Profinet通訊在銀陽圓盤澆鑄中的應用
2019-09-24 09:42:18舒秋旺
銅業工程 2019年4期
舒秋旺
(江西銅業集團有限公司 貴溪冶煉廠,江西 貴溪 335424)
1 引言
隨著“工業4.0”時代的到來,普通的PLC集中式控制模式已經不能滿足現代工業的控制需求。在這種時代背景下,性能更優越、技術更先進的工業以太網PROFINET應運而生,它可以滿足圓盤澆鑄控制的所有要求,使控制系統更加的自動化、網絡化和信息化。銀陽圓盤澆鑄控制系統需要實現復雜的自動控制,監控較多參數,大量的數據采集和傳輸對控制系統的性能提出了較高的要求[1]。針對此問題,本文利用工業以太網總線的特性,選定PROFINET作為通訊總線。PROFINET總線通信技術能夠與現有的現場總線系統集成,連接設備控制層、集中監控層、生產管理層,從而實現整個系統的實時、高效與開放式通信。
2 PROFINET簡介
PROFINET是開放的、標準的、實時的工業以太網標準[2]。它具有通訊速度快、安全性能高、網絡兼容性好、使用便捷、抗干擾能力強等多方面優點。借助于Profinet協議樞紐,可以幫助企業提高生產效率、節約管理維護成本,而且可以實現生產和管理層實時、全面互聯互通。
PROFINET為自動化通信領域提供了一個完整的網絡解決方案。其功能包括8個主要模塊分別為:過程自動化、分布式現場設備、運動控制、網絡安裝、分布式自動化、IT標準和信息安全、故障安全和實時通訊。
PROFINET I/0設備可以分為3類:(1) I/0控制器,類似于PLC可編程控制器;(2) I/0監視器,類似于HMI人機交互界面;(3)I/0設備,多指帶Profinet 接口的驅動或者傳感設備[3]。
3 銀陽圓盤澆鑄工藝
銀錠澆鑄是通過熔爐將銀粉煉制銀水,銀水通過澆鑄中間包澆鑄至圓盤當中,冷卻凝結后生成銀錠。在此生產過程中主要有熔煉、澆鑄、取板三個過程。使用的設備包括中頻爐、行走中間包、電子秤、圓盤、取板機械手等。
