鋁合金增材制造技術在軍工領域的研究進展
2019-09-02 07:11:00駱冬智孫智富
兵器裝備工程學報 2019年8期
關鍵詞:結構
駱冬智,孫智富
(重慶機電職業技術大學兵器工業研究所, 重慶 402760)
自軍事裝備輕量化的提出,鋁合金因其儲量大,可塑性強和抗腐蝕性優異,導熱導電性及高強度被大量應用于軍事工業中[1-2]。幾乎所有鋁合金產品都被應用于飛機制造領域,在陸軍作戰裝備里面,輕的鋁合金材料為戰車帶來了更大的機動性。因此,鋁合金結合軍工發展的高強高韌研究成為重要課題[3]。
不同于傳統減材制造,美國ASTM將增材制造(AM)定義為從3D模型中將材料連接的過程,通常為逐層堆疊[4-5]。作為一種新技術,AM具有節省材料,縮短工時,成形復雜結構,減重等優點,廣泛應用在對結構,性能要求嚴格的軍事領域[6-7]。以Al-Li合金為代表的航天飛行器及薄壁導彈殼體等結構件突顯了鋁合金的優異性能[8]。現階段,3D打印或增材制造技術可分為幾大類,見圖1所示。文章主要按照Al合金相關AM技術用于軍工領域的構件的制造工藝及所得產品的性能結構做出闡述并展望未來的發展趨勢。
1 基于激光源的增材制造技術
作為理想熱源,激光加熱被廣泛應用在AM過程中,其種類可大致分為粉床系統和送粉系統[10]。就工藝方法而言,激光增材制造技術主要有:選區熔化技術(SLM)和激光直接熔化沉積技術(LCD)[10]。不同在于選區熔化技術是一層一層熔化金屬粉末,而熔化沉積技術是利用離散+堆積[11]的原理來實現材料的成形。
目前AM用Al合金仍舊有限,其一,Al合金成本低,AM加工的Al合金沒有價格優勢[12]。其二,大多數Al合金焊接性能都不理想, Al合金的強化都歸咎于析出相強化,而如Al-Zn系高強鋁合金由于含有不穩定元素Zn,在AM過程中易導致飛濺,孔隙和熔池劇烈反應而不適合AM工藝[13-14]。其三,真空環境下,Al合金中的如Mg,Li元素蒸氣壓完全異于Al元素,在AM過程中會首先蒸發出來[10]。