一浴法緯向蛇形閃蘭色梭織面料仿色織中試應用開發
2019-09-23 01:35:24龐明軍
紡織科學研究 2019年9期
關鍵詞:工藝
龐明軍
中紡院(浙江)技術研究院有限公司 浙江紹興 312071
1 原料
仿色織梭織面料經向:150D/72F半消光滌綸;
仿色織梭織面料緯向:150D/72F半消光滌綸+150D/72F 三角滌綸。
2 設計
機織面料由經紗與緯紗相互垂直的兩個系統組成[1],本文采用1/1 平紋,如圖1織物組織圖[2]所示;經紗150D/72F 半消光滌綸:緯紗150D/72F半消光滌綸+150D/72F 三角滌綸按2:2 排列(比例可以變化),如圖2所示;2 根150D/72F半消光滌綸+2根150D/72F 三角滌綸依次排列,如圖3所示。根據圖1、圖2、圖3設計,三角滌綸緯向排列,與經向圓形滌綸交織產生蛇形仿色織面料風格;三角滌綸組織點數比圓形滌綸組織點數少,所以整體布面偏暗,三角鏡面反射時不至于布面全亮閃爍,形成自然的閃光效應。
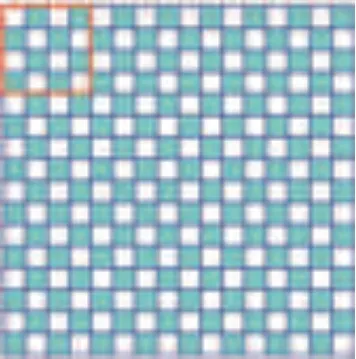
圖1 平紋組織