銀錠澆鑄工藝流程:銀粉加料→中頻升溫→銀水扒渣→倒至中間包→預熱模板→澆鑄銀錠→噴火槍吹平→機械手取板。整個工藝流程如圖1所示。該流程生產工藝復雜,稱量控制精度要求比較高,邏輯控制復雜,再加之銀水凝固速度快,所以澆鑄過程要求時間短。控制層、現場層數據交換量大。
4 系統設計方案和硬件選型
4.1 系統設計方案
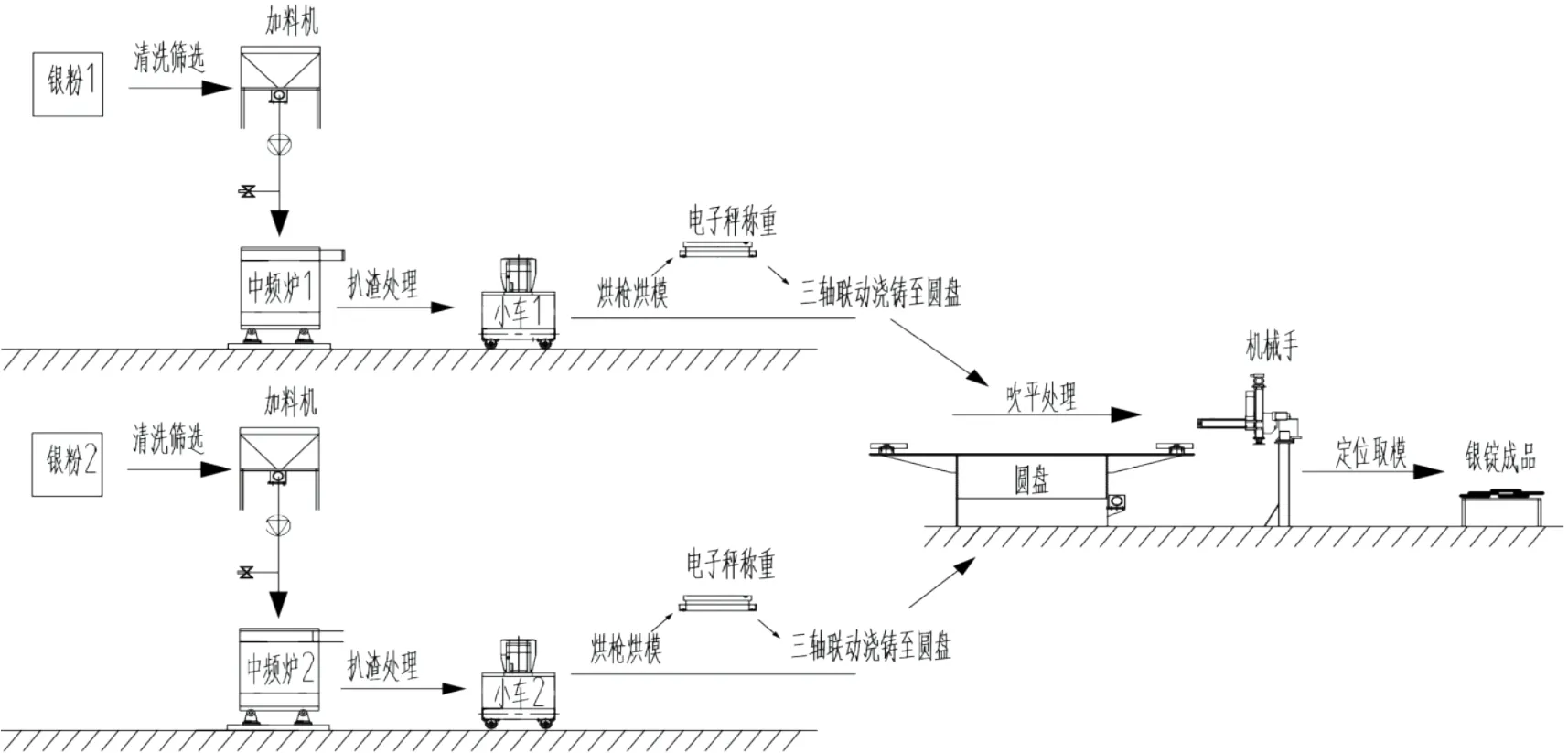
圖1 銀陽圓盤澆鑄工藝流程圖
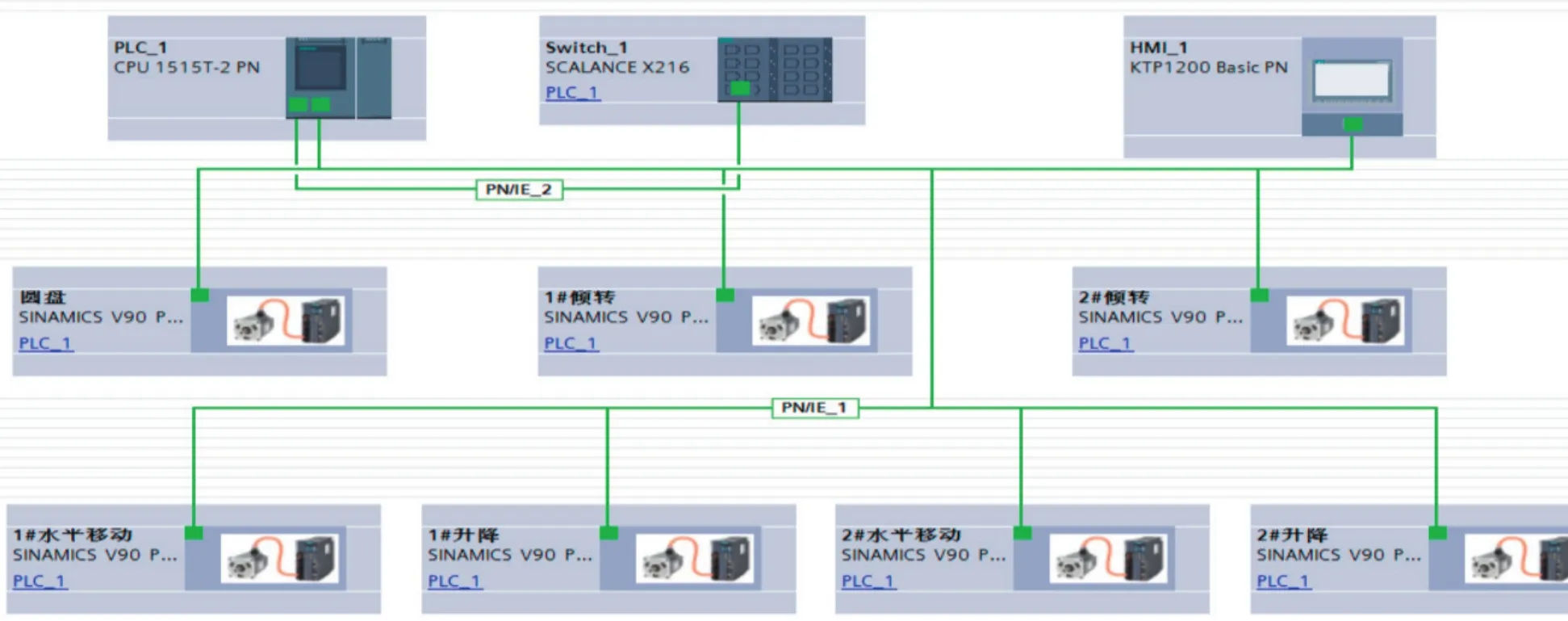
圖2 圓盤澆鑄控制系統網絡視圖
根據圓盤澆鑄工藝流程,該系統主要分為兩組澆鑄設備、一組圓盤和一套取板設備。其網絡構架為:現場層、控制層和管理層三層[4]。現場層為現場信號采集和驅動設備,主要實現稱重、溫度、位置等數據采集與現場設備驅動;控制層為 PLC可編程控制設備,主要對采集數據分析處理與對驅動設備的控制; 管理級為上位機監控系統,管理和監視生產工藝各流程實時狀況。銀陽圓盤澆鑄控制系統網絡視圖如圖 2 所示。
4.2 系統硬件選型
(1)PLC 控 制 器 : 以 SIMATIC S7-1500系列PLC為主控制器,型號為:6ES7 515-2AM01-0AB0。該CPU 集成 Web 服務器以及Motion Control工藝功能,第一個接口:PROFINET I/O 控制器支持RT/IRT。
電源模塊:PM190W,輸入電壓 220 VAC,輸出電壓 24 VDC。
輸入模塊:DI16*24VDC HF集成等時同步模式。
輸入輸出模塊:DI16/DQ16*24VDC。
通訊模塊:CM PtP RS422/485HF通信模塊,支持moddus、Freeport、USS協議。