其四,Al對于激光波長的反射率很高,同樣也制約著Al的AM過程[15]。其五,熔融Al的低流動性導致成形件成分不均勻也制約著Al合金在AM上的運用[14]。最后,Al合金的強氧化性生成的氧化膜會阻礙熔覆層與基體結合以及在AM過程中形成的氣孔等缺陷也影響了Al的大量使用[16-17]。除了以上缺點,Al合金還具有高導熱性,允許AM過程中快速成形材料,另外較高的導熱能使過程中降低熱應力的產生,降低對支撐結構的依賴[10]。
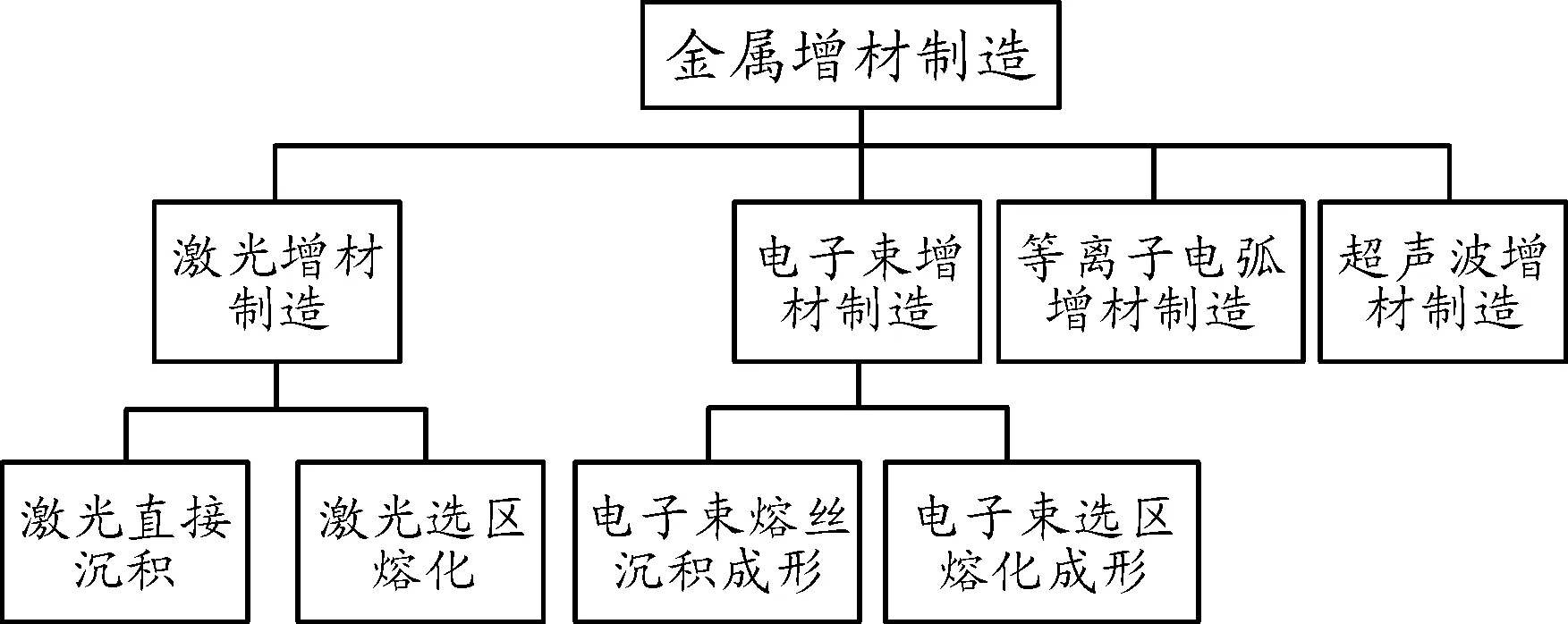
圖1 金屬AM制造技術分類框圖[9]
目前增材制造用并應用在軍工上的Al合金主要Al-Si系。更高強度的Al合金由Schmidtke[18]提出的AlMg4.5Sc0.66合金,Sc元素能形成Al3Sc析出相,強化并細化晶粒,除此之外,還有Al-Cu,6061,7050,7075和AlSi12等[19-24]。雖然目前Ti合金和復合材料的應用導致Al合金在軍事裝備,特別是飛機材料中的Al合金所占比例下降,但是超高強Al仍舊在航空領域有著主要應用。一般將抗拉強度在500 MPa以上的Al合金定義為高強度Al合金,主要為7系合金(Al-Zn-Mg)[25]。
7055的出現已廣泛應用于飛機上翼蒙皮和機翼桁條的制造[26-29],美國的Alcoa公司開發出的T77熱處理狀態,使得7150Al合金的性能在強度和塑性方面都有所提高,并廣泛用于C-17軍用運輸機上[30-31]。AlMgSc系Al合金,作為7系合金的替代品,在飛機制造上運用廣泛。ScalmalloyRP合金[32]是Schmidtke與Palm共同提出的由激光AM技術制造的一種雙晶粒組織合金:由高冷卻速度和Sc元素細化晶粒產生的100 nm~1 μm的等軸晶和2~5 μm的柱狀晶組成,組織結構如圖2所示。
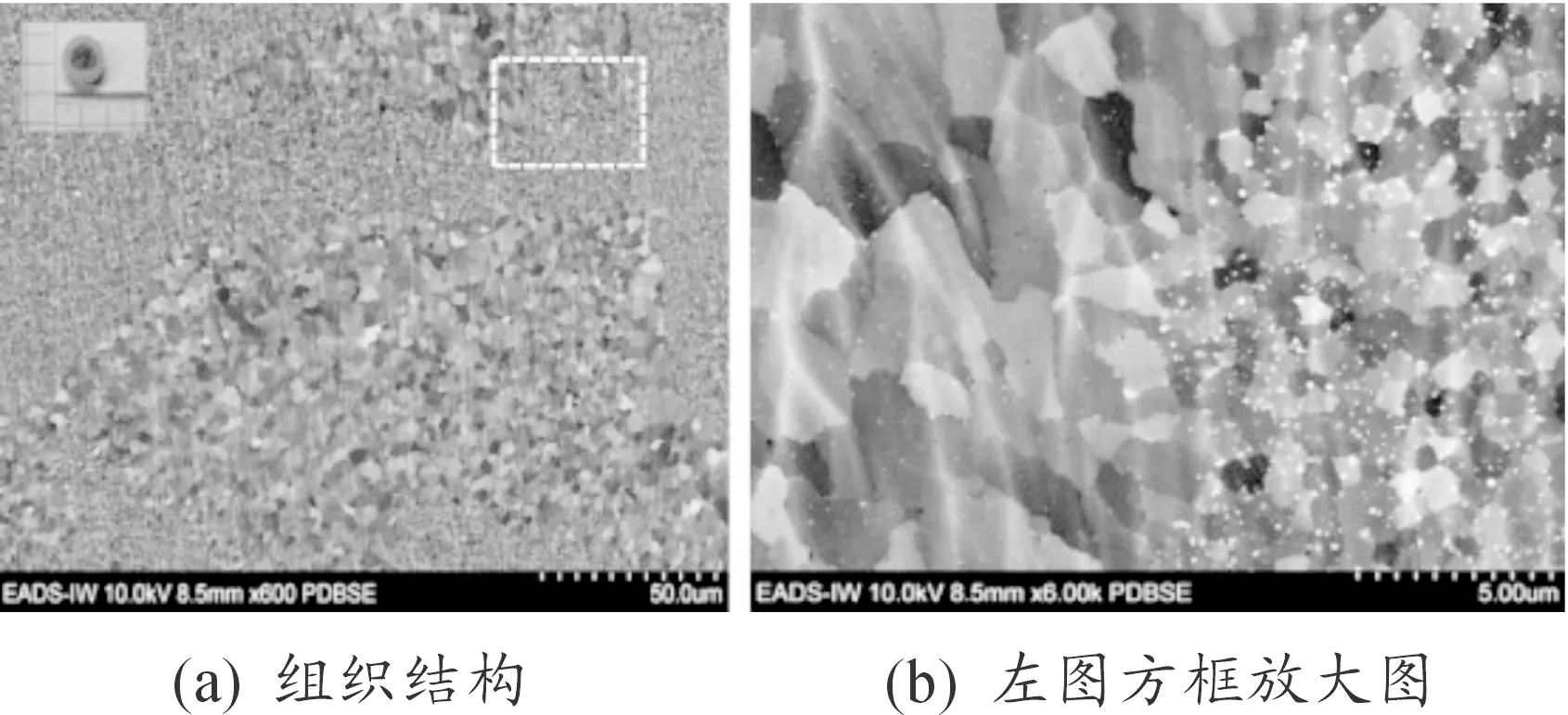
