般連續(xù)分布于晶界,也有少部分細(xì)小的共晶化合物彌散分布于α-Mg基體內(nèi)或晶界附近。

圖2 鑄態(tài)合金的SEM照片

圖3 Mg-Sm-Zn-Zr合金經(jīng)不同擠壓比擠壓加工后的SEM照片
圖4為擠壓比為13的棒材縱截面的面掃描分析圖,可以看出Sm元素在擠壓帶富集明顯,說(shuō)明顏色較淺的擠壓帶主要由第二相Mg41Sm5構(gòu)成[13],Zn和Zr元素由于含量較少,未發(fā)現(xiàn)明顯的聚集,呈彌散分布。
圖5為擠壓比為13的合金棒材橫截面的能譜線掃描分析圖,可以看出,顏色較淺的第二相中Mg的峰強(qiáng)度減弱,Sm的峰強(qiáng)度明顯增強(qiáng),Zn元素含量雖然較少,但其峰強(qiáng)度的變化規(guī)律與Sm元素相同,說(shuō)明Zn元素在第二相中的富集比在基體其他位置更明顯。
圖6為擠壓態(tài)合金時(shí)效處理后的SEM照片。可見(jiàn),合金時(shí)效后的晶粒形貌及元素分布與時(shí)效前相比差異較小,晶粒僅略微長(zhǎng)大,合金縱截面組織中的第二相仍主要沿?cái)D壓方向形成擠壓帶,橫截面組織中的第二相主要均勻分布在晶界,部分以析出相的形式彌散分布在基體中。此外,隨著擠壓比的增大,第二相顆粒更加細(xì)小,分布更均勻。

圖4 擠壓比為13的合金棒材縱截面的能譜面分析
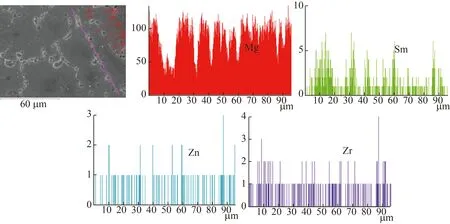
圖5 擠壓比為13的合金棒材橫截面的線掃描分析

圖6 擠壓態(tài)合金時(shí)效處理后的SEM照片
2.2 擠壓工藝對(duì)合金散熱性能的影響