圖2 經紗與緯紗2:2 排列

圖3 緯紗三角滌綸鏡面效果
3 仿色織上機工藝
3.1 上機工藝設計[3](見表1)
3.2 總經根數(見表2)
4 一浴法染蘭色仿梭織色織工藝[4]
4.1 思路
在同一染色處方、染色工藝條件下,由于長絲截面特點,圓形長絲截面漫反射、三角形長絲截面鏡面反射,纖維染色后呈現不同的色澤,布面亦有顏色深淺變化。
4.2 染色處方
B2B 蘭:0.5%
HAC:0.5 g/L
勻染劑:0.5 g/L
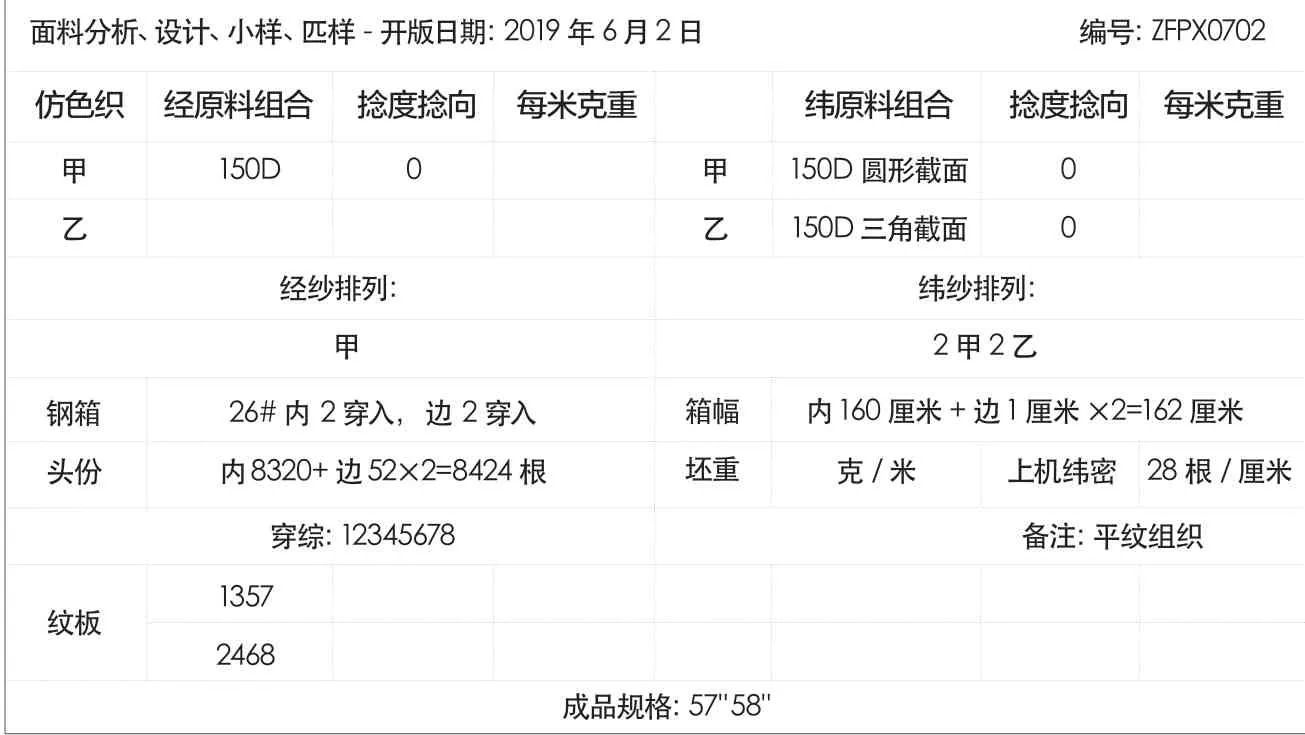
表1 上機工藝表
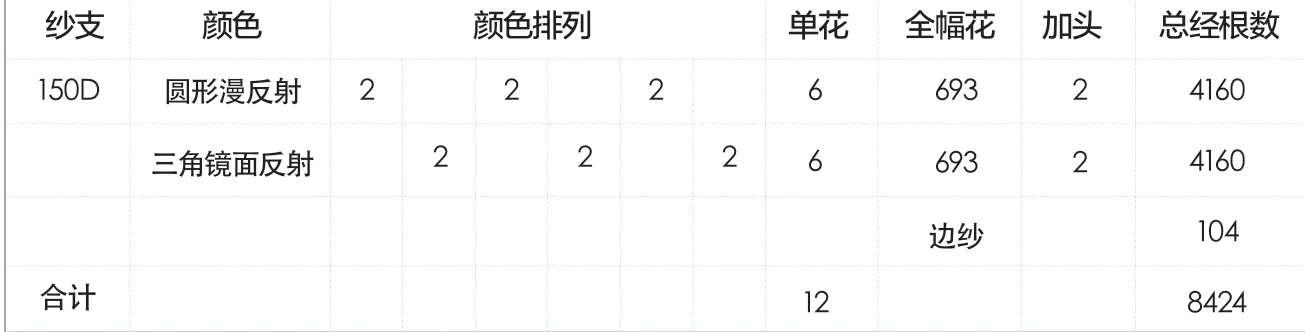
表2 總經根數表
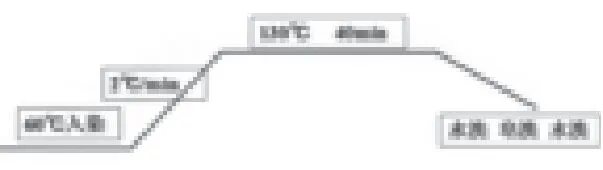
圖4 滌綸上色工藝曲線

圖5 雙缸染色機 (華夏小樣溢流缸)

