PCBN微型銑刀的制備及應用*
2019-09-19 02:18:16臧文海
金剛石與磨料磨具工程 2019年4期
臧文海
(廈門金鷺特種合金有限公司, 福建 廈門 361100)
隨著科技的進步,航空航天、汽車等制造領域迅猛發展,使得高硬度、高強度、耐腐蝕鋼材得到廣泛的應用。典型的高強度鋼有軸承鋼、齒輪鋼和模具鋼等[1],其中用模具鋼制作的模具作為工業生產中重要的工藝裝備也得到了較大的發展[2]。 在世界模具產業中,中國模具的制造比例顯著提升[3]。由于模具鋼淬火后硬度可達50~65 HRC,加工難度較大。傳統加工工藝為淬火前通過切削工具粗加工,淬火后通過磨削和電火花加工來完成[4],但磨削與電火花加工效率低、成本高,且加工柔性差[5]。
隨著新一代高轉速、高功率機床的普及,以及超硬刀具與硬態切削工藝的發展[6],聚晶立方氮化硼(PCBN)刀具應用逐漸成為高強度金屬材料加工的一種新趨勢,加工時可以有效提高其加工效率,獲得較好的表面加工質量等[7-8]。由于PCBN刀具具有高硬度、高耐磨性、較好的導熱性、較低的摩擦系數,同時又具有優良的化學穩定性、熱穩定性及加工紅硬性[9],可以高效率、高壽命、穩定切削加工高硬度鋼材。
目前,PCBN刀具的制備技術主要有磨削加工、電解加工以及激光加工3種方式[10]。復雜刀型的超硬刀具,由于砂輪尺寸的局限性導致其無法被加工;而電解和激光加工可以有效解決此類復雜刀型刀具的制備問題。電解加工主要是通過放電腐蝕的方式去除材料,獲得的刀具刃口質量與磨削加工相當[11];激光加工是用聚焦后的激光束賦予刀具表面能量從而帶走刀具表面的熔融物質而完成加工的[12-13]。