(2)工業以太網交換機:SCALANCE X208管理型以太網交換機。PROFINET IO設備,具有8個10/100Mbps RJ45端口。可使用按鈕設設置信令觸點,冗余電源設計。支持全 / 半雙工,LED 診斷。
(3)人機交互界面:采用SIMATIC精簡系列面板,型號為KTP1200 Basic PN。12.1"TFT顯示屏,1280*800像素,64K色;10個功能鍵;通訊接口:1個PROFINET接口和一個USB接口。可實現與PROFINET總線高效便捷通訊。
(4)伺服驅動系統:采用西門子SINAMICS V90PN和SIMOTICS S-1FL6伺服電機組成了高效便捷的伺服驅動系統[5]。該系統可實現位置控制、速度控制和扭矩控制,具有性能優越、低成本、運行可靠等優點。伺服電機內置絕對值20位+12位多圈編碼器,可測量和記憶角度的絕對位置,在量程范圍內旋轉角度和旋轉圈數信息具有唯一性。Profidrive驅動報文采用標準報文3,PZD-5/9,實現速度控制模式。
(5)稱重系統:選用眾加利Lark500電子秤重系統。雙速控制預置點、提前量自動修正、啟動閥值檢測、自動去皮、實時RTC等功能。150,000顯示分度精度;1路RS232串口,1路RS485通訊,1路 4~20mA 模擬量輸出; 100HZ PROFIBUS-DP PLC以及50HZ MODBUS-RTU 通訊數據更新速度。
5 PROFINET網絡的構建與調試
基于PROFINET通訊協議的系統方案,實現S7-1500PLC與各Profinet I/O設備的通訊[6]。在系統硬件組態中采用Siemens TIA V14s軟件,該軟件集西門子控制軟件和監控軟件于一體,大大提高了工作效率。
PROFINET I/O 系統組態步驟如下:
(1)使用 GSD 文件將新的PROFINET I/O設備導入硬件目錄中。