圖2 ScalmalloyRP合金的掃描電鏡圖
左為組織結構圖,右為左圖方框放大圖[32]Al-7Si-0.3Mg合金粉末也是常見AM常用材料,Chen等[33]研究發現當冷卻速度從0.19 ℃/s提高到6.25 ℃/s時,初生α(Al)枝晶形核溫度,共晶反應速度和固相線溫度會降低,導致α(Al)枝晶和共晶成分更大的過冷度。同時,次生枝晶臂間距對于冷卻速度十分敏感,當冷卻速度提高到6.25 ℃/s時,次生枝晶臂的間距下降到20 μm,鐵相的平均長度也由28 μm降到了18μm,隨著冷卻速度的提高,初生枝晶體積分數下降約5%,共晶硅減少,分支狀纖維組織增加。Simchi等[34]對Al-7Si-0.3Mg合金粉末在選區燒結的實驗中發現5%體積分數SiC顆粒含量的增加會增大燒結的致密度,同時,SiC顆粒的添加會增加熔化的穩定性,獲得更加連續的成形件表面質量。最新的研究發現Al-5Si-1Cu-Mg合金粉末可以得到致密度高達99.7%的成形件[35]。
Martin等[36]發現經過納米強化后的7075Al合金粉末在熔化凝固后所形成的Al3Zr相為異質形核提供了理想的場所,固相線前端大量的形核區為形成等軸結構提供了條件,過程如圖3所示。
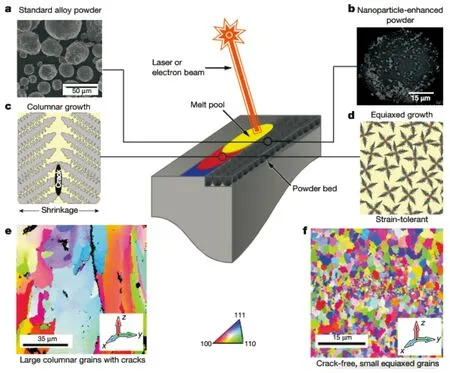
a 傳統7075粉末,b 納米強化后的粉末,c枝晶生長導致裂紋,d 納米顆粒導致枝晶向等軸晶轉換,e 反極圖表征的傳統3D打印方法產生的裂紋,f 實驗所得等軸晶避免熱裂紋產生[36]
圖3 7075鋁合金的選區激光熔化過程
Gu等[37]對2024Al合金沉積方向研究發現不同沉積方式會影響致密度,孔洞生成和裂紋。Gharbi等[38]研究了選區激光熔化2024合金(AM2024)與變形2024-T3合金的顯微結構,結果發現不同于2024-T3樣品的Al2CuMg,AM2024中的第二相為Al2Cu,進一步發現AM2024呈尺寸<1 μm的細小晶粒,擁有優異的力學性能。
