單向C/SiC復合材料平面磨削的磨削力模型研究
2019-09-19 01:03:30喬偉林張立峰甄婷婷
中國機械工程 2019年17期
王 濤 王 盛 喬偉林 張立峰 甄婷婷
中國民航大學航空工程學院,天津,300300
0 引言
陶瓷基復合材料具有良好的熱穩定性和高強度,通常作為高溫結構材料被廣泛應用于航空、航天等領域。在復合材料體系中,連續纖維增韌陶瓷基復合材料(continuous fiber-reinforced ceramic composite,CFCC)因具有高強度和沖擊韌性而成為重點研究對象[1]。磨削加工是CFCC加工的主要方式,由于CFCC內部復雜的纖維編織結構及增韌纖維的各向異性使其磨削力較大,因此探究CFCC磨削加工影響因素、減小磨削力以及提高磨削效率成為制造業的一個重要課題[2]。復合材料磨削力模型可用來預測CFCC加工過程中所需要的磨削力,從而可提高磨削效率,為其機械加工提供了一定的參考。
針對復合材料的磨削機理,國內外學者作了大量的研究:LI等[3]考慮砂輪磨粒與工件之間微小的相互作用,構建了磨削力的力學模型來預測典型階段的磨削力;ARDASHEV等[4]建立了一種基于砂輪工作表面實際情況的磨削力仿真模型,該模型考慮了砂輪磨粒與工作表面之間相互作用的隨機性以及工件材料變形阻力的大小;ZHANG等[5]構建了潤滑條件下的磨削力數學模型,該模型考慮了潤滑條件、材料去除以及塑性堆積機制,并通過實驗驗證了改進后模型的可靠性;AZIZI等[6]在考慮磨粒的幾何尺寸和密度的基礎上,建立了單顆磨粒磨削的磨削力模型,研究了不同參數對磨削力的影響;劉杰等[7]提出了2D-C/SiC摩擦層(表面)的磨削力理論公式,討論了磨削加工用量對磨削力和磨削力比的影響;張祥雷等[8]利用Deform-3D軟件建立了三維虛擬磨削仿真模型,并采用Lagrangian Incremental算法建立了基于多顆磨粒磨削仿真的磨削力預測模型;張飛虎等[9]對K9玻璃進行了磨削實驗,采用多元線性回歸擬合法得到了法向磨削力的經驗公式,為亞表面損傷深度預測模型提供了磨削力理論數據。綜上所述,國內外對單相材料的磨削力數學模型和力學模型研究較多,但關于復合材料磨削力模型的研究鮮有報道。
筆者設計并制備了單向C/SiC復合材料,采用金剛石砂輪對單向C/SiC復合材料進行特殊方向的磨削實驗,研究了砂輪轉速、磨削深度、進給速度對磨削力的影響;根據實驗數據,基于多指數擬合分析方法得到了沿纖維典型方向(法向、縱向、橫向)的磨削力數學模型;通過分析磨削力模型,揭示了復合材料磨削力的影響機制。
1 實驗設計
1.1 材料制備
由于CFCC內部具有復雜的編織結構以及纖維的各向異性,使得探究影響磨削力因素、建立磨削力模型更加困難,因此,必須將CFCC內部復雜的編織結構進行解耦。實驗所用的單向C/SiC陶瓷基復合材料是采用氣相沉積工藝(chemical vapor infiltration,CVI)制成的。表1為材料制備所用的碳纖維(T300)性能參數,本文設計的陶瓷基復合材料纖維的體積分數為40%。表2為SiC基體的性能參數。
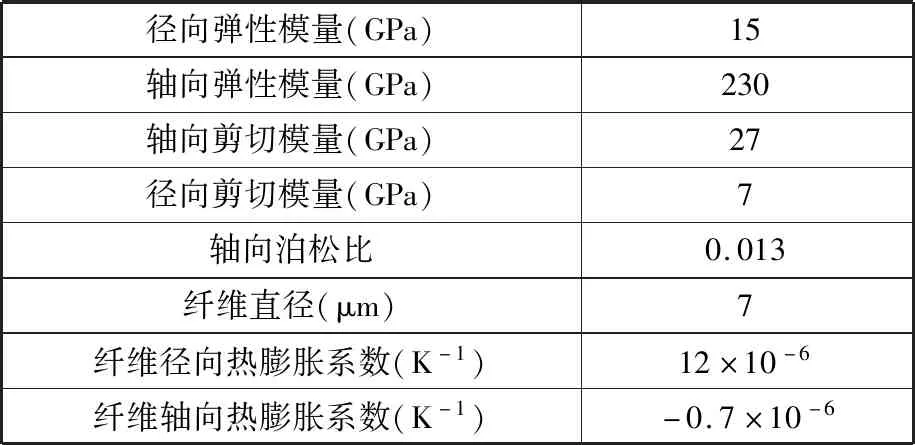
表1 碳纖維(T300)力學性能參數Tab.1 Mechanical properties of carbon fiber(T300)
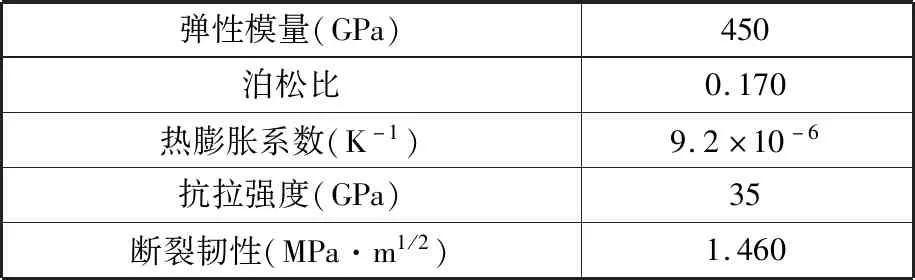
表2 SiC基體力學性能參數Tab.2 Material properties of the SiC matrix
圖1為單向C/SiC陶瓷基復合材料的制備模型圖,其中,方向1為復合材料沿纖維縱向磨削方向,方向2為沿橫向磨削方向,方向3為沿法向磨削方向。單向C/SiC復合材料制備過程如下:先固定碳纖維預制體,然后將丙烯作為反應氣體,將一層熱解碳(PyC)沉積在纖維表面作為界面層,界面層的厚度為0.1 μm,最后通過載氣(H2)將反應物CH3SiCl3引入反應室。單向C/SiC復合材料CVI制備工藝的更多細節可參見文獻[10]。

