超高燒結(jié)壓力對低含量、細(xì)粒度PCBN使用性能的影響*
2019-09-19 02:18:16穆龍閣高會強(qiáng)王永峰王志起李鶴南雷來貴吳武山許本超
金剛石與磨料磨具工程 2019年4期
關(guān)鍵詞:檢測
穆龍閣, 高會強(qiáng), 王永峰, 王志起, 李鶴南, 雷來貴, 吳武山, 許本超, 2
(1. 鄭州磨料磨具磨削研究所有限公司, 鄭州450001) (2. 超硬材料磨具國家重點(diǎn)實驗室, 鄭州 450001)
立方氮化硼的硬度、耐磨性、導(dǎo)熱性僅次于金剛石,化學(xué)惰性優(yōu)于金剛石,在高溫下不易受鐵、鈷、鎳等金屬侵蝕,因此是加工黑色金屬最理想的材料[1]。
由于PCBN刀片在黑色金屬零件的加工中,具有高硬度、高耐磨性、高紅硬性、化學(xué)惰性和極高的耐用度(其耐用度為硬質(zhì)合金刀片的10倍以上,陶瓷刀片的5倍以上),而且加工后的工件具有良好的尺寸精度、粗糙度,可以實現(xiàn)以車代磨,因此大量用于自動機(jī)床、數(shù)控機(jī)床以及自動生產(chǎn)線上[2]。據(jù)國內(nèi)外市場分析,PCBN刀片占整個刀片市場的8%以上,并以每年10%以上的速度遞增。國際市場的需求量約每年70億美元,其中中國市場大約4億美元。雖然我國研究與制造PCBN材料已有40余年,但基礎(chǔ)關(guān)鍵技術(shù)研究及原材料制備工藝落后,高性能PCBN復(fù)合片仍然有80%左右要從日本住友電工、瑞典山高、英國元素六等公司進(jìn)口,因此,相關(guān)研究在我國有很大的進(jìn)步空間。
用來加工淬火鋼的低含量PCBN刀具,加工過程中容易出現(xiàn)崩口、破損現(xiàn)象,制成的刀具耐用度低,加工線速度、吃刀深度、走刀量都較低,嚴(yán)重影響了淬火鋼的加工質(zhì)量和加工效率。常規(guī)生產(chǎn)此類PCBN的燒結(jié)壓力基本在6 GPa以下,嚴(yán)重影響PCBN復(fù)合片的性能。本試驗采用桂冶重工鉸鏈?zhǔn)搅骓攭簷C(jī),優(yōu)化葉蠟石塊制成工藝、組裝塊結(jié)構(gòu),提高PCBN燒結(jié)壓力,以研究不同梯度燒結(jié)壓力(5.66~7.56 GPa)對低含量PCBN復(fù)合片性能的影響。
