雙管板U型換熱器制造加工工藝
2019-09-10 07:22:44越海濤康聰聰朱明霞
河南科技 2019年19期
越海濤 康聰聰 朱明霞
摘 要:雙管板U型換熱器的加工制造存在一定的難度。因此,本文從材料定制、筒體制造、管束安裝、無損檢測等方面對其制造過程進行研究,明確雙管板換熱器加工制造的質量控制點,以期為相關學者的研究提供借鑒。
關鍵詞:雙管板;U型換熱器;筒體制造;管束脹接
中圖分類號:TQ051.5 文獻標識碼:A 文章編號:1003-5168(2019)19-0067-03
Abstract: There are some difficulties in the manufacture of U-type heat exchanger with double tubesheets. Therefore, this paper studied the manufacturing process from the aspects of material customization, tube body manufacturing, tube bundle installation, non-destructive testing and so on, and clarified the quality control points of the processing and manufacturing of double tube sheet heat exchanger, in order to provide reference for the research of relevant scholars.
Keywords: doubletubesheets;U-typeheat exchanger;the manufacturing of the shell;the expansion of tube bundles
換熱器是在石油化工、煤化工、食品加工等諸多行業中廣泛使用的傳熱設備,管程介質在管箱及換熱管內流動,通過與換熱管外的殼程介質接觸達到傳熱的目的,其管程和殼程介質嚴禁混合。若管程和殼程介質混合,會引起燃燒或爆炸、嚴重腐蝕、限制化學反應等[1]。
雙管板換熱器又分為雙管板U型管換熱器和雙管板固定管板換熱器。雙管板U型管換熱器有一個管箱,只有2塊管板,與雙管板固定管板換熱器相比泄漏點減少,保障了設備穩定高效運行,同時殼程水壓試驗后比較容易烘干。但是,該換熱器一程中兩介質流動方向為逆向,另一程中兩介質的流動方向為順向,故傳熱系數不高,因此,常用于殼程需要經常清洗、殼程和管程溫差較大以及換熱面積不大的工況。雙管板固定管板換熱器有前后2個管箱,因此,有4塊管板,泄漏點較多,不利于設備的穩定運行,同時殼程烘干也比較困難。由于管程及殼程中兩種介質的流動方向全為逆流,傳熱系數較高,因此,在管殼程介質要求嚴格隔離的大型換熱器中得到廣泛應用[2]。
雙管板換熱器主要用于高溫、高壓、有毒、強腐蝕性等工況,因此其對制造要求很高。本文以用于某精細化工企業的一臺雙管板U型管換熱器(Ⅱ/D2類)為例,介紹加工及制造過程中的難點及控制點。
1 設計參數