圖7為鑄態(tài)、擠壓態(tài)、熱處理態(tài)(520 ℃×4 h+200 ℃×40 h)合金試樣的溫度分布曲線。ΔTm為對(duì)流氣體和固體之間的平均溫度差,其值越大,則說(shuō)明單位散熱面積的換熱量越多,即試樣的散熱性能更好。ΔTm值從大到小的順序?yàn)椋簲D壓比35>擠壓比25=熱處理態(tài)>擠壓比13>鑄態(tài),說(shuō)明合金經(jīng)過(guò)擠壓加工后,其散熱性能相比鑄態(tài)有了明顯的提升,且在試驗(yàn)所選參數(shù)范圍內(nèi)隨著擠壓比的增大,散熱性能越好。當(dāng)擠壓比為25時(shí),合金的散熱性能與熱處理態(tài)的合金相當(dāng),當(dāng)擠壓比為35時(shí),合金的散熱性能進(jìn)一步提升。
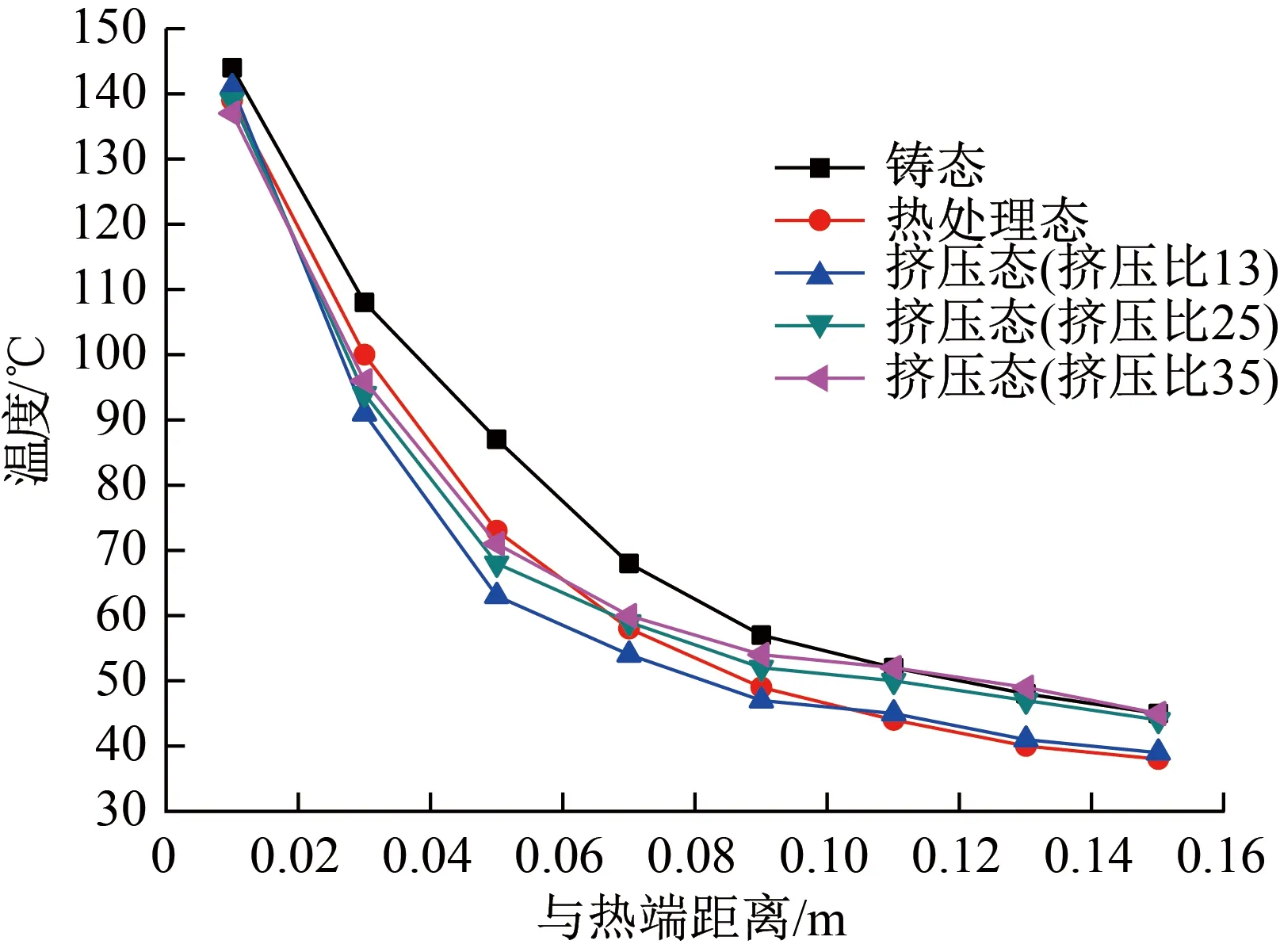
圖7 鑄態(tài)、熱處理態(tài)和擠壓態(tài)合金試樣的T-X曲線
合金的傳熱是一個(gè)復(fù)雜的過(guò)程,受很多因素影響,需綜合分析擠壓加工對(duì)合金散熱性能的影響。一般講,擠壓加工對(duì)合金導(dǎo)熱的影響主要分為幾個(gè)方面:首先,鑄態(tài)合金經(jīng)過(guò)擠壓加工后,鑄件中的孔隙、氣泡和縮孔等宏觀缺陷在壓力作用下產(chǎn)生固結(jié),密度上升[14],故擠壓加工后孔隙等缺陷減少,致密度上升對(duì)合金的散熱是有利的[15]。由于擠壓變形過(guò)程中存在著擠壓析出,會(huì)消耗固溶體中的合金元素。而析出相中合金元素對(duì)導(dǎo)熱的影響要遠(yuǎn)小于溶入基體內(nèi)的合金元素的影響,因此析出行為對(duì)合金的熱導(dǎo)率升高產(chǎn)生有利的影響。