根據PCBN微型銑刀的設計特點,分析了磨削加工、電解加工與激光加工的區別,制備了合格的PCBN微型球頭雙螺旋刃銑刀,刀具直徑0.1~1 mm;并用制作的刀具進行模具鋼切削加工實驗,獲得了滿足設計要求、高表面質量的模具產品。
1 PCBN微型銑刀的加工
PCBN刀具采用金剛石砂輪加工,其磨削原理如圖1所示。圖1中的砂輪往復震蕩磨削,砂輪與工件間的接觸壓力使氮化硼顆粒與砂輪中的金剛石顆粒接觸,以粘接、刻劃、摩擦、化學反應和表面斷裂等方式去除材料[4]。刀具刃口的質量受到砂輪粒度、磨削速度、磨削壓力等的影響,而其加工時間取決于刀具刃口的余量與磨削的進給速度等。一般加工后的刀具會經過鈍化處理,去除刃口的應力。
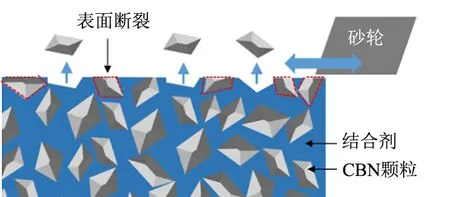
圖1 砂輪加工PCBN刀具磨削原理
PCBN刀具采用電解方法加工,其原理如圖2所示。圖2中的材料去除主要通過電極絲與工件間局部區域的脈沖放電來實現,其加工原理是通過等離子體壓縮通道的高溫使局部區域的被加工材料熔化與氣化,熔體在放電爆炸力作用下從熔池拋出,同時通過爆炸沖擊波產生的拉應力使CBN顆粒局部碎化而被去除[8]。由于CBN顆粒不導電,刀具的加工質量受到導電黏結劑分布的制約,刃口的質量同樣受到CBN材料粒度的約束。
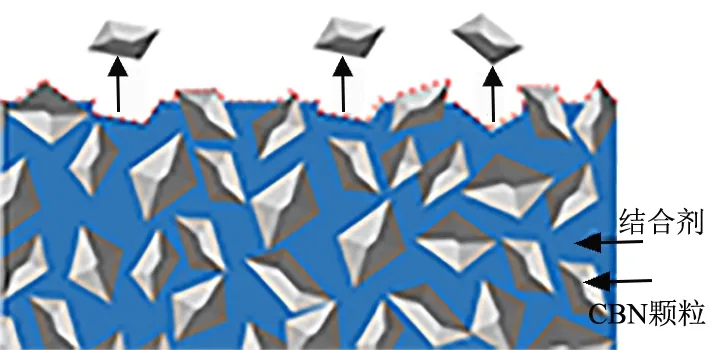
圖2 PCBN刀具電解加工原理
值得一提的是電解與磨削相結合的電解磨工藝,該工藝將電解與磨削集成在一臺加工設備中,首先通過電解進行成型加工,去除大部分加工余量,然后通過砂輪磨削進行精加工,最后加工出所需要的產品。