管程設計壓力:4.0MPa;設計溫度:450℃;介質:高壓蒸汽。殼程設計壓力:0.67MPa;設計溫度:300℃;介質:導熱油。隔離腔設計壓力:0.75MPa;設計溫度:300℃;介質:空氣。換熱管:Φ25mm×3mm;材質:S30408。管箱尺寸:DN1 300;[δ]=28mm;材質:15CrMoR/15CrMoⅢ(Ⅳ)。殼程尺寸:DN1 300mm;[δ]=14mm;材質:Q345R/20Ⅱ。隔離腔尺寸:DN1 300mm;[δ]=22mm;材質:S30408/S30408Ⅲ。
2 設備選材
雙管板設計時,要求換熱管的硬度比管板的硬度低30HBW左右[3],以保證良好的脹接性能。本臺換熱器的換熱管及內、外管板材質均為S30408,S30408[《鍋爐、熱交換器用不銹鋼無縫鋼管》(GB 13296—2013)]換熱管硬度為≤187HBW,而S30408鍛件[《承壓設備用不銹鋼和耐熱鋼鍛件》(NB/T 47010—2017)硬度為139~192HBW。為使管板和換熱管的強度相匹配,首先在采購時對硬度加以要求,管板制造時需反復墩粗、拔長,保證交貨狀態未固溶處理狀態,管板硬度控制在164~167HBW,超聲檢測合格。此外,對換熱管強度脹接部分進行處理以降低其硬度,換熱管從管端1 100mm范圍內,硬度控制在118~121HBW。換熱管直段的外表面要光滑,不允許存在褶皺、劃傷、凹坑等缺陷;換熱管采用高精度冷拔管,嚴格控制管孔與換熱管的徑向間隙,采用特殊緊配合,用最小間隙來彌足管板與換熱管的無硬度差,以此保證脹接質量。
3 筒體成型
筒體單節長度的確定在考慮板寬的基礎上,還要充分考慮筒體的開孔位置,焊縫應避開開孔位置。所有筒體縱、環縫打磨平齊,筒體橢圓度≤5mm。
焊前應清除坡口及其周圍25mm范圍內的油污、水分、鐵銹等雜質,焊接過程中需要清除層間焊渣,焊后去渣皮、飛濺,并控制層間溫度。
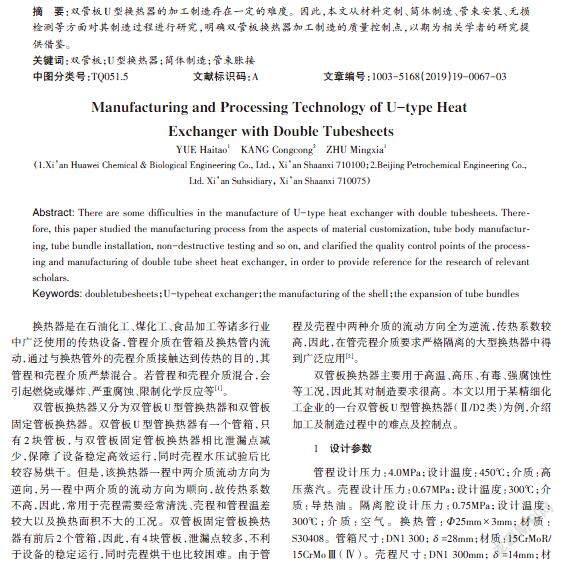
由于管箱材質為15CrMoR,容易產生焊接延遲裂紋,同時厚度較厚,其焊接質量直接影響著整臺設備的質量,是質量控制的關鍵點之一,因此重點對管箱筒體的焊接進行介紹。管箱筒體對接接頭焊接如圖1所示,焊接工藝參數見表1。
管箱筒體坡口需要在焊前按照《承壓設備無損檢測 第3部分:超聲檢測》(NB/T 47013.3—2015)進行100%磁粉檢測,Ⅰ級合格,以消除表面及近表面的缺陷。為了降低焊接過程中的應力,焊前需要將筒體預熱至150℃。為了避免氫致裂紋,焊后在300℃進行消氫熱處理。此外,對管箱進行整體熱處理,以消除焊接殘余應力。為保證設備法蘭的密封性,設備法蘭密封面凹槽需要在熱處理后再進行精加工。焊接過程中平穩操作,嚴格按照焊接參數進行焊接,不允許存在咬邊、夾渣、氣孔、弧坑等焊接缺陷,同時控制焊縫余高e1≤1.7,e2≤1。
4 管束組裝
管束組裝前,首先要檢查管板、折流板、換熱管是否符合要求,尤其是其表面和管板、折流板內孔是否光滑和無毛刺、無劃傷;對管孔用丙酮進行擦洗,除油、灰等雜質;對換熱管直段1 200mm范圍內用丙酮擦洗,除油、灰雜質。
管束組裝時,不允許強力組裝,以免劃傷換熱管;筒體環縫焊完之后再焊外脹側管頭,外側管頭采用強度焊+貼脹,注意控制焊接變形。最后進行內側管板的脹接,整個脹接過程中管束不允許轉動。
內側管板的脹接采用液壓脹[4],脹接壓力選用及計算方法如下[5,6]。
①根據換熱管、管板材料及脹接幾何參數等實際情況,按式(1)計算脹管壓力:
(1)
[其中,σSt]為換熱管材料的屈服應力(MPa);[Ft]為考慮脹管兩側換熱管影響的內壓放大系數[見式(2)][;k]為換熱管的外、內徑之比[見式(3)][; l]為脹管區長度。
(2)
(3)
②管子與管板開始產生殘余應力的最小脹管壓力(MPa)為:
(4)
其中,[Fp]為考慮脹管管板影響的內壓放大系數[見式(5)];[k1]為慮周圍管橋影響后的換熱管外、內徑之比[見式(6)]。式(5)和式(6)中,[H]為換熱管中心距;[D]為管板孔徑。
(5)
(6)
③管板內壁開始塑性變形的脹管壓力:
(7)
其中,為管板材料的屈服應力(MPa)。
分別代入換熱管和管板的屈服應力及相關參數,得出[Pmin]=255~280MPa,[Pmin]=328~337MPa。
按照上述計算的脹接壓力值,取交集,該產品的脹接壓力范圍確定為280~328MPa。
由于該設備的換熱管、管板材質均為S30408,脹接后存在變形延遲和反彈,因此,將脹管保壓時間由常規的3s變為6s,并按下述壓力設置試驗件。280MPa:4根;290MPa:2根;300MPa:4根;310MPa:2根;320MPa:4根;330MPa:4根。
脹接后,以1.15MPa水壓對換熱管進行檢漏,均合格。結合實際情況,最終選擇280MPa壓力對產品進行脹接,同時保證脹接位置準確,在脹桿上增加定位套。脹接長度見圖2,脹接后的換熱管見圖3。
強度脹后進行滲透檢測,滲透檢測合格后以1.15MPa壓力對隔離腔進行水壓試驗,以檢驗換熱管的脹接質量,最終保證換熱器的制造質量。
5 無損檢測
管箱筒體材料為鉻鉬鋼,介質為高壓蒸汽,溫度較高,容易產生氫脆,因此,管箱所有的A、B、D類焊縫的坡口及兩側在焊前應按《承壓設備無損檢測 第3部分:超聲檢測》(NB/T 47013.3—2015)進行100%磁粉檢測,Ⅰ級合格。同時,在焊后24h后、管箱整體熱處理之后以及水壓試驗后,都應按《承壓設備無損檢測 第3部分:超聲檢測》(NB/T 47013.3—2015)進行100%超聲檢測,Ⅰ級合格,檢測技術等級為B級;并附加100%磁粉檢測,Ⅰ級合格。設備上所有的焊縫按技術要求進行100%磁粉或滲透檢測。
6 結論
雙管板U型換熱器與普通換熱器相比,多了一個隔離腔,換熱管需要多次穿過管板,因此重點在于換熱管與管板的連接,其質量直接影響整體換熱器的效果。通過對設備材料選擇、筒體成型、管束組裝及無損檢測等重要關鍵點進行把控,對設備的制造過程進行全過程的監督管理,有效保證了設備的制造質量,從而保障設備的穩定長期運行,在節約成本的同時,提高了效率。
參考文獻:
[1]郁輝,王秀芝,胡艷芳.雙管板換熱器的結構及制造工藝合理設計[J].中國石油和化工標準與質量,2012(4):84.
[2]張黨衛.淺析雙管板換熱器在多晶硅生產中的應用[J].內蒙古石油化工,2009(11):20.
[3]何志華.雙管板換熱器的設計與制造[J].中國特種設備安全,2012(12):17.
[4]曹鋒州,金宇,田中鋒.雙管板設計制造中應注意的問題[J].化工機械,2012(3):306.
[5]王玲.雙管板換熱器的管板設計及制造[J].中國科技信息,2009(12):181.
[6]馬玲,楊劉平.雙管板換熱器下管板與管束連接方法的探討[J].化工設備與管道,2005(2):21.