同時(shí)擠壓過(guò)程中發(fā)生動(dòng)態(tài)再結(jié)晶,合金晶粒細(xì)化,晶界增多,位錯(cuò)密度增大,并形成沿?cái)D壓方向呈帶狀分布的細(xì)小等軸晶[16],大量的晶界會(huì)對(duì)合金的散熱性能產(chǎn)生不利影響。Mg-5.0Sm-0.6Zn-0.5Zr合金的散熱試驗(yàn)結(jié)果表明,擠壓加工對(duì)該合金散熱性能的有利因素要比不利因素的影響更顯著,尤其是固溶元素的析出和致密度的上升是主要的影響因素,因此,隨著擠壓比的增大,合金的散熱性能不斷改善。
圖8為鑄態(tài)、熱處理態(tài)、擠壓時(shí)效態(tài)(200 ℃×24 h)合金試樣的溫度分布曲線。ΔTm值的大小順序?yàn)椋簲D壓比35時(shí)效態(tài)>擠壓比25時(shí)效態(tài)>擠壓比13時(shí)效態(tài)>熱處理態(tài)>鑄態(tài),說(shuō)明對(duì)于擠壓時(shí)效態(tài)的合金,同樣具有擠壓比越大散熱性能越好的規(guī)律。與圖7對(duì)比可知,經(jīng)過(guò)200 ℃×24 h的人工時(shí)效處理后,合金的散熱性能有了進(jìn)一步的提升,明顯優(yōu)于鑄態(tài)及熱處理態(tài)的合金,擠壓比為13的合金經(jīng)時(shí)效后的散熱性能與擠壓比為35的擠壓態(tài)合金相當(dāng),擠壓比為35的合金經(jīng)時(shí)效后的散熱性能最優(yōu)。
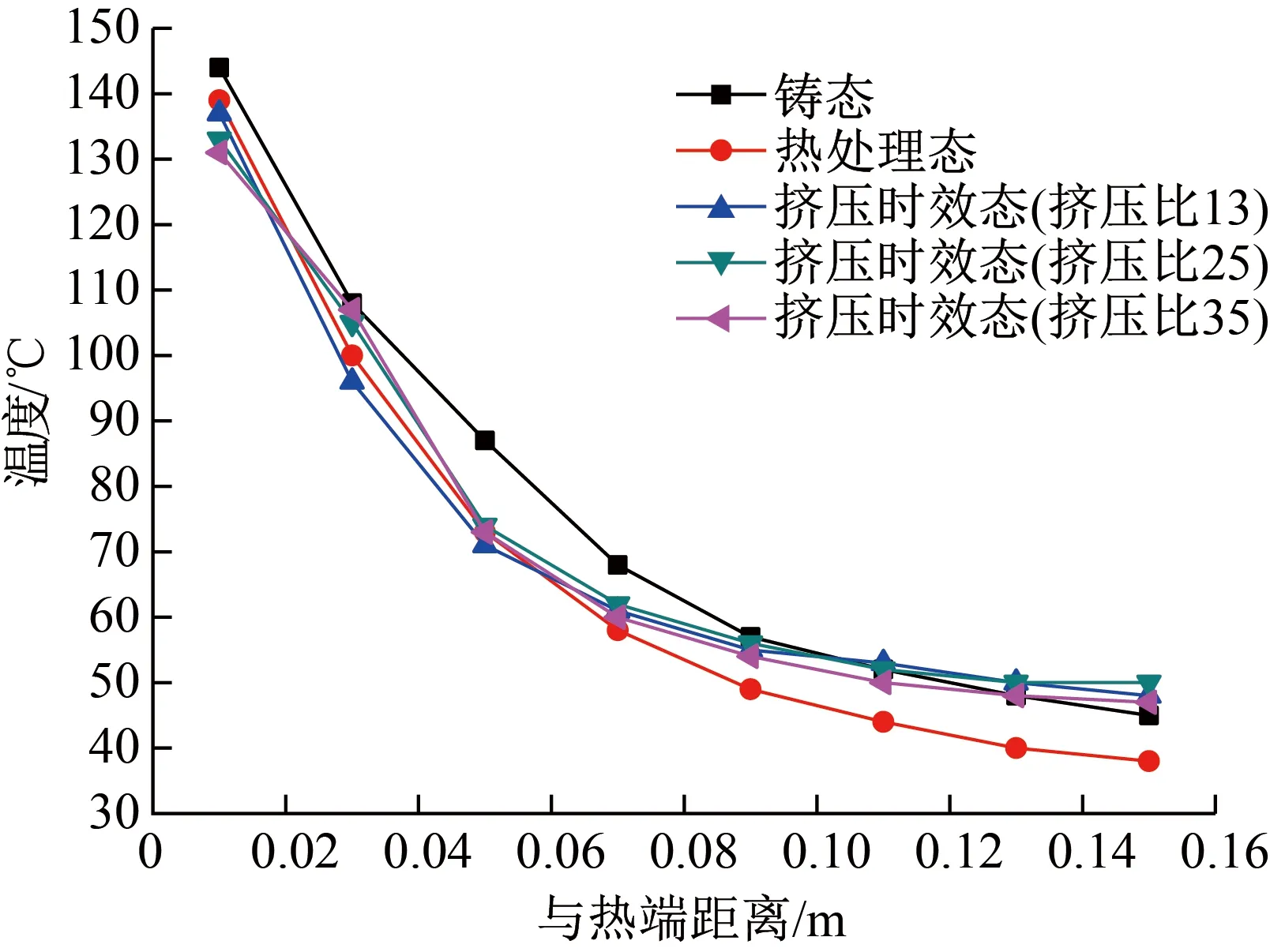
