鈹銅帶材TIG焊接帶材加工適應性研究
2019-09-26 06:25:30焦曉亮鄭學清安東寧
世界有色金屬 2019年15期
焦曉亮,鄭學清,張 勇,安東寧
(西北稀有金屬材料研究院寧夏有限公司、稀有金屬特種材料國家重點實驗室,寧夏 石嘴山 753000)
鈹銅又稱鈹青銅,是銅合金中的“彈性之王”,經固溶時效熱處理后,可獲得高強度、高導電性能的產品。高鈹銅具有高強度、高硬度、高導電性、高彈性、耐磨、耐疲勞、抗腐蝕性及彈性滯后小等特點,主要用于溫度控制器、手機電池、電腦、汽車零配件、微電機、電刷針、高級軸承、接觸件、齒輪、沖頭、各類無火花開關[1,2]。由于鈹青銅加工硬化快的特性,帶材在經過一次固溶處理后最大可承受37%~40%加工率[3,4]。帶材在成品前要經過多次軋制-酸洗-固溶處理的過程,而在上述過程中由于軋機啟停車造成的公差波動段需在固溶處理過程中切除、酸洗時頭尾接帶表面酸液浸泡印跡缺陷的切除等幾何損失成為影響產品成材率的重要因素。因此,鈹銅帶材焊接工藝是亟待解決,非常有必要深入研究盡快應用于生產的關鍵技術突破[5]。本文對固溶態鈹銅帶材,利用鎢極氬弧焊(TIG)對其施焊,并對焊后合金的力學性能進行系統研究,旨在為鈹銅帶材的對焊焊接提供參考。
1 試驗材料

表1 焊接原材料表
2 試驗方案
同種規格同種狀態的QBe2與QBe2對焊成型后進行組織性能檢測,對比焊縫和基體力性差異。焊合后的板材直接軋制,再經過固溶處理+成品軋制,最終生產成CY態成品。通過各個狀態焊縫和基體組織性能的對比,最終評判氬弧對焊的焊接質量和壓力加工適應性。
3 工藝路線
焊接工藝研究:
(1)焊接注意事項。①弧長1mm~2mm,即鎢極尖端至板材之間距離。②鎢極尖端角度30°③鎢極伸出長度5mm~6mm。④按照此工藝焊接鋼帶的焊接接頭強度可達母材70%。⑤對焊板材縫隙C=0mm。⑥錯邊度<0.05t t:板厚mm
(2)TIG自動焊接工藝參數。焊接前將試樣焊縫區進行稍微打磨,以消除氧化物及油污、水分,使對接接口間隙盡可能小,并用夾具將試樣固定,防止焊接過程中試樣移動,從而保證試樣的裝配精度。
(3)工藝路線。0.8mm固溶態→對焊→冷軋至0.4mm→固溶→冷軋至0.2mm
(4)取樣。0lympus Gx5金相顯微鏡觀察合金的顯微組織,使用INSTRON 5982電子萬能試驗機根據《GB/T 34505-2017銅及銅合金材料室溫拉伸試驗方法》測試合金的拉伸性能。采用HVS-1000型數顯顯微硬度計測量硬度。
4 結果與討論
4.1 固溶態焊接性能及組織

表2 焊接基體和焊縫機械性能
由表2可以看出帶材經氬弧焊接后抗拉強度、硬度、延伸率與基體存在較大差距。鈹銅帶材焊接從基體到焊接區域的組織變化。從基體到焊接區其組織依次為基體(固溶態晶粒)、熱影響區、過渡區、焊合區(鑄態組織)。TIG焊接時溫度遠高于QBe2熔化溫度864℃,經熔化焊合冷卻后即為圖1~2所示鑄態組織。在焊合區向基體1mm~1.5mm為熱影響區,受短時低于熔化溫度熱影響導致晶粒長大。
4.2 焊接后板材軋制力性

表3 0.4mmY態力學性能
由表3可以看出焊接再經50%加工率冷軋后,焊縫處硬度與基體硬度接近,但強度和延伸率均低于基體性能。
4.3 0.4mmY態帶材固溶
0.4mmY態帶材經780℃×15min固溶后力學性能。由表3可知帶材經固溶后含焊縫力學性能較基體略低,基本滿足后續帶材加工要求。
0.4mm帶材780℃×15min固溶后顯微組織,可以看出焊接區晶粒與基體存在一定差異。
4.4 0.2mmY態成品組織與性能
0.4mm固溶后經50%加工率軋制后力學性能,可知至0.2mm基體力性與焊縫趨于一致。
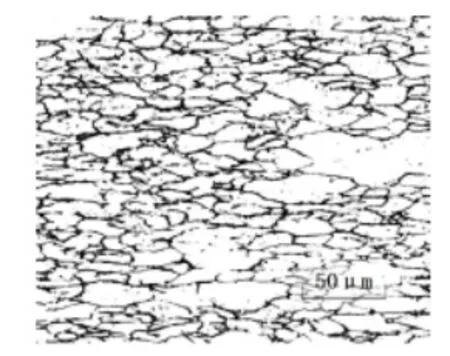
圖1 焊縫區200×
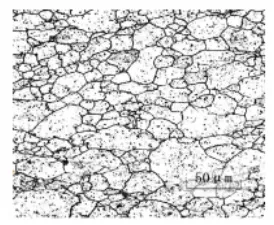
圖2 基體200×
圖1為0.2mmY態焊縫和基體顯微組織,由圖2可以看出焊縫區為細小加工纖維組織,基體為不均勻晶粒。
5 結論
(1)固溶態帶材焊接后50%加工率冷軋,再經過780℃×15min固溶處理焊縫強度、延伸率與基體接近,此時即可滿足加工適應性。
(2)經焊接后帶材,從基體到焊接區其組織依次為基體(固溶態晶粒)、熱影響區、過渡區、焊合區(鑄態組織)。
(3)固溶態帶材焊接后50%加工率冷軋,再經過780℃×15min固溶處理+成品50%加工率軋制,最終生產成CY態成品。焊縫處力性指標接近母材,滿足后續加工。但焊縫處纖維組織細小而基體組織粗大,為保證帶材一致性,在成品使用時應去除焊縫。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24