1 試驗
1.1 試驗材料
試驗材料為CBN微粉(粒度尺寸<1 μm,純度為99.9%),金屬、陶瓷結(jié)合劑(粒度尺寸<1 μm)。CBN微粉和結(jié)合劑的質(zhì)量分?jǐn)?shù)各占50%進(jìn)行配料,均勻混料后,和硬質(zhì)合金一起裝填到難熔杯中,液壓機(jī)冷壓之后,和其他組裝件一起組合成組裝塊。
六面頂壓機(jī)采用高精度控溫控壓系統(tǒng),壓力控制精度0.01 MPa,電壓控制精度0.001 V,功率控制精度0.001 kW。系統(tǒng)主界面主要分4個區(qū)域:實時測量顯示區(qū)域可顯示系統(tǒng)設(shè)置參數(shù)和實時壓力、電壓、二次電壓、二次電流、電阻、功率等參數(shù);主菜單區(qū)域可以查詢歷史記錄、工藝曲線編制、參數(shù)設(shè)置;常用信息顯示區(qū)域可顯示運(yùn)行時間、運(yùn)行狀態(tài)、閥體工作狀態(tài)等;工藝曲線顯示區(qū)域可顯示設(shè)定的工藝曲線和實時采集曲線(電壓、電流、電阻、功率、壓力)。通過這套系統(tǒng),能夠精準(zhǔn)控制PCBN的燒結(jié)工藝。
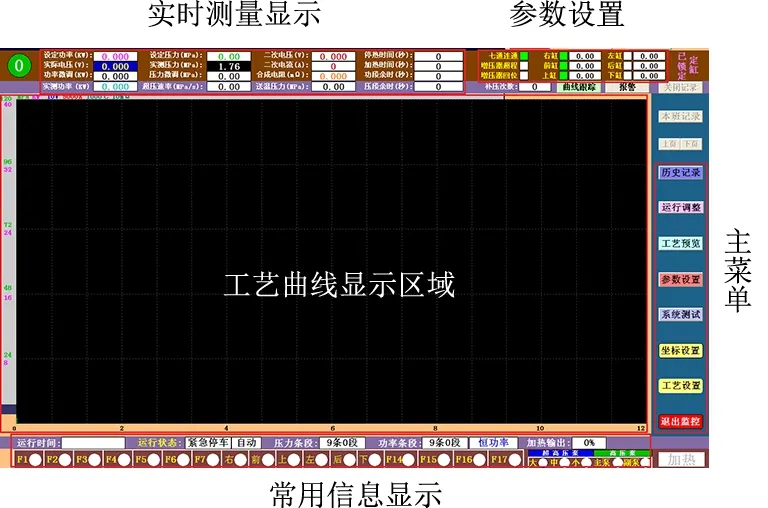
圖1 高精度控溫控壓系統(tǒng)主界面
試驗中,用粉末冶金技術(shù)在高溫高壓下合成PCBN復(fù)合片。高壓腔壓力分6個梯度,分別為5.66 GPa、6.04 GPa、6.42 GPa、6.80 GPa、7.18 GPa、7.56 GPa,不同的試驗條件下只調(diào)整最高壓力值,升壓段和降壓段由高精度控溫控壓系統(tǒng)自動生成,溫度范圍1 550~1 650 ℃,合成時間600 s,7.56 GPa壓力的合成工藝如圖2所示。