圖8 鑄態(tài)、熱處理態(tài)和擠壓時(shí)效態(tài)合金試樣的T-X曲線
時(shí)效處理使擠壓態(tài)合金的散熱性能得到提高的原因:時(shí)效析出第二相,消耗了在Mg基體中作為傳熱電子散射中心的合金元素,這也是散熱性能提高的主要原因;同時(shí)時(shí)效處理使擠壓態(tài)合金的晶粒粗化,晶界缺陷減少,對(duì)合金導(dǎo)熱的阻礙減小。通過(guò)散熱性能試驗(yàn),得出合金獲得最優(yōu)散熱性能的工藝為經(jīng)過(guò)擠壓比為35的擠壓加工后再進(jìn)行200 ℃×24 h的時(shí)效處理。
Mg-5.0Sm-0.6Zn-0.5Zr合金試樣的熱導(dǎo)率計(jì)算結(jié)果如表2所示,可以看出ΔTm值與熱導(dǎo)率的大小順序基本一致。

表2 Mg-5.0Sm-0.6Zn-0.5Zr合金試樣的氣-固溫差ΔTm與熱導(dǎo)率(λ)
3 結(jié)論
(1)擠壓加工能明顯細(xì)化晶粒,改善合金性能,隨著擠壓比的增大,細(xì)化效果更好。擠壓后的合金組織沿?cái)D壓方向出現(xiàn)了大量由第二相組成的擠壓變形帶。擠壓、時(shí)效后的合金晶粒略有粗化,第二相分布更均勻。
(2)擠壓加工有利于提升合金的散熱性能,且在試驗(yàn)范圍內(nèi)的擠壓比越大,合金的散熱性能提升越明顯。對(duì)擠壓后的合金進(jìn)行200 ℃×24 h的時(shí)效處理,合金散熱性能進(jìn)一步提升。合金獲得最優(yōu)散熱性能的工藝為經(jīng)過(guò)擠壓比為35的擠壓加工后再進(jìn)行200 ℃×24 h的時(shí)效處理。