圖1 單向 C/SiC陶瓷基復合材料制備模型圖Fig.1 Model diagram of preparation for unidirectional C/SiC ceramic matrix composites
單向C/SiC復合材料按照纖維增韌方向具有法向、縱向、橫向的各向異性,實驗開始前,先用切片機在單向C/SiC復合材料上切下小長方體樣塊,其規格(長×寬×高)為:70 mm×40 mm×30 mm。圖2為制備完成的單向C/SiC復合材料試樣沿纖維法向的顯微形貌圖,同時采用阿基米德排水法可以測出基體之間的缺陷孔的孔隙率小于10%。

圖2 單向C/SiC陶瓷基復合材料顯微形貌圖Fig.2 The microscopic morphology of unidirectional C/SiC ceramic matrix composites
1.2 實驗儀器與方案
本實驗在平面磨床(MM7120)上進行,圖3所示為平面磨削實驗的原理。采用測力計(Kistler 9257A)測量磨削力,該測力計位于工件下方和磨削平臺上方。

圖3 平面磨削的實驗系統原理圖Fig.3 Schematic diagram of plane grinding experimental system
相關研究結果表明,C/SiC陶瓷基復合材料屬于典型的難加工材料[11],本文設計的平面磨削實驗參數見表3。實驗采用的砂輪類型為金剛石砂輪,并利用體積分數為5%的冷卻液來降低磨削溫度。平面磨削是逆磨和順磨反復進行的,即在砂輪走刀過程中,先采用一次逆磨的方式進給砂輪,再采用一次順磨的方式進給砂輪,如此反復進行。且上述兩種方式的磨削機制相似,因此,本文實驗均采用逆磨方式來研究復合材料的磨削力大小。