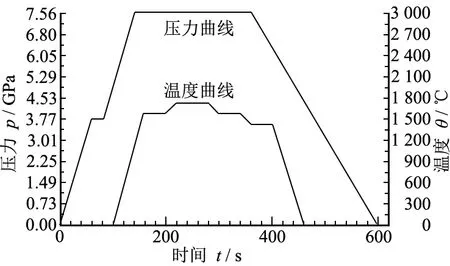
圖2 7.56 GP壓力下PCBN的合成工藝
采用缸徑650 mm的六面頂壓機(jī),大墊塊、小墊塊、鋼環(huán)、硬質(zhì)合金頂錘經(jīng)過特殊計算設(shè)計,以保證6個頂錘的對中度,降低錘耗,也降低超高壓泵的連續(xù)工作時間,提高整機(jī)的安全性并延長使用壽命。
葉蠟石塊6個面采用增壓墊,當(dāng)6個活塞同步前進(jìn)時,6個頂錘壓縮中心的葉蠟石組裝塊形成溢流楔形飛邊而自行密封,使高壓腔中產(chǎn)生超高壓力p。超高壓力p可按下式計算:
(1)
式中:F為壓機(jī)單缸壓力,S為高壓腔橫切面積,η為壓機(jī)壓力的有效利用率。根據(jù)圖3的組裝結(jié)構(gòu)[3],組裝塊的6個面各有一片增壓墊,η取經(jīng)驗值60%。
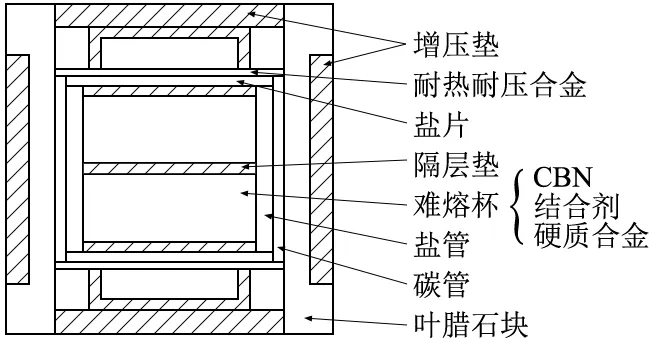
圖3 PCBN組裝圖
1.2測試
(1)用自定義的快速磨耗比檢測方法測量樣品的體積磨耗比;(2)用美國司諾超聲掃描顯微鏡sonoscan-D9600檢測樣品平整度和內(nèi)部缺陷;(3)用美國FEI INSPECT S50掃描電鏡分析樣品的微觀結(jié)構(gòu);(4)樣品做成成品刀具CCMT120404與住友電工BNX20、元素六DCC500刀具在數(shù)控車床LGMazak-QTN200ⅡMSL上進(jìn)行車削試驗對比,用日本基恩士超景深三維數(shù)碼顯微鏡KEYENCE VHX-2000檢測刀尖磨損情況。
2 試驗結(jié)果與討論
2.1 體積磨耗比
傳統(tǒng)磨耗比檢測是質(zhì)量磨耗比,檢測過程耗時、費(fèi)力,對檢測環(huán)境和檢測儀器要求較高,在實際生產(chǎn)中難以快速響應(yīng)。體積磨耗比檢測法對檢測環(huán)境和檢測設(shè)備要求不高,過程簡便、快速,不需要感量為0.001 mg的電子天平,也不必對測試樣品進(jìn)行消磁,以及嚴(yán)格的清洗與干燥,從而大大縮短了檢測時間,減少了測量誤差。檢測方式如圖4所示。