PCBN刀具激光加工原理如圖3所示。激光加工主要是將光束照射加工區域表面,能量被吸收并轉化為熱能使加工區域融化,隨著熱量被持續吸收,發生氣化、液化和液相爆破現象而帶走大顆粒熔融物質[9]。整個加工過程沒有受力接觸,加工質量與CBN顆粒大小無關,且通過激光頭或者工件擺動可加工復雜刃口刀具[10]。

圖3 PCBN刀具激光加工
2 PCBN刀具精加工實驗裝置及方案
采用日本牧野V35i機床進行實驗,機床主軸轉速最高40 000 r/min,功率16 kW,水基乳化液冷卻,加工精度0.001 mm。在高轉速下,PCBN刀具與被加工材料作用產生熱量,由于PCBN刀具具有良好的熱穩定性,而被加工材料在高溫條件下會發生軟化,軟化后的材料被耐高溫的PCBN刀具切削去除。用KEYENCE-VHX2000檢測設備放大500倍觀察刀具加工前和加工后的形貌。用三豐SV-3100粗糙度測量儀測量模具鋼半精加工及精加工后的表面粗糙度。
實驗時使用硬質合金刀具對材料硬度為50 HRC 的模具鋼開粗加工后,再通過硬質合金和PCBN微型銑刀分別對開粗后的工件表面進行仿形半精加工和精加工,分析實驗過程中PCBN刀具的性能與模具鋼的表面質量。模具鋼工件半精加工和精加工銑削參數如表1所示。
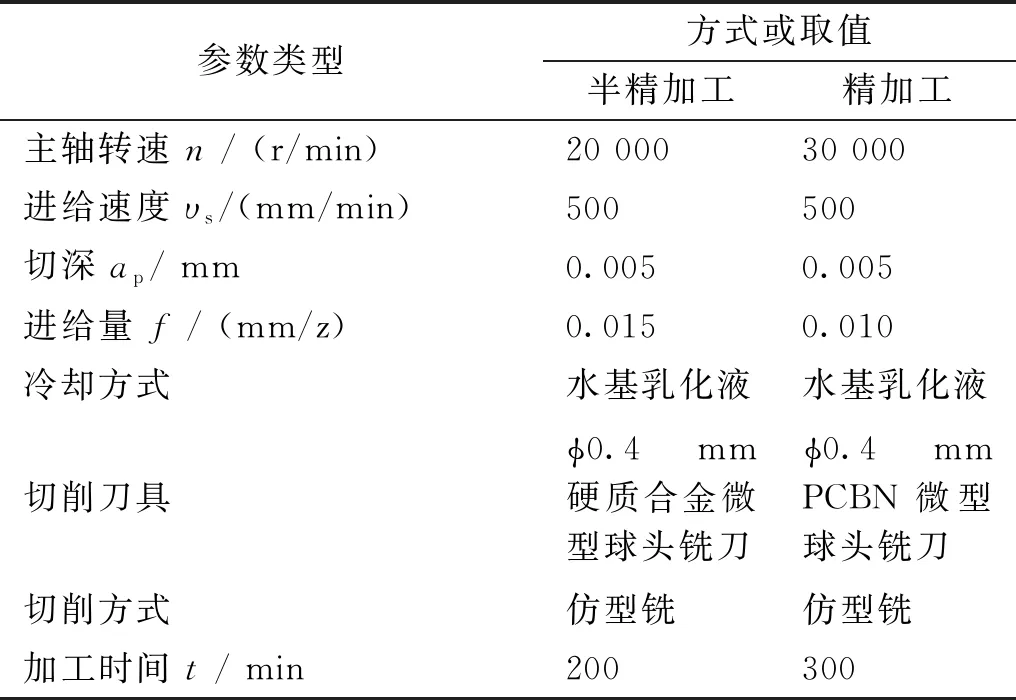
表1 模具鋼工件半精加工和精加工銑削參數Tab. 1 Semi-finishing and finishing milling parameters of die steel workpiece
3 實驗結果與分析
3.1 PCBN微型銑刀設計
制作的PCBN微型銑刀為球頭雙螺旋刃型設計,分別制作了直徑0.2、0.4、0.6及1.0 mm的微型銑削刀具,部分PCBN微型銑刀實物如圖4所示,刀具的底刃與周刃設計如圖5所示。