自20世紀90年代以來,F/A-22戰機采用了7050和2124制造飛機框架,加強肋,腹板,飛機接頭等構件,隨著Al合金的發展,最新F35戰機逐漸改用2524和7150兩種新型Al合金[39]。 2524-T3被認為是未來戰機蒙皮的首選材料。對于2系Al合金的激光增材制造方法,Zhang等[40]發現了優化參數后SLM所得2系Al合金富銅相不均勻分布在Al基體上,且在熔池的邊緣地區逐漸粗化。拉伸結果表明抗拉強度表現為402 MPa,當480 ℃下熱處理后,合金晶粒均勻化,如圖4(c)所示[41],隨著熱處理固溶溫度的提高,抗拉強度提高了15%,延伸率提高了47%,因為S相(Al2CuMg)的固溶強化效果。
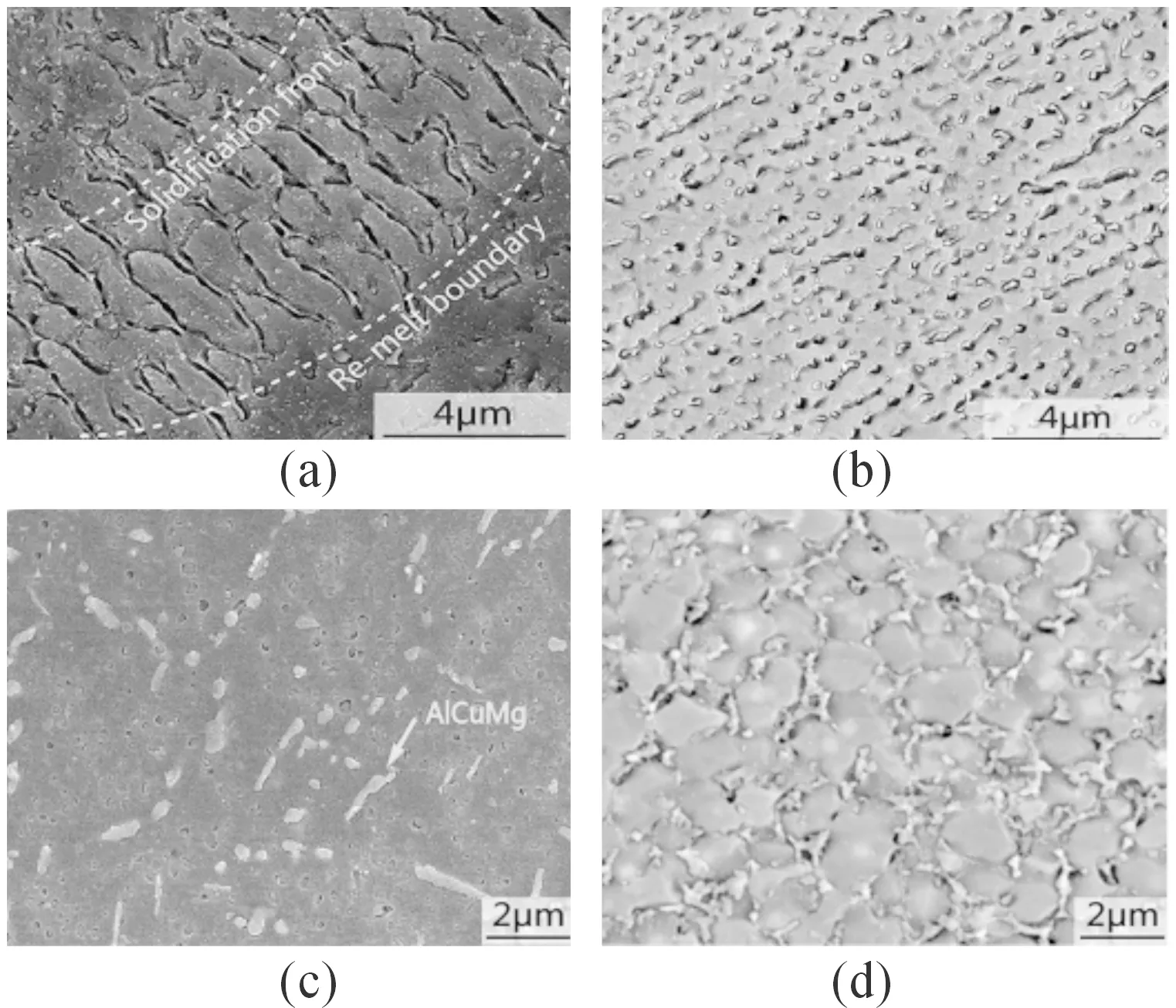
圖4 激光選區燒結Al-Cu-Mg系合金掃描電子顯微組織[40-42]
Al合金在激光加熱冷卻過程中的熱應力容易導致空洞,為了減少空洞,Nie[43]和Zhang[44]在制備2系合金時,添加2wt%Zr,所添加的Zr會導致形成更多的低熔點相,可回填凝固過程生成的Al3Zr相使得柱狀晶轉化為等軸晶,見圖4(a),(b)和(d)。J?gle[45]發現,Zr的加入細化了晶粒,增加了晶界的體積,在強化材料的同時也抑制了晶間裂紋的生成,當Zr增加,小角度晶界逐漸增大為大角度晶界,Zr/Al-Cu-Mg界面取向完美遵循隨機取向,減少了各向異性。研究還表明SLM制備的2系Al合金屈服強度可達446 MPa。在對不同的Cu含量的Al-Cu合金的SLM制備中發現,Cu的含量的不同導致了不均勻的結構生成,如圖5所示,每種合金的熔池結構都不一致,區分出高冷速,低冷速區及熱影響區[46]。其壓縮應力應變曲線如圖6所示,研究表明Al-33Cu表現出超過1 000 MPa的壓縮強度,主要是因為Al2Cu相所形成的納米共晶結構對于材料的強化作用。
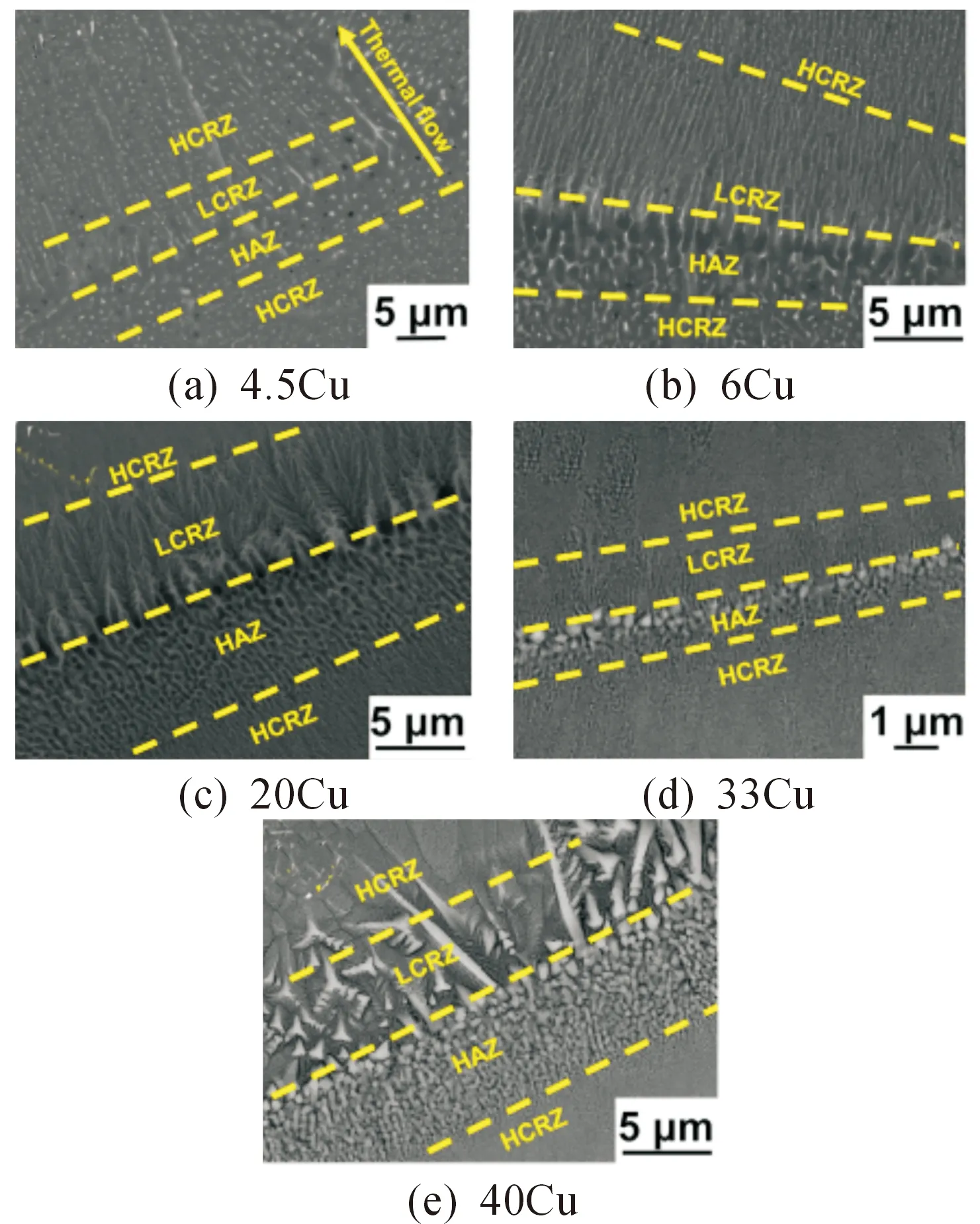
