焊絲對(duì)5754-H111鋁合金焊接接頭組織和性能影響
2019-10-09 09:29:40李小欣徐仲勛王曉貞鄭延召劉作慶
上海金屬 2019年5期
李小欣 徐仲勛 王曉貞 鄭延召 劉作慶
(1.平高電氣股份有限公司,河南 平頂山 467001;2.平高集團(tuán)焊接技術(shù)及壓力容器實(shí)驗(yàn)室,河南 平頂山 467001;3.平高集團(tuán)有限公司,河南 平頂山 467001)
鋁合金由于密度小,比強(qiáng)度高、熱導(dǎo)率高、耐蝕性強(qiáng)、無(wú)磁性、成形性好以及低溫性能好等特點(diǎn)被廣泛應(yīng)用于工業(yè)領(lǐng)域[1-3]。5754鋁合金是典型的Al-Mg系合金,具有中等強(qiáng)度、良好的耐蝕性、焊接性及易于加工成形等優(yōu)點(diǎn)[4-5]。在國(guó)外,不同狀態(tài)的5754鋁合金板材主要用于制作焊接結(jié)構(gòu)件、大型屋面瓦,在汽車(chē)行業(yè)中也被廣泛使用[6],國(guó)內(nèi)對(duì)5754板材的需求量也逐年增加[7]。陳紀(jì)強(qiáng)等[8]研究發(fā)現(xiàn),5754合金板材的加工硬化現(xiàn)象顯著,隨著變形量的增加,其強(qiáng)度不斷提高,斷后伸長(zhǎng)率逐漸降低。董曉英[9]研究了AA5754鋁合金在激光電弧復(fù)合焊接過(guò)程中焊縫形貌及性能變化,發(fā)現(xiàn)以激光為主導(dǎo)作用的復(fù)合焊有更好的熔深和焊接質(zhì)量,并在實(shí)際工作中得到了進(jìn)一步驗(yàn)證。目前,大部分的研究仍集中在焊接工藝和焊后熱處理對(duì)板材性能的影響,而關(guān)于焊絲對(duì)焊接接頭性能影響的研究則較少。因此本文采用不同牌號(hào)的焊絲對(duì)5754-H111鋁合金進(jìn)行交流鎢極氬弧焊接,研究了焊絲對(duì)焊接接頭的顯微組織、強(qiáng)度和硬度的影響。
1 試驗(yàn)材料與方法
1.1 試驗(yàn)材料
試驗(yàn)選用厚度為10 mm的5754-H111鋁合金板材,尺寸為500 mm×125 mm,其化學(xué)成分見(jiàn)表1。焊接方式為對(duì)接焊,坡口形式為“Y”形,坡口尺寸如圖1所示。采用φ5 mm的ER5356和ER5183焊絲,其化學(xué)成分見(jiàn)表2。焊前采用不銹鋼絲刷對(duì)5754-H111鋁合金進(jìn)行機(jī)械清理,清理坡口及兩側(cè)表面氧化物和油污,清理范圍為焊接試件正反面距離坡口中心25 mm內(nèi)。由于鋁合金的化學(xué)特性較為活潑,清理后3 h內(nèi)需完成焊接。在OTC DIGITAL 500型氬弧焊機(jī)上進(jìn)行鎢極氬弧焊焊接,使用99.99%(體積分?jǐn)?shù),下同)氬氣進(jìn)行保護(hù),具體焊接工藝參數(shù)如表3所示。
1.2 試驗(yàn)方法
焊后按圖2所示在焊接試樣上截取金相試樣、拉伸試樣、彎曲試樣和硬度試樣。
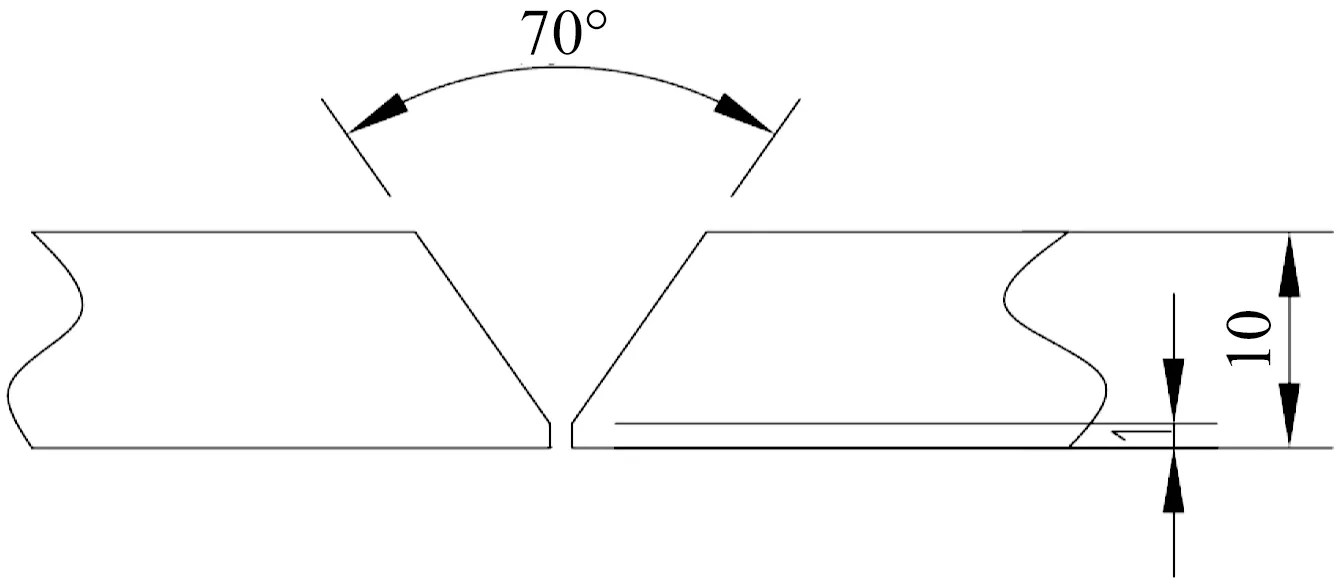
圖1 焊接坡口形式及尺寸