表3 平面磨削實驗參數Tab.3 The parameters of plane grinding experimental system
2 實驗結果分析
2.1 砂輪轉速、磨削深度對磨削力的影響
在進給速度保持為4 m/min的條件下,圖4a~圖4c所示分別為復合材料沿法向、縱向、橫向磨削時,砂輪轉速和磨削深度對磨削力的影響趨勢。可以看出,沿復合材料3個方向磨削時,法向磨削力和切向磨削力均隨著磨削深度的增大而增大;沿同一個方向磨削時,3 000 r/min轉速下的磨削力均明顯小于1 500 r/min轉速下的磨削力。
由圖4還可以看出,沿纖維不同方向磨削時,磨削力的大小各不相同,且磨削力大小遵循如下規律(從大到小):法向、縱向、橫向,造成這種現象有如下2個原因:①陶瓷基復合材料內部纖維方向的不同使得材料在不同方向的摩擦因數具有很大的差別,而摩擦因數會直接影響到磨削力的大小[12];②復合材料內部纖維各個方向的力學性能不同,導致復合材料的磨削力大小不同。

(a)沿法向磨削

(b)沿縱向磨削
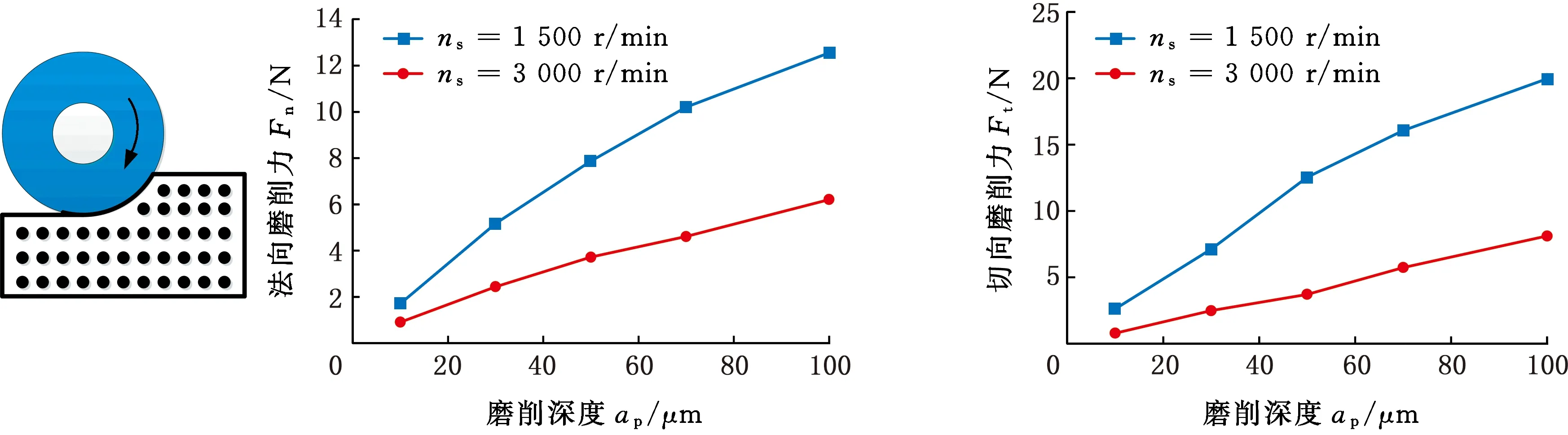
(c)沿橫向磨削圖4 砂輪轉速、磨削深度對磨削力的影響Fig.4 Effects of wheel speeds and grinding depths on grinding forces
2.2 進給速度對磨削力的影響
在砂輪轉速1 500 r/min、磨削深度100 μm的條件下,進給速度對復合材料磨削力的影響趨勢見圖5。可以看出,沿復合材料3個典型方向磨削時,隨著進給速度的增大,法向磨削力和切向磨削力均增大。這是因為隨著進給速度的增大,磨粒與材料間的相對接觸面積增大,進而導致最大未變形切屑厚度增大,最終引起磨削力增大。由圖5還可以看出,沿3種典型方向磨削時,磨削力從大到小依次為:法向、縱向、橫向。由于纖維具有各向異性,因此磨削力的增大是非線性的,其中沿法向磨削時,磨削力的增大幅度最大。