圖6 染色后經紗
圖7 染色后布面
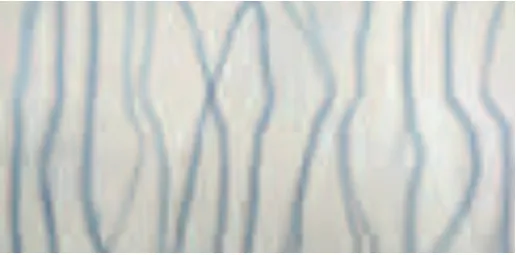
圖8 染色后緯紗

圖9 哈氏切片器的正反面
4.3 染色曲線
染色后如圖7所示,布面出現緯向蛇形閃蘭仿色織風格,緯向風格特征突出;面料經向長絲顏色暗淡、面料緯向2 根長絲暗淡+2 根長絲閃光;整個布面隨著角度變化會發生閃蘭光效應。
5 閃蘭色梭織面料仿色織纖維染色效果評價
圖7所示,同一配方、染色工藝條件下,布面呈現不同的色澤,對纖維兩種不同的顏色差異進行評價,可通過制作纖維橫截面切片并觀察,分析纖維截面由里到外顏色的變化,判斷顏色深淺、均勻不同;同時比較三角形橫截面與圓形橫截面在原料相同、同一配方、染色工藝條件下的顏色變化。
5.1 橫截面觀察[5]
纖維縱截面制樣并在顯微鏡觀察,100 倍~160 倍放大情況下大部分常規纖維尤其是縱截面特征明顯的均可以進行定性分析,但有一部分纖維由于本身纖維結構特征或經染色后整理加工或纖維改性等,如差別化纖維:十字形、皮芯行、三角形等,僅通過縱截面觀察已無法清晰分辨,所以必須要通過制作纖維橫截面,再經顯微鏡觀察才能進行定量分析。
纖維橫截面制作與縱截面比較,縱截面簡單,橫截面操作更繁瑣復雜,國家標準一般采用哈氏切片器法[5]制作纖維橫截面,哈氏切片器正反面如圖9,切片器正面有螺絲,螺絲的螺紋圈數決定頂出纖維的多少,太多纖維厚、視野內黑不利于觀察,太少纖維容易散,所以螺紋數控制在1~2 個螺紋之間較好。涂火棉膠后纖維橫截面切片制作完成如圖11,在切纖維時可以用刀片如圖10,圖10 右側的刀片厚,切纖維時穩定、不易散,安全性高。

圖10 兩種不同的刀片

圖11 哈氏切片器 制樣
圖12 纖維橫截面 制樣失敗

圖13 載玻片+蓋玻片

圖14 打孔鐵片
圖15 顯微鏡觀察
圖16 150D/72F 三角滌綸(染色前)
可見,哈氏切片器在應用過程中效率低、對操作人員要求較高,經常因為手法問題或者或提升效率,出現制作橫截面切片失敗如圖12 所示。
為便于操作、觀察、提高分析效率,自制鐵片,尺寸如圖13 載玻片,根據不同纖維特征打孔若干制樣后纖維通過羊毛作載體,將圓形與三角形纖維分別固結在有孔眼的自制鐵片載玻片上,如圖14;切纖維平整后放到纖維鏡下:目鏡×物鏡=160 倍條件下直接觀察,如圖15 所示。
5.2 結論
布面染色后,將長絲分別制作橫截面切片,染色前為圖16,染色后為圖18;圖18 中,150D/72F 半消光滌綸、150D/72F 三角滌綸均上色;150D/72F半消光滌綸由里到外顏色較均勻,說明上色較透,上色效果好;150D/72F三角滌綸由里到外顏色亦較均勻,說明上色較透,上色效果亦好;150D/72F半消光滌綸上蘭色顏色較深,150D/72F三角滌綸上蘭色顏色較淺,同一原料、工藝條件不同顏色特征明顯,說明三角與圓形截面對顏色變化影響較大,可形成良好的閃色效果;布面整體來看如圖17,顏色有深淺不勻情況,其橫截面如圖18 所示,三角形區域與圓形蘭色區域均有顏色深淺不同,染色注意使用勻染劑,提高勻染效果。

圖17 布面上色
圖18 緯紗圓形滌綸+三角形滌綸(染色后)
6 結語
經實踐證明,將滌綸圓形截面與三角截面纖維經緯按比例交織設計,一浴法在同原料成分(滌綸)、染整工藝條件等,可獲得較好的閃色仿梭織色織緯向蛇形效果[1];同時,因染整工藝勻染性問題,纖維圓形截面與三角形截面均存在染色不勻情況,可改進染色工藝后提高閃色蛇形的品質。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52