表1 5754鋁合金的化學(xué)成分(質(zhì)量分?jǐn)?shù))

表2 焊絲的化學(xué)成分(質(zhì)量分?jǐn)?shù))

表3 焊接工藝參數(shù)

圖2 試樣截取位置示意圖
金相試樣采用1%HF+1.5%HCl+2.5%HNO3的混合酸溶液腐蝕,腐蝕時(shí)間為20~30 s,采用Axio Scope.A1型蔡司光學(xué)顯微鏡進(jìn)行顯微組織觀察。
按照GB/T 228—2002《金屬材料室溫拉伸試驗(yàn)方法》制備拉伸試樣,在WE-100B 型液壓萬(wàn)能試驗(yàn)機(jī)上以1 mm/min的拉伸速度進(jìn)行拉伸試驗(yàn)。
按照GB/T 2653—2008《焊接接頭彎曲試驗(yàn)方法》制備彎曲試樣,在WE-100B 型液壓萬(wàn)能試驗(yàn)機(jī)上進(jìn)行180°彎曲試驗(yàn),彎心直徑為40 mm。
按照GB/T 4340.1—2009《金屬材料維氏硬度試驗(yàn)》制備硬度試樣,在HV-50維氏硬度計(jì)上沿垂直于焊縫方向進(jìn)行硬度測(cè)量,試驗(yàn)力保持時(shí)間為(30±2)s。
2 試驗(yàn)結(jié)果與分析
2.1 顯微組織
圖3為5754-H111鋁合金母材和焊接接頭熱影響區(qū)的顯微組織。5754-H111鋁合金焊前母材為退火態(tài)組織,β(Al3Mg2)相已充分析出。但由于焊接過(guò)程中加熱和冷卻速度很快,β(Al3Mg2)相來(lái)不及完全固溶,從而在α固溶體中析出。兩種焊絲焊接的接頭熱影響區(qū)的組織無(wú)明顯差別,且與母材組織相似,保留了軋制的纖維狀態(tài),組織主要是α固溶體的基體中分布著彌散的β(Al3Mg2)相及其他化合物相。
圖4為焊接接頭焊縫區(qū)的顯微組織。兩種焊絲焊接的接頭焊縫區(qū)的組織均為胞狀樹(shù)枝晶,主要為α固溶體的基體中分布著樹(shù)枝狀β(Al3Mg2)相和Al6Mn相,同時(shí)晶界富集雜質(zhì)相。此外與圖4(a)相比,圖4(b)的晶粒更加細(xì)小,這是由于ER5183焊絲中的Mn含量較高,與Al形成了彌散的Al6Mn相,抑制了再結(jié)晶過(guò)程,提高了再結(jié)晶溫度,顯著細(xì)化晶粒,并使β(Al3Mg2)相分布更均勻。
2.2 拉伸、彎曲性能
焊接接頭的拉伸和彎曲試驗(yàn)結(jié)果見(jiàn)表4。由表4可見(jiàn),兩種焊絲焊接的5754-H111鋁合金焊接接頭的抗拉強(qiáng)度相差不大,均為200~210 MPa,達(dá)到母材強(qiáng)度(234.5 MPa)的85%以上,并高于退火態(tài)母材的最低強(qiáng)度(190 MPa);拉伸試樣均斷裂在熱影響區(qū),見(jiàn)圖5。焊接過(guò)程中,由于焊接熱循環(huán),熱影響區(qū)的峰值溫度超過(guò)再結(jié)晶溫度,使析出相(Al3Mg2)聚集長(zhǎng)大,產(chǎn)生了軟化區(qū),導(dǎo)致接頭強(qiáng)度下降,焊接接頭強(qiáng)度最低處在熱影響區(qū)的軟化區(qū),因此焊接接頭在拉應(yīng)力的作用下,熱影響區(qū)最先發(fā)生斷裂。ER5356焊絲焊接的接頭的斷后伸長(zhǎng)率略大于ER5183焊絲焊接的接頭,其原因是ER5183焊絲中Mn含量的增加,導(dǎo)致焊接接頭強(qiáng)度提高,塑性降低。彎曲試驗(yàn)結(jié)果表明,兩種焊絲焊接的5754-H111鋁合金焊接接頭的冷彎試樣經(jīng)過(guò)180°面彎、背彎后,均未出現(xiàn)裂紋,試驗(yàn)合格,見(jiàn)圖6。
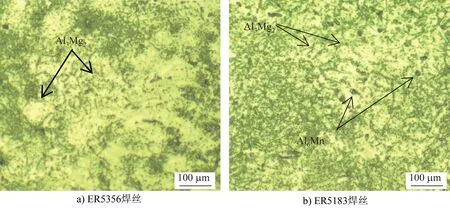
圖4 5754-H111鋁合金焊接接頭焊縫區(qū)顯微組織