圖5 SLM制備的Al-xCu合金的熔化層結構[46]
2 基于電子束源的增材制造技術
電子束增材制造技術(EBM)與激光增材制造技術類似,只是將發熱源改為電子束,應用高能電子束對金屬粉末的加熱作用來熔化金屬從而自下而上的層層堆積,達到復雜形狀構件的制備。此種方法較Al合金激光制造來說,需要一個額外的真空環境,以便電子束在真空中傳播,這樣可以大大降低鋁合金粉末在空氣中氧化,有利于鋁合金成形。目前,電子束增材制造主要集中在選區電子束熔化(selective electron beam melting,SEBM)和電子束熔絲制造(electron beam freeform fabrication,BEFF,BF3)上。
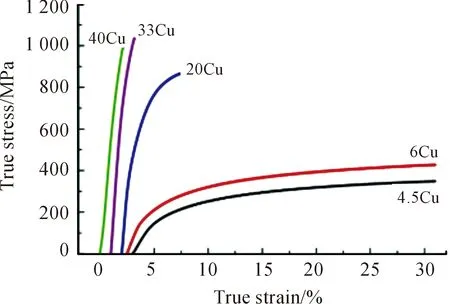
圖6 Al-xCu的壓縮應力應變曲線[46]
瑞典的Arcam公司最早研制SEBM裝備,在隨后的十年多時間內,陸續有美國MIT,德國奧格斯堡IWB中心和我國清華,西北有色金屬研究院,上交等高校研究所研制了自己的SEBM的設備。在SEBM過程中,常見的缺陷有:吹粉,球化等現象,和分層,變形,開裂氣孔等缺陷。
EBM制備的Al合金結構類似于激光AM技術制備的樣品,不像激光會被Al大量反射,用電子束加熱Al合金粉末會大大降低反射[47]另外Al合金焊接性差,某些合金元素在熔化過程中易形成飛濺,汽化,而在真空環境下的EBM技術能擇優汽化某些元素,從而改變產物的化學成分[48-49]。EBM所得到的結構也與激光制造所得結構類似,Brice[47]通過BF3獲得2139Al合金強化析出相Al2Cu(Ω相),通過后續熱處理與變形2139比較得出EBM制備的2139合金時效后能達到形變2139的低位的硬度值。NASA中心Karen[50]研究了飛機框架用2219Al合金的結構和性能,并與Al合金手冊中的性能對比,發現高的掃描速度能增大冷卻率,從而使得結構更加均勻,晶粒更細,如圖7所示。其與2219合金手冊上的性能對比如圖7(E),發現在幾種工藝參數下沉積態2219在2219合金退火態與固溶時效狀態的性能之間,之后的熱處理(T62)狀態下與手冊的性能一致[51]。