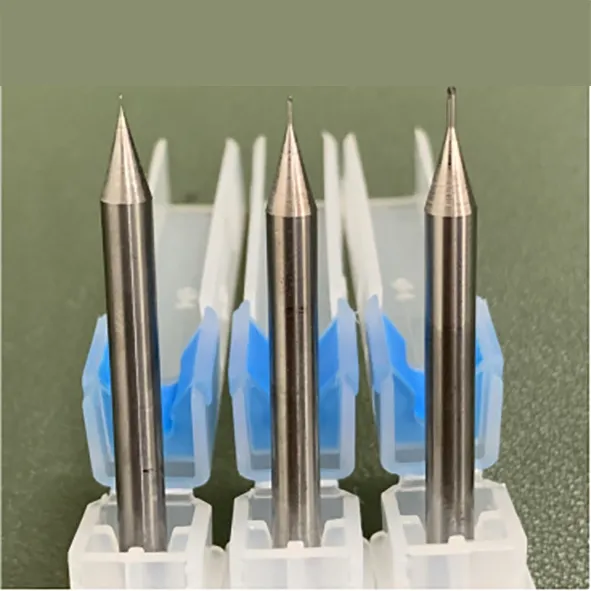
圖4 部分PCBN微型銑刀
圖5所示為S型螺旋雙刃設計的微型銑刀。其螺旋刃加工時3個方向的切削分力較小,切削平穩;大排屑槽配合S刃上各點不同的刃傾角,可使切屑沿著切削刃方向順利排出,有效防止切屑黏附在刀刃上。
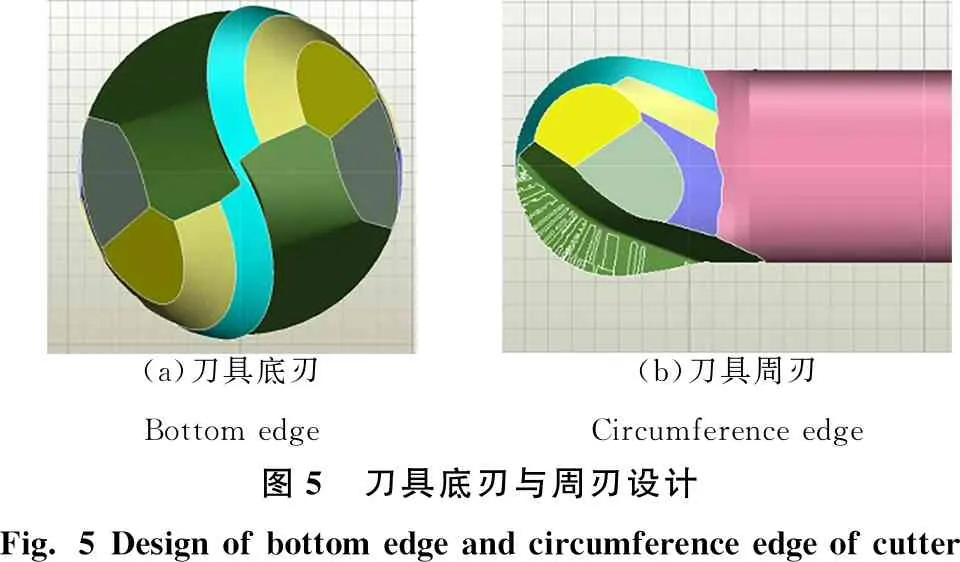
(a)刀具底刃(b)刀具周刃Bottom edge Circumference edge圖5 刀具底刃與周刃設計Fig. 5 Design of bottom edge and circumference edge of cutter
且微型銑刀頸部縮頸達3 mm,可進行深腔銑削。
3.2 微型銑刀切削實驗
PCBN微型銑刀底刃與側刃加工前的形貌如圖6所示。圖6中的刀具外觀完整,無明顯崩缺,且刃口質量完好。
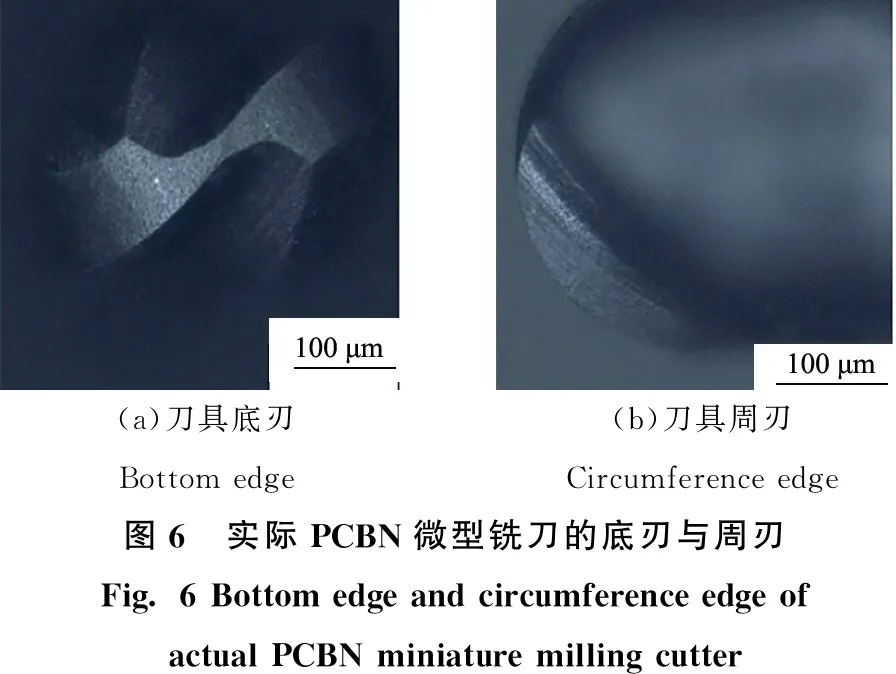
(a)刀具底刃(b)刀具周刃Bottom edge Circumference edge圖6 實際PCBN微型銑刀的底刃與周刃Fig. 6 Bottom edge and circumference edge of actual PCBN miniature milling cutter
加工時,在模具鋼開粗加工后,首先在表1參數下用直徑0.4 mm的硬質合金微型球頭銑刀半精銑削模具鋼;再用直徑0.4 mm的PCBN微型球頭銑刀仿形銑削模具鋼。半精加工及精加工后的表面粗糙度Ra如表2所示,最后分別取5次測量結果的平均值。
由表2可知:半精加工后的平均Ra值為0.137 μm,精加工后的平均Ra值為0.101 μm,較半精加工的降低了0.036 μm,滿足其最終加工表面Ra≤0.120 μm的要求。