表4 焊縫金屬的力學(xué)性能
2.3 硬度

圖5 拉伸試樣

圖6 彎曲試樣
對(duì)焊接接頭的硬度進(jìn)行測(cè)量,從焊縫中心開(kāi)始向母材側(cè)逐點(diǎn)測(cè)試,2種焊絲焊接的5754-H111鋁合金焊接接頭的顯微硬度分布如圖7所示。

圖7 焊接接頭的顯微硬度分布
由圖7可見(jiàn),兩種焊絲焊接的接頭的硬度分布曲線均呈N形,焊縫中心的硬度有個(gè)最低值,隨著與焊縫中心距離的增加,硬度逐漸升高,在熔合區(qū)達(dá)到高值后又開(kāi)始降低,在熱影響區(qū)距焊縫10 mm處硬度最低,此后隨著與焊縫中心距離的增加,硬度又逐漸提高,最后達(dá)到母材的硬度。這是由于焊接時(shí)焊縫中心溫度最高,熔池金屬在結(jié)晶過(guò)程中,從α基體中析出β(Al3Mg2)相及其他化合物相,這些相以較快的速度聚集長(zhǎng)大,并與基體的共格關(guān)系破壞,畸變減小,對(duì)位錯(cuò)運(yùn)動(dòng)的阻礙作用減弱,導(dǎo)致硬度降低。隨著與焊縫中心距離的增加,熱作用減弱,散熱條件好,冷卻速度加快,晶粒尺寸小,硬度逐漸提高。在熱影響區(qū)由于出現(xiàn)軟化現(xiàn)象,硬度降低并出現(xiàn)最低值。與ER5356焊絲焊接的接頭相比,ER5183焊絲焊接的接頭的顯微硬度略高,這與ER5183焊絲中Mn含量較高,形成了彌散的Al6Mn相,同時(shí)β(Al3Mg2)相分布更均勻有關(guān)。
3 結(jié)論
(1)ER5356和ER5183焊絲焊接的5754-H111鋁合金焊接接頭的熱影響區(qū)組織無(wú)明顯差別,均保留了母材軋制的纖維狀態(tài);焊縫區(qū)組織均為α固溶體的基體中分布著樹(shù)枝狀β(Al3Mg2)相和Al6Mn相。與EER5356焊絲相比,ER5183焊絲焊接的接頭焊縫區(qū)晶粒較小。
(2)兩種焊絲焊接的接頭的強(qiáng)度相差不大,均能達(dá)到母材強(qiáng)度的85%以上,且均斷裂在熱影響區(qū)。ER5356焊絲焊接的接頭的斷后伸長(zhǎng)率略大于ER5183焊絲焊接的接頭。焊接接頭的冷彎試樣經(jīng)過(guò)180°面彎、背彎后,均未出現(xiàn)裂紋,試驗(yàn)合格。
(3)兩種焊絲焊接的接頭的顯微硬度分布曲線均呈N形,熱影響區(qū)的硬度最低。與ER5356焊絲焊接的接頭相比,ER5183焊絲焊接的接頭的硬度略高。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38