7系合金由于其超高強度被大量應用于飛機機翼骨架,桁條,起落架等制造。EBM制備Al合金能減少合金元素的汽化,EBM制備的RA-SC預警機的7075合金組織結構如圖8所示。 目前關于EBM技術,NASA,Lockheed Martin等研究所和公司針對鋁合金航空航天結構件做了研究[53],并完成了在F-22上零件的直接制造[54]。
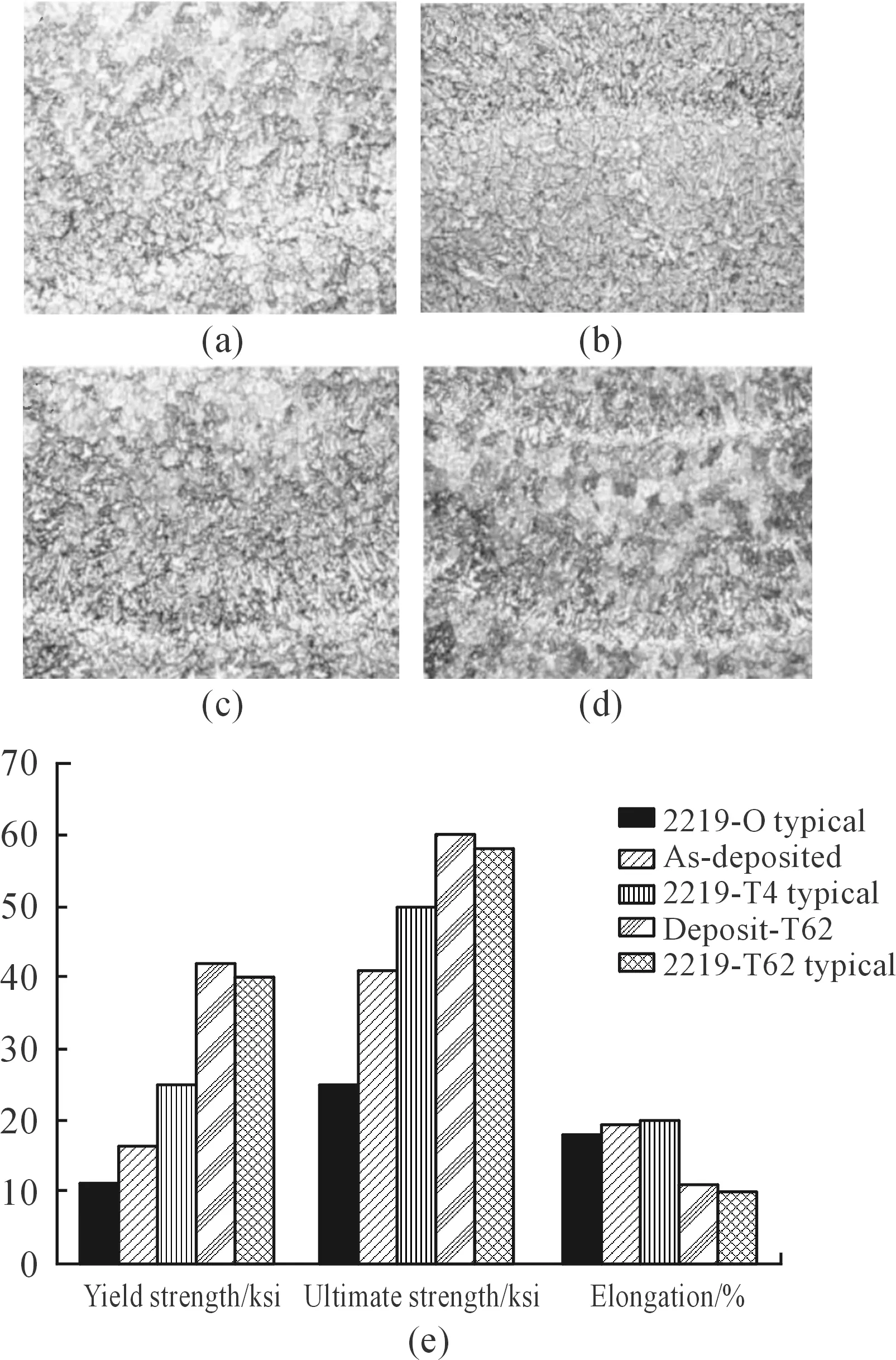
圖7 選擇電子束熔化制備的2219Al合金的組織結構與力學性能[50-51]
3 基于電弧的增材制造技術
電弧填絲增材制造(Wire arc additive manufacturing, WAAM)作為最常用的電弧增材制造技術,其主要工藝為以電弧作為熱源通過不斷熔化填充絲材沿預定軌跡逐層堆積出金屬零件,是一種材料利用率高,設備成本低,沉積效率高的零件快速成形方法,此方法跟一般堆焊類似[55-58]。
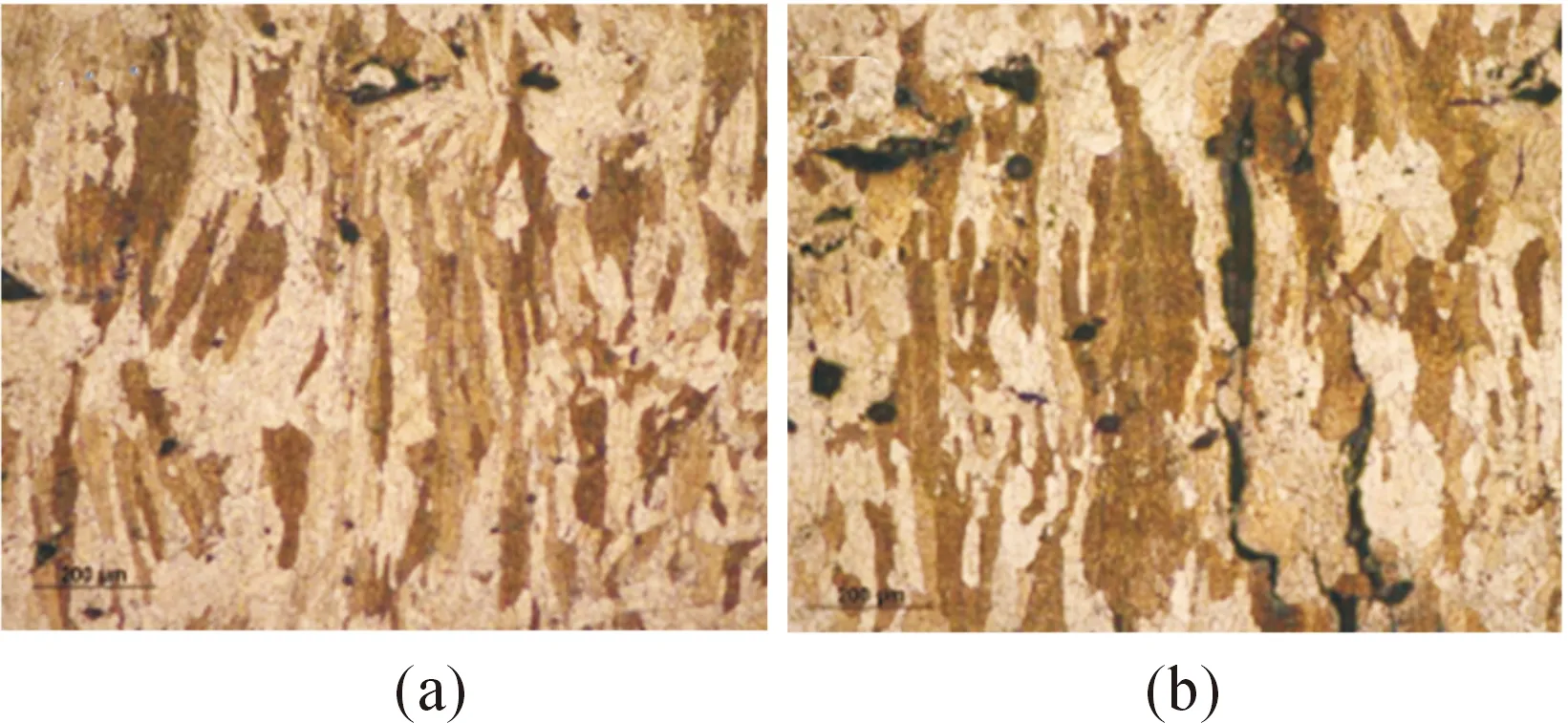
圖8 EBM制備的7075合金組織結構(10X)[52]
WAAM可制造較大型零件,但依舊存在:① 殘余應力和焊接熱輸入的扭曲,② 成形件尺寸精度較低,③ 成形件表面尺寸差等缺點[58]。有研究表明[59-60]電弧類型對于鋁合金WAAM的制造及構件組織結構性能有影響:例如北航研發的一種新型電弧焊接,可用于高強鋁合金焊接,可細化焊縫組織,提高接頭性能[61]。孫等[62]研究了不同熱源對成形件組織性能影響,發現構件內部呈典型層狀結構,各部位主要為等軸晶,HPVP-GTAW熱源較其他相比有益于提高構件強度。Horgar等[63]應用WAAM制造AA5183Al合金凸緣件,顯微結構及性能結果表明采用此工藝能夠獲得性能合格的構件,在后續參數優化能大幅降低孔洞和熱裂。