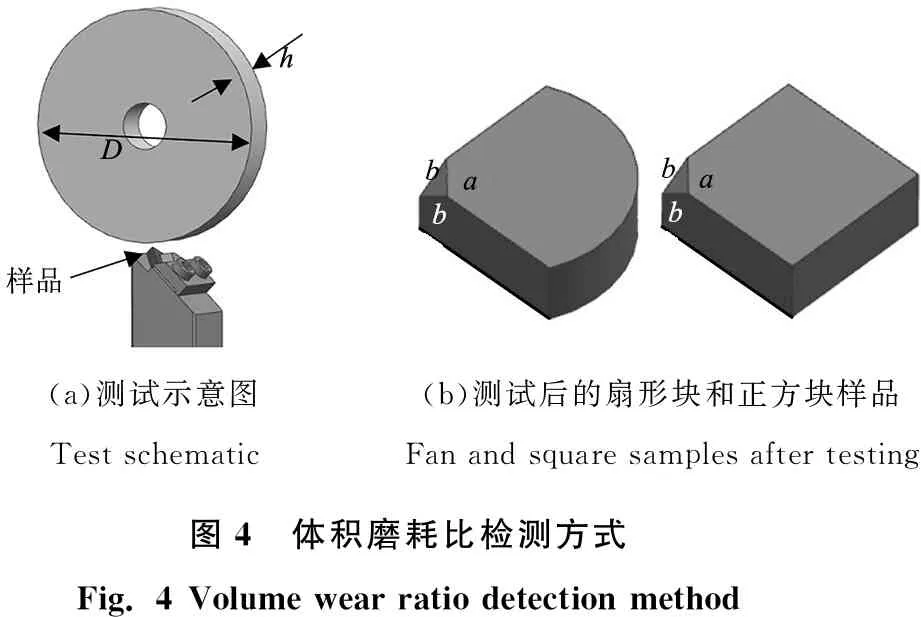
(a)測試示意圖Test schematic(b)測試后的扇形塊和正方塊樣品Fan and square samples after testing圖4 體積磨耗比檢測方式Fig. 4 Volume wear ratio detection method
圖4a為測試示意圖,砂輪為標(biāo)準(zhǔn)測磨耗比用碳化硅砂輪,直角扇形或正方塊樣品以角向上空間45°裝夾在工裝上,砂輪的初始直徑D1,磨損后直徑D2;圖4b為測試后的試塊,可以視為長方體一個角被空間45°斜切,a、b為試塊被砂輪磨削后的三角形的邊長。用工具顯微鏡測量a和b的長度,用下式計算體積磨耗比Q:
(2)
Q值大磨耗比高,Q值小磨耗比低。
圖5是不同壓力下所制樣品的體積磨耗比檢測結(jié)果。從圖5中可以看出:壓力提高,樣品體積磨耗比隨之提高;7.18 GPa和7.56 GPa壓力下樣品的體積磨耗比相當(dāng),較5.66 GPa下的提高約35%,這充分證明提高燒結(jié)壓力能夠提高PCBN的耐磨性。
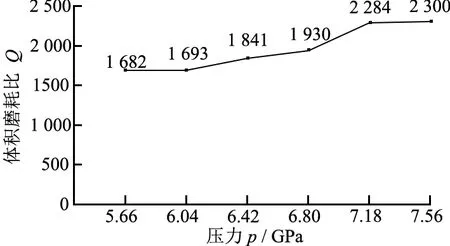
圖5 不同壓力下樣品體積磨耗比檢測結(jié)果
2.2超聲掃描顯微鏡檢測
PCBN復(fù)合片使用時需采用激光或電火花線切割加工成相應(yīng)形狀、尺寸的刀尖,為了保證刀尖的品質(zhì)良好,要求CBN層厚度均勻,無分層、裂紋。超聲掃描顯微鏡在斷層掃描模式下能夠同時無損檢測出同一片樣品的CBN層厚度和內(nèi)部缺陷,具有典型缺陷產(chǎn)品的超聲掃描結(jié)果如圖6所示,其中,厚度檢測結(jié)果以彩色圖像顯示,結(jié)合對照圖判斷厚度;內(nèi)部缺陷以黑白圖像顯示。圖6a和圖6c為彩色圖像,根據(jù)下方彩色尺度條判斷CBN層厚度分布。圖6a樣品厚度0.76~0.88 mm,且0.86 mm厚度分布區(qū)域較多;圖6c樣品厚度0.72~0.88 mm,中間厚四周薄,且變形量較大。圖6b、圖6d黑白圖像中的黑灰陰影,分別顯示典型的分層和裂紋特征。