(a)法向磨削力

(b)切向磨削力圖5 進給速度對磨削力的影響Fig.5 Effects of feed speed on grinding force
2.3 復合材料平面磨削的磨削力模型
復合材料磨削過程中,由于纖維具有各向異性以及內部結構復雜,復合材料材料去除機理尚不明確,因此精確地確定磨削力與砂輪轉速、磨削深度及進給速度之間的關系極為困難。為確定磨削力與磨削參數之間的關系,本文建立了單向C/SiC復合材料磨削力經驗公式。
對沿復合材料纖維法向磨削的磨削力進行建模,磨削力經驗公式為冪指函數形式,設
(1)
式中,ε為經驗系數;γ1、γ2、γ3為與磨削參數相關的待定系數。
為便于數據處理,對式(1)等號兩邊取對數可得:
lgF=lgε+γ1lgns+γ2lgap+γ3lgvw
(2)
令
y=lgFx0=lgεx1=lgns
x2=lgapx3=lgvw
則式(2)可轉換為
y=x0+γ1x1+γ2x2+γ3x3
(3)
基于多元線性回歸分析和磨削實驗數據,依據式(3),利用MATLAB軟件可求解得到沿法向(方向3)磨削的磨削力經驗公式:
(4)
同理,求解得到沿縱向(方向1)磨削的磨削力經驗公式:
(5)
沿橫向(方向2)磨削的磨削力經驗公式:
(6)
2.4 磨削力模型分析
由表4可知,擬合得到的磨削力經驗公式的R2值均大于0.9,表明擬合出的磨削力經驗公式可較好地預測沿復合材料3個方向磨削的磨削力。由式(4)~式(6)可得沿復合材料3個方向磨削時,磨削力均與砂輪轉速成反比,與磨削深度、進給速度成正比。沿法向磨削的經驗系數明顯大于沿縱向、橫向磨削的經驗系數,表明沿法向磨削時磨削力最大,與前面實驗結論一致。

表4 磨削力經驗公式擬合優度Tab.4 Grinding force empirical formula goodness of fit
由模型中磨削參數的冪指數可得,單向C/SiC復合材料磨削過程中,沿復合材料法向磨削時,影響法向磨削力的因素從大到小依次為:砂輪轉速、進給速度、磨削深度;沿復合材料縱向、橫向磨削時,影響法向磨削力的因素從大到小依次為:進給速度、磨削深度、砂輪轉速。沿復合材料法向、橫向磨削時,影響切向磨削力的因素從大到小依次為:進給速度、砂輪轉速、磨削深度;沿復合材料縱向磨削時,影響切向磨削力的因素從大到小依次為:進給速度、磨削深度、砂輪轉速。
3 結論
(1)通過對編織結構的解耦,采用C/SiC復合材料平面磨削實驗研究復合材料的加工性能具有可行性。研究方法可為編織復合材料加工機理的研究提供一定的參考。
(2)陶瓷基復合材料屬于難加工材料,實驗結果表明:磨削參數對磨削力的影響較為顯著,其中磨削力隨著進給速度和磨削深度的增大而增大。此外,可通過提高砂輪轉速來減小磨削力。
(3)單向復合材料C/SiC沿典型方向磨削時磨削力出現了顯著差異,磨削力從大到小依次為:法向、縱向、橫向。這是因為纖維各向具有力學性能差異以及摩擦性能的不同,最終導致復合材料的宏觀磨削力有明顯的差別。
(4)基于單向C/SiC復合材料平面磨削實驗數據與多元指數型回歸分析方法,建立了復合材料3個方向磨削的磨削力模型。單向復合材料磨削力模型可較好地預測復合材料磨削過程中的磨削力,并得到了沿不同方向磨削時,影響各方向磨削力的因素順序。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05