目前用于航空工業和導彈制造的AA2024合金也大量采用電弧增材制造,但由于其力學性能接近鑄態而需要后續熱處理或者時效處理[64]。Qi等[65]研究了不同的固溶+自然時效溫度對于組織結構及性能影響,發現固溶+自然時效能顯著提高2024性能,隨著固溶溫度的提高,第二相轉化成α-Al+θ共晶彌散相,對組織強化,表現為顯微硬度及抗拉拉伸強度逐漸增大,503 ℃后分別達到143HV,497 MPa,能達到使用性能,其顯微結構及力學性能如圖9所示。
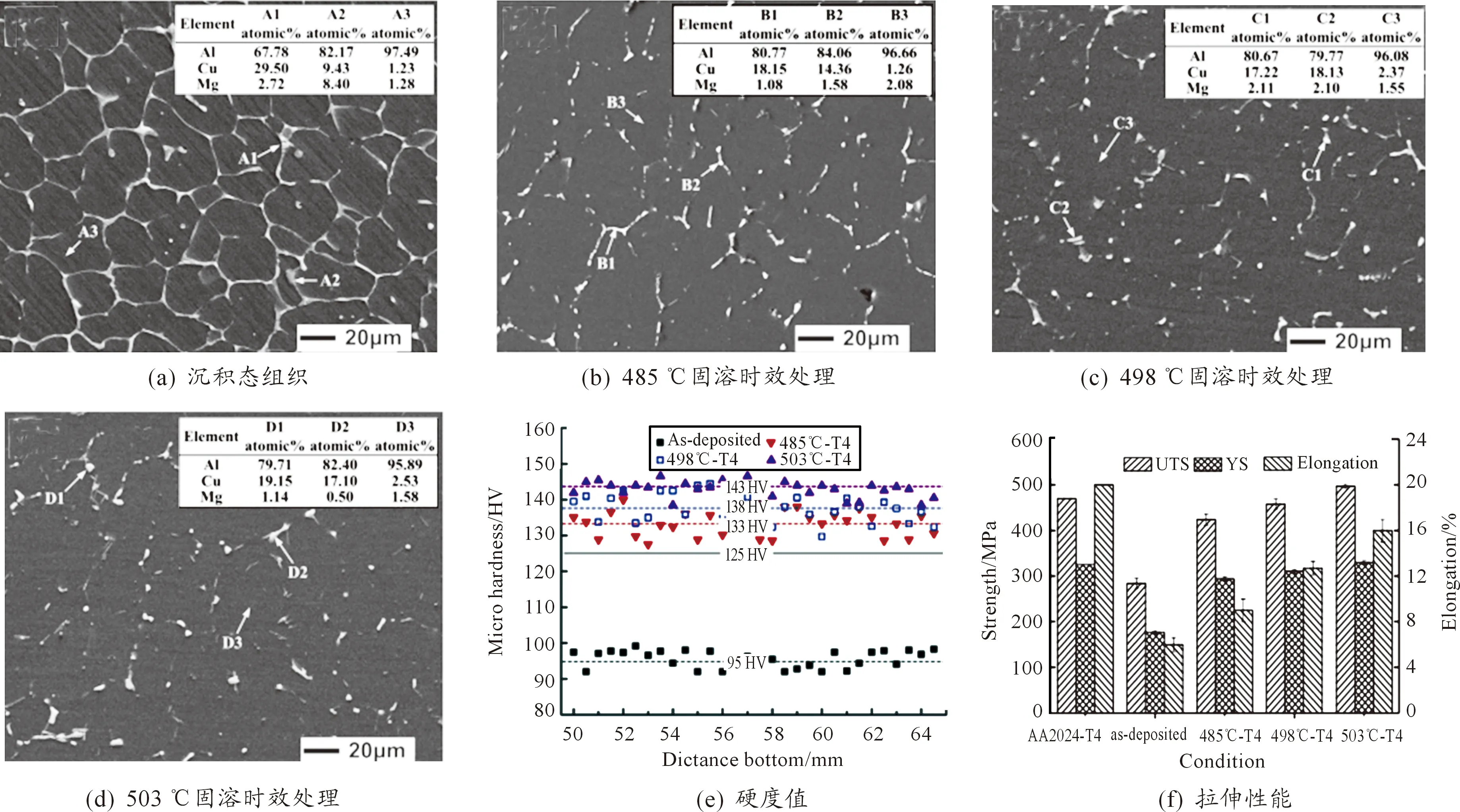
圖9 2024合金顯微結構及力學性能[65]
為了滿足軍工裝備高強耐磨耐腐蝕的要求,高性能Al合金的研發成為趨勢,Al-Li合金因其高強,耐熱,耐蝕,質量輕而廣泛應用于 飛機,核反應堆,坦克穿甲彈,魚雷等兵器制造中[66]。熱處理之后主要的強化相有T1(Al2CuLi), δ′(Al3Li) 和θ′(Al2Cu)[67]等,用WAAM制備的Al-Li合金組織如圖10所示。圖10A顯示軋制組織的母材焊接接頭組織呈現等軸晶和枝晶狀,時效后趨于均勻分布。在晶界處T1強化相呈稀疏且粗大,時效后T1相逐漸增多,β′(Al3Zr)相粒子出現,在周圍晶界產生無析出區域(PFZ),均勻分布的粒子對于晶界有很強的的釘扎作用,抑制再結晶粒的形核長大,提高強度和耐腐蝕性[67-68]。
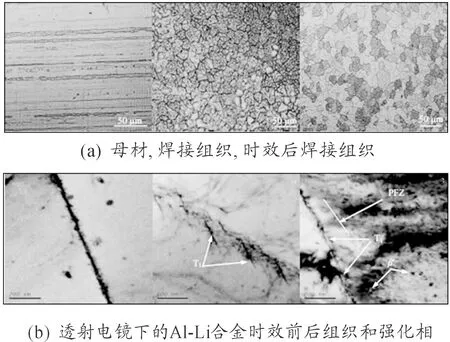
圖10 WAAM制備Al-Li合金顯微結構[67]
Al-Li合金的強韌化機理主要為析出和固溶強化,析出相δ′(Al3Li)與α-Al基體共格的亞穩相,δ′在合金中彌散分布,對位錯滑移起阻礙作用,位錯切割δ′相產生的反相界面能,其次為δ′相與基體的內摩擦力[69]。其δ′相與α-Al基體共格,不產生交滑移形成共面滑移帶,最后導致位錯在晶界堆積產生局部應力集中和屈服[70],生成晶界裂紋或者產生的PFZ區較晶粒內部軟,滑移產生的晶界位錯和應力集中發生早期變形,在之后的三叉晶界處產生微孔并沿PFZ擴展至晶間斷裂[69-71]。