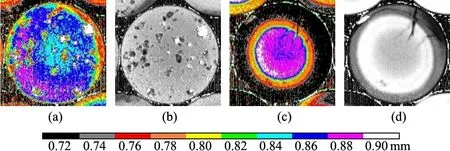
(a)平整度(b)內(nèi)部分層 (c)平整度(d)內(nèi)部裂紋
圖7為試驗所得樣品的超聲掃描檢測結(jié)果,由于產(chǎn)品的配方、組裝結(jié)構(gòu)、燒結(jié)工藝等較為成熟,沒有出現(xiàn)分層、裂紋等內(nèi)部缺陷,但是CBN層的厚度一致性較差。圖7a的CBN層0.76~0.86 mm,左下側(cè)有部分0.76 mm紅色區(qū)域,0.82 mm綠色區(qū)域偏右,樣品平整度較差;圖7b的CBN層0.76~0.86 mm,0.80~0.82 mm厚度區(qū)域較大且集中在中心部位,厚度分布較圖7a的更均勻;圖7c的CBN層0.82~0.86 mm,厚度差縮小,但是厚度分布不均勻;圖7d的CBN層0.80~0.86 mm,雖然厚度差依然較大,但厚度分布較均勻;圖7e的CBN層0.80~0.86 mm,0.80~0.82 mm區(qū)域占比較大,平整度較好;圖7f的CBN層0.80~0.86 mm,90%的區(qū)域是0.80~0.82 mm,厚度分布均勻,平整度最好。
由圖7可以看出:燒結(jié)壓力升高,樣品的平整性提高。這可能是在較高的燒結(jié)壓力下整個高壓腔趨于熱等靜壓狀態(tài),從四周到中心的壓力梯度和溫度梯度減小所致。這表明,提高燒結(jié)壓力有助于提高CBN層的平整度。

(a) 5.66 GPa(b) 6.04 GPa(c) 6.42 GPa(d) 6.80 GPa(e) 7.18 GPa(f) 7.56 GPa圖7 超聲掃描檢測平整度和缺陷Fig. 7 Ultrasonic scanning to detect flatness and defects
2.3 樣品掃描電鏡分析