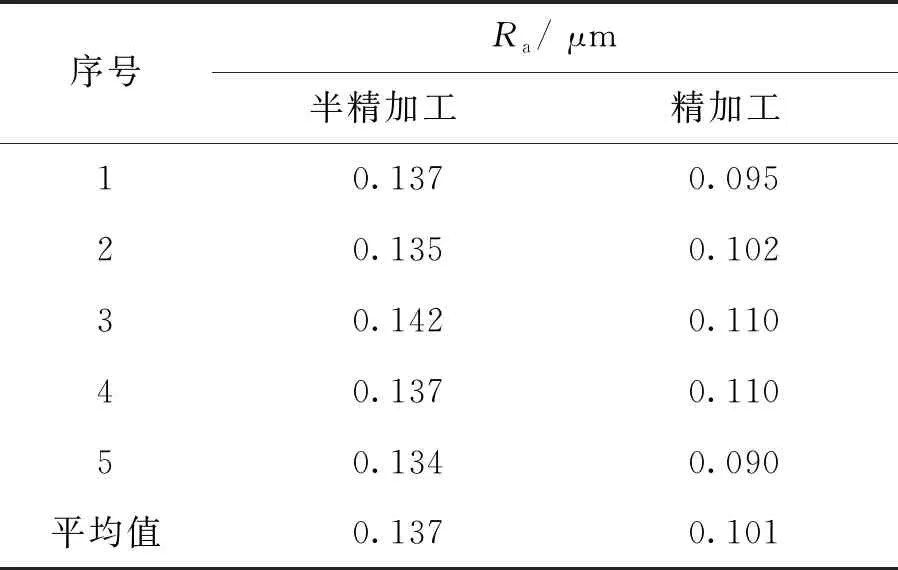
表2 精加工后的模具鋼表面 Tab. 2 Die steel surface after finishing
用數碼相機對模具鋼精加工后的表面拍照,如圖7所示。圖7中的模具鋼精加工后表面質量完好,無陰陽面,且表面粗糙度滿足其最終加工要求(表2)。
用PCBN微型銑刀對模具鋼連續加工300 min后,微型銑刀的底刃與周刃如圖8所示。圖8a中的刀具底刃只輕微磨損,但刃口處無崩口;由于切深只有0.005 mm,周刃基本不參與加工,故圖8b與圖6b的刀具周刃無差異。
圖7 精加工后的模具鋼表面
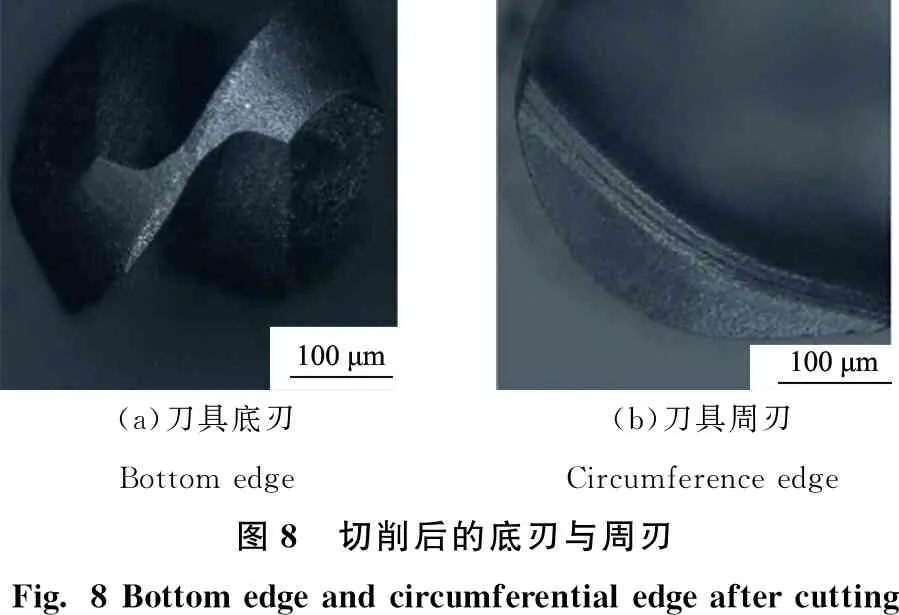
(a)刀具底刃(b)刀具周刃Bottom edge Circumference edge圖8 切削后的底刃與周刃Fig. 8 Bottom edge and circumferential edge after cutting
4 結論
對制作PCBN刀具的砂輪磨削、放電加工以及激光加工工藝進行分析,制備了頸部縮頸長度約3 mm,直徑0.2、0.4、0.6與1.0 mm的PCBN微型球頭雙螺旋刃銑削刀具,并用直徑0.4 mm的刀具加工硬度 50 HRC的模具鋼,得出如下結論:
(1)實驗制作的刀具外觀完整,刃口質量無崩缺。
(2)精加工后的模具鋼模具表面質量完好,表面粗糙度Ra為0.101 μm,較半精加工的降低0.036 μm,且無陰陽面,滿足其表面最終加工要求。
(3)刀具連續加工300 min后觀測刀具刃口,底刃只輕微磨損且刃口處無崩口,周刃無變化。