4 結論
Al合金的AM技術未來的研究還有很多的方向值得深入開展:1) 鋁合金合金化,隨著最近高熵合金的提出,多合金元素的協同作用來提高強度,耐磨性的高熵合金如AlCrCuSiTiZrN和AlCoCrCuFeNi等高熵合金可大幅提高硬度,耐磨性,耐蝕性可更多用于飛機和裝甲,艦船的制造。2) 耐熱,超高強度的Al合金的研制及強化機理研究,提升戰斗機的機動性要求戰機加速更快,由此帶來的氣動加熱和過載問題更為突出[39]由此對于飛機蒙皮來說需要耐更高溫度的材料,過載要求強度更高的材料,因此,發展更高強度,耐熱性更佳的Al合金成為主題。3) 目前,大部分研究都集中在Al-Si系,Al-Cu系,及7075,6061上,未來將現有的Al合金更多的應用在AM制備上,需要解決Al合金的焊接性及非平衡凝固過程導致的基體合金元素固溶局限性,使得AM制備的Al合金達到傳統制備的性能要求。4) 高殘余應力與冶金學缺陷也不僅降低表面粗糙度和尺寸精度,還導致構件的低性能。了解成形過程中缺陷產生的機理依舊欠缺,AM工藝也主要停留在改善工藝參數,基底預熱,熱源及掃描速度,方式等,計算機模擬與實驗相結合的系統分析整個過程的研究也較為稀少。5)因為AM的特點導致在層與層結合時表現出各向異性,未來對于AM之后再結合熱處理,時效等后加工工藝的應用也應成為趨勢,另外,現行研究都集中在硬度,拉伸等性能指標,疲勞強度,斷裂等力學行為的研究也較為稀少。AM技術,作為一門跨學科的技術,從結構設計到制備工藝,后續性能表征的一體化的整體研究是極富有意義,特別是其加工的自由性,為未來軍備制造和發展提供了新的研究方向。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