PCBN在超高壓燒結(jié)過程中,結(jié)合劑與CBN顆粒重排,孔隙被均勻填充,結(jié)合劑與CBN之間相互鍵合,形成了致密的鍵聯(lián)作用。樣品拋光后的電鏡檢測如圖8所示。圖8中的CBN層組織均勻一致,沒有空洞、團(tuán)聚等現(xiàn)象。5.66 GPa的樣品襯底和CBN層界線很明顯(圖8a),微觀結(jié)構(gòu)沒有變化。隨著壓力提高,CBN顆粒有較為明顯的破碎重排現(xiàn)象,從6.80 GPa(圖8d)開始,襯底和CBN層的結(jié)合面處顆粒有破碎、相互滲透的現(xiàn)象,特別是7.56 GPa(圖8f)的結(jié)合面, 相互滲透的現(xiàn)象更為明顯,這使得結(jié)合面處組織更為致密均勻,復(fù)合層的結(jié)合強(qiáng)度更高。這可能是更高的壓力和溫度,可以給物質(zhì)運(yùn)動提供更高的能量,使其活性增強(qiáng),能夠促進(jìn)物質(zhì)向低濃度方向更多的擴(kuò)散[5]。這表明,更高的壓力能夠提高PCBN結(jié)合面的強(qiáng)度,減少分層、裂紋的發(fā)生。
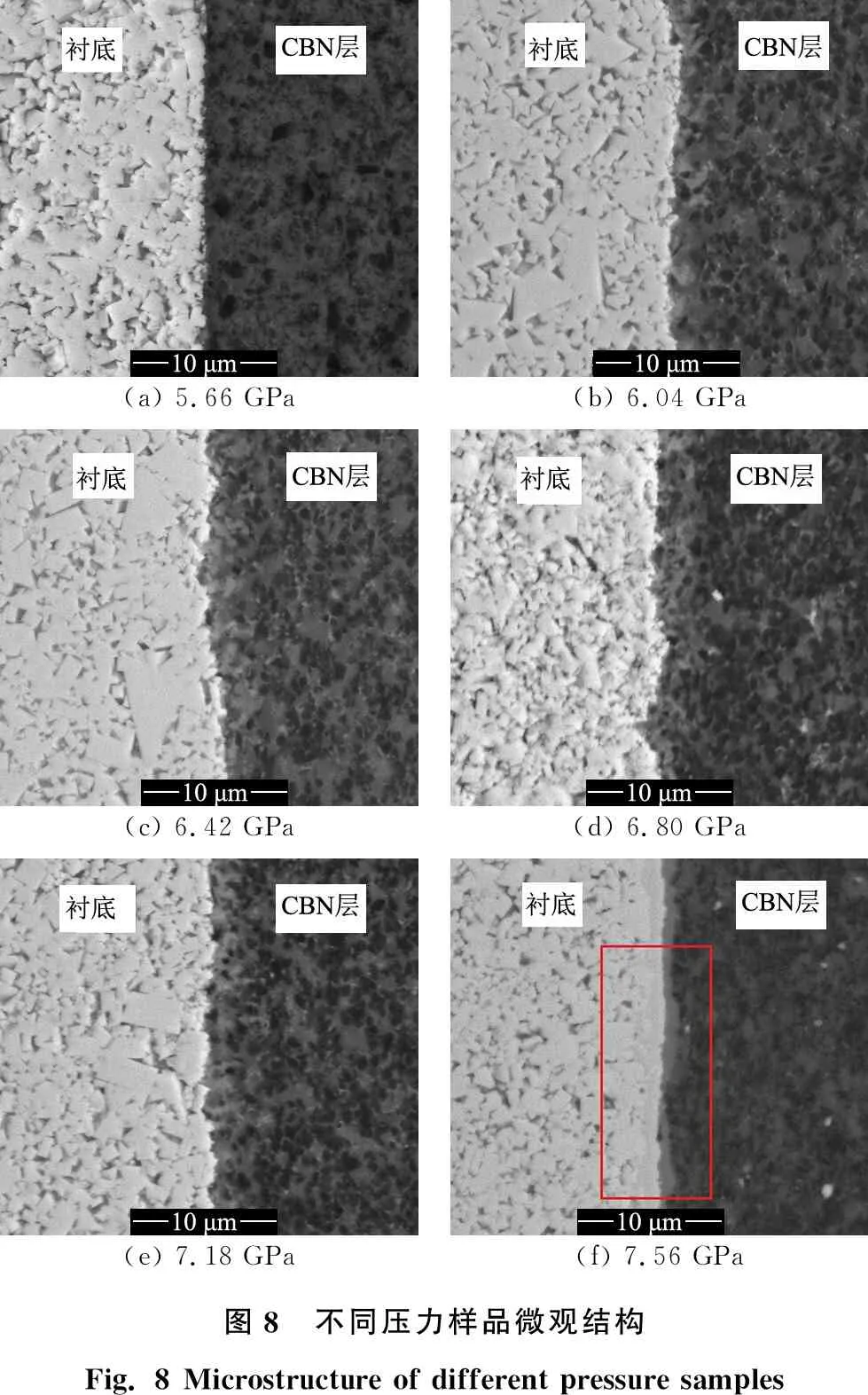
(a) 5.66 GPa(b) 6.04 GPa(c) 6.42 GPa(d) 6.80 GPa(e) 7.18 GPa(f) 7.56 GPa圖8 不同壓力樣品微觀結(jié)構(gòu)Fig. 8 Microstructure of different pressure samples
2.4 樣品切削試驗
PCBN只有做成成品刀具進(jìn)行切削試驗之后,才能最終確定其產(chǎn)品性能。試驗選取日本住友電工的BNX20和英國元素六的DCC500作對比,將各PCBN材料制成CCMT120404外圓車刀進(jìn)行車削試驗。機(jī)床:數(shù)控車床;工件:GCr15,58~62 HRC,φ100 mm×200 mm;切削參數(shù):切削速度vc=130 m/min,進(jìn)給量f=0.1 mm/r,背吃刀量ap=0.15 mm,每種樣品切削2 000 m后檢測刀尖磨損情況[6]。