(2)配置PROFINET I/O設備。PROFINET I/O系統由一個PROFINET I/O控制器和其分配的PROFINET I/O設備組成。在TIA 中,點擊設備和網絡進入網絡視圖窗口;在硬件目錄中拖動控制器、HMI、網絡組件、現場設備等PROFINET I/O設備到視圖窗口。雙擊CPU,進入設備視圖窗口,拖動電源模塊、通訊模塊、DI、DQ、AI、AQ等模塊到導軌上。
(3)分配網絡設備參數。在PROFINET設備的屬性窗口中點擊“PROFINET接口”,設置設備名稱、IP地址、子網掩碼、實時同步等參數,一個PROFINET總線內的所有PROFINET設備的IP地址應當設置在同一個網段。對于伺服驅動設備的參數設置需要組態工藝對象如圖3所示。設置驅動器、編碼器、位置限制、回零等參數,并在拓撲視圖中組態PROFINET網絡[7]。
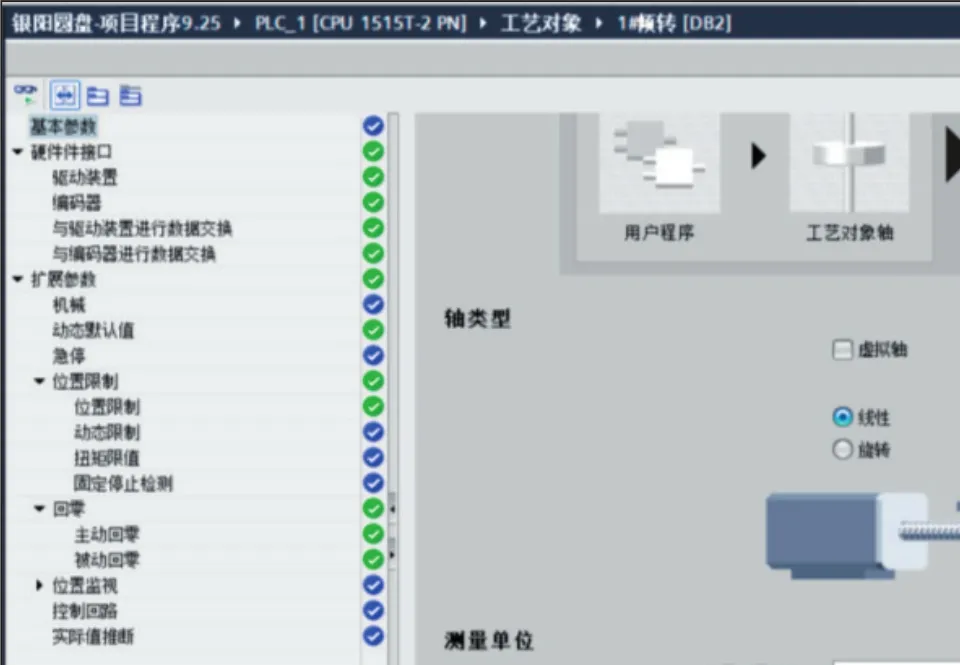
圖3 PROFINET I/O組態工藝對象
(4)保存參數配置。系統組態完成后,將組態信息保存,并下載到 PLC控制器中,進入循環數據交換。
(5)在 PROFINET 網絡的調試中,使用S7-PLCSM進行在線仿真調試,實時模擬通道信號強制和信號監控如圖4所示。TIA軟件提供了系統診斷功能。該功能支持多層次的系統診斷。當故障發生時,故障設備以故障代碼的形式向控制器發送診斷報警。通過識別系統故障代碼可以準確高效的診斷和排查故障。

圖4 圓盤澆鑄在線模擬仿真
6 結束語
針對銀陽圓盤澆鑄工藝特點,設計了 PROFINET工業以太網總線結構,選擇了西門子S7-1500PLC作為控制系統和SINAMIC V90系列伺服驅動系統作為智能運動驅動設備。結果表明:基于Profinet的工控網絡具有運行穩定、維護簡單、布線成本低、網絡接入靈活、硬件組態方便等優點,滿足了建設智能工廠對智能設備的要求。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00