方形動(dòng)力電池鋁殼激光焊接的實(shí)驗(yàn)研究
2019-09-26 06:25:32楊慶斌李迎青
世界有色金屬 2019年15期
關(guān)鍵詞:焊縫
楊慶斌,李迎青
(青海時(shí)代新能源科技有限公司,青海 西寧 810000)
AL3003廣泛用于制作方形動(dòng)力電池外殼。其材質(zhì)為鋁錳合金,具有良好的強(qiáng)度,可塑性性,一般焊接方式為有氬弧焊和惰性氣體熔化級(jí)電弧兩種方式,但是這兩種焊接方式很容在焊接過程當(dāng)中產(chǎn)生裂紋、變形等問題,因此,制約了其在動(dòng)力電池焊接上的應(yīng)用[1,2]。傳統(tǒng)的動(dòng)力電池激光焊接模式采用固體脈沖激光(YAG)焊接方式,其特點(diǎn)是利用連續(xù)的焊接點(diǎn),多個(gè)重合覆蓋并形成線焊接。
全固態(tài)激光器以半導(dǎo)體激光器作為泵浦源,與YAG激光器不同的是,該激光器工作物質(zhì)以及激勵(lì)源均采用固體物質(zhì)組成,全固態(tài)激光器具備固體激光器與半導(dǎo)體激光器的特點(diǎn)。在采用全固態(tài)激光器作為焊接輸入能量時(shí),在進(jìn)行方形動(dòng)力電池外科材料焊接時(shí),要對(duì)其參數(shù)進(jìn)行試驗(yàn),并分析焊接接頭顯微組織所形成的性能,為其在方形動(dòng)力電池的焊接上提供參考。
1 試驗(yàn)材料和方法
(1)試驗(yàn)材料。材料為常用的方形動(dòng)力電池外殼AL3003鋁合金,其化學(xué)成分如表1所示。

表1 AL3003化學(xué)組成%
(2)試驗(yàn)條件。采用功率為3000 W的全固態(tài)激光器(DPSSL),技術(shù)參數(shù)指標(biāo)如下表2。

表2 激光器技術(shù)參數(shù)
(3)試驗(yàn)方法。為防止異物導(dǎo)致的焊接不良,使用酒精清洗焊接鋁殼和頂蓋,利用焊接夾具將其夾緊,并用拼接焊接方式進(jìn)行焊接,這樣可以避免在焊接過程中產(chǎn)生的負(fù)面影響。
2 試驗(yàn)結(jié)果與討論
(1)工藝參數(shù)。前期大量試驗(yàn)的基礎(chǔ)上,確定了焊接焦點(diǎn)位置,通過對(duì)激光輸出功率的調(diào)整,分析焊接速度、焊接內(nèi)部質(zhì)量的數(shù)據(jù),所采用的工藝參數(shù)如表3所示。

表3 焊接工藝參數(shù)
(2)焊接功率對(duì)焊縫質(zhì)量的影響。首先調(diào)節(jié)激光輸出功率參數(shù),焊縫寬度會(huì)隨著激光功率的增大逐漸變寬,如圖a、b所示。當(dāng)功率增加到2300w時(shí),工件焊接通過(見圖2a)。激光輸出功率決定了焊接寬度與焊接深度。當(dāng)激光功率輸入過小時(shí),熔池偏淺,焊接后電池的密封性能和力學(xué)性能將受到影響,在實(shí)際生產(chǎn)過程中,需要每班測試電池激光焊接后的密封性能和抗拉強(qiáng)度性能,因此合適的焊接輸入功率顯得尤為重要,只有在利用合理的焊接輸入功率,才能獲得良好的焊接質(zhì)量。

圖1 焊縫表面圖像
(3)焊接速度對(duì)焊縫質(zhì)量的影響。在焊接功率參數(shù)不變的條件下,激光焊接速度可適當(dāng)進(jìn)行調(diào)整,這樣就可以看出,速度越快,焊接縫隙的寬度就越小(見圖1c、d)。通過金像試驗(yàn)分析可以看出,焊縫的熔深在逐漸減小時(shí),焊透會(huì)變?yōu)槲春竿福砻娉霈F(xiàn)虛焊。如果焊接速度過慢,材料會(huì)在短時(shí)間內(nèi)吸收過多的能量,導(dǎo)致過度熔合,導(dǎo)致焊縫過寬,熱影響區(qū)較大,容易產(chǎn)生熱裂紋。通過試驗(yàn)分析得出,激光功率為2100W,焊接速度10mm/s;激光功率2300W,焊接速度20mm/s時(shí),能獲得較好的焊縫質(zhì)量和合適的溶深。

圖2 焊縫背面形貌
(4)接頭顯微組織分析。激光焊接后在母材表面上形成了熔池,焊接完成后,工件表面溫度下降,熔池迅速冷卻,形成焊縫。可以看出,在材料冷卻凝固過程中,根據(jù)母材晶核形態(tài),靠近熔池邊緣和母材的區(qū)域?yàn)榫妗.?dāng)熔池開始凝固時(shí),晶粒從與基體接觸點(diǎn)沿焊縫中心外延擴(kuò)展,形成樹枝狀結(jié)構(gòu),熔合區(qū)為樹枝狀結(jié)構(gòu)。在焊縫中心附近,焊縫金相為等軸晶。
(5)接頭顯微硬度。如下圖3所示。激光焊接完成后,材料表面冷卻速度快,相當(dāng)于表面快速退火,細(xì)化焊縫組織,從而提高焊接接頭的顯微硬度;其次,激光處于連續(xù)光輸出模式,熱輸入均勻,使焊縫組織晶粒更加細(xì)化,組織更加致密,位錯(cuò)密度更高,固體顯微硬度也隨之增加。
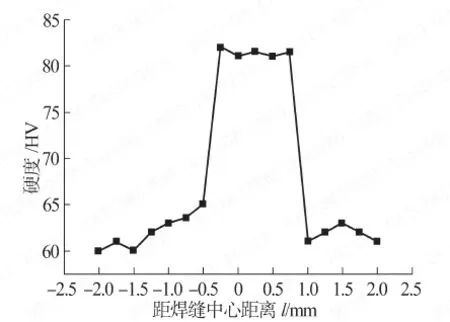
圖3 典型樣品的顯微硬度
3 結(jié)論
①使用的全固態(tài)激光器,對(duì)材料(AL3003)的高速焊接。當(dāng)激光功率2100 W,速度10mm/s;激光功率2300 W,焊接速度20mm/s時(shí),焊縫質(zhì)量效果較好。②分析焊接接頭出的顯微組織,發(fā)現(xiàn)樹枝狀組織主要在熔合區(qū),焊縫呈等軸晶,且焊縫有晶粒細(xì)化的現(xiàn)象,從而使得焊縫的顯微硬度高于母材的硬度。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07