切削試驗結(jié)果如圖9所示。6種試驗刀具都沒有出現(xiàn)崩刃現(xiàn)象,說明樣品的韌性能夠滿足使用要求;5.66~6.80 GPa樣品刀尖出現(xiàn)月牙洼磨損,說明PCBN強(qiáng)度較低,耐磨損性較差,隨著燒結(jié)壓力升高,磨損的面積逐漸減小(圖9a~圖9d所示),這與體積磨耗比檢測結(jié)果是吻合的,說明體積磨耗比檢測能夠反映PCBN的耐磨損性能;更高壓力的7.18 GPa和7.56 GPa沒有月牙洼磨損,是正常的機(jī)械磨損(圖9e、圖9f所示),說明提高壓力能夠較為明顯地提高PCBN的耐磨損性能。對比圖9e~圖9h可以看出:超高燒結(jié)壓力7.18 GPa下的刀尖磨損量436 μm×131 μm和7.56 GPa下刀尖磨損量549 μm×121 μm與元素六DCC500的411 μm×142 μm及住友電工的402 μm×108 μm十分接近,說明其耐磨損性能接近。
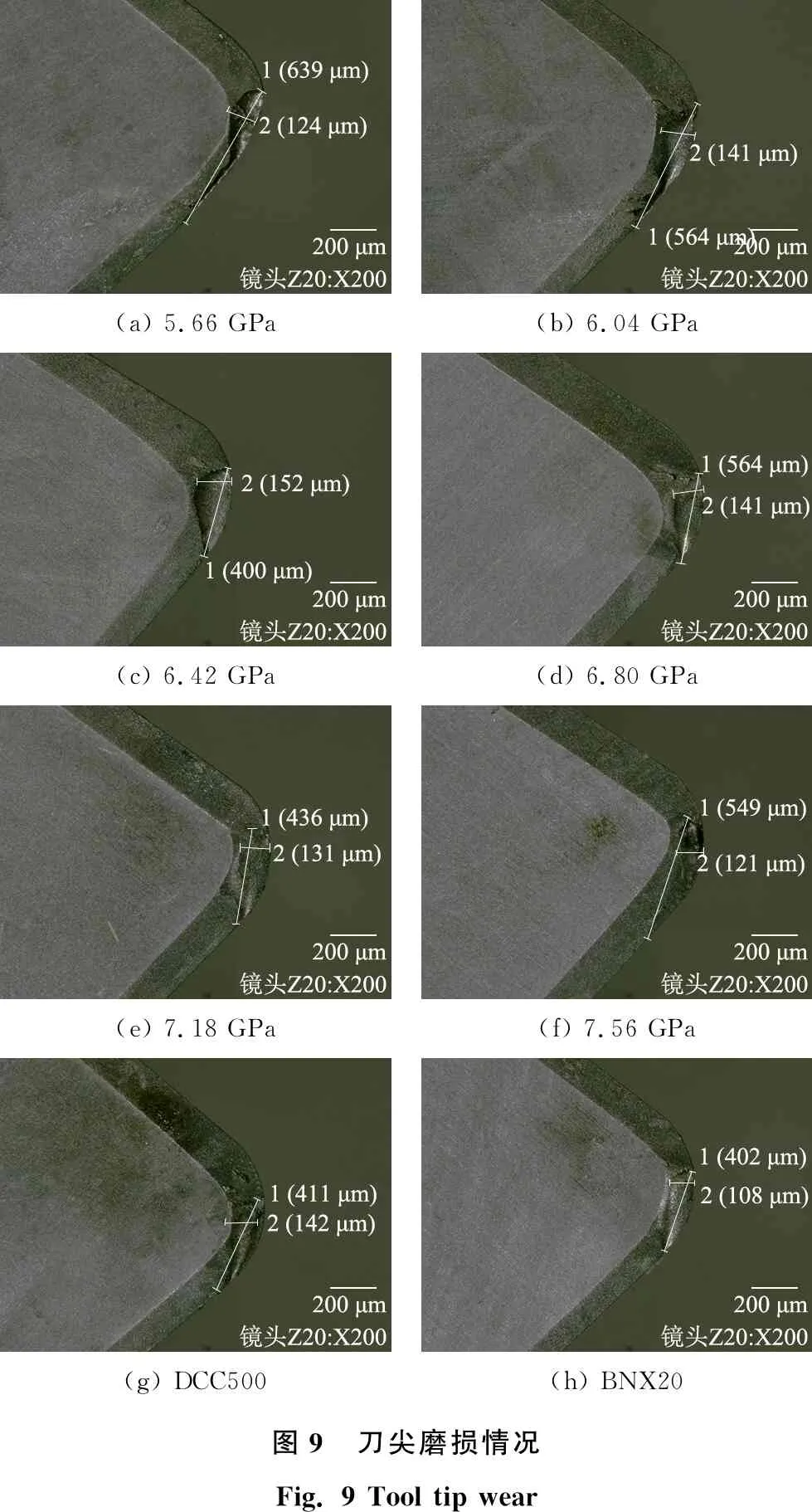
(a) 5.66 GPa(b) 6.04 GPa(c) 6.42 GPa(d) 6.80 GPa(e) 7.18 GPa(f) 7.56 GPa(g) DCC500(h) BNX20圖9 刀尖磨損情況Fig. 9 Tool tip wear
3 結(jié)論
(1)超高燒結(jié)壓力能夠使CBN顆粒破碎重排,促進(jìn)組織致密化,提高PCBN的韌性和耐磨性。
(2)在超高壓力7.18 GPa和7.56 GPa下,PCBN樣品的平整性較好,CBN厚度差較小,產(chǎn)品在切割中的利用率較高。
(3)提高壓力,硬質(zhì)合金基體和CBN層的結(jié)合面逐漸出現(xiàn)一種“相互滲透擴(kuò)散”的現(xiàn)象,使結(jié)合面處組織更為致密均勻;繼續(xù)升高壓力,PCBN性能有望進(jìn)一步提高。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48