熱軋含硼低碳鋼板冷軋時邊部開裂及其預(yù)防
2019-08-16 08:46:26夏小明裴新華黃緒傳廖松林
上海金屬 2019年4期
夏小明 裴新華 黃緒傳 廖松林 王 進
(1.上海梅山鋼鐵股份有限公司熱軋板廠,江蘇 南京 210039;2.上海梅山鋼鐵股份有限公司技術(shù)中心,江蘇 南京 210039)
隨著用戶對產(chǎn)品質(zhì)量及加工過程中成材率(切邊量減少等)要求的不斷提高,東南亞國家的冷軋鋼材用戶對熱軋鋼板質(zhì)量的要求也相應(yīng)有所提高。冷軋過程中材料將發(fā)生加工硬化,壓縮比越大,產(chǎn)品的強度越高、韌性越差,產(chǎn)生邊部裂紋的概率越大[1- 2],邊部裂紋嚴重時還會導(dǎo)致冷軋斷帶[3]。現(xiàn)有文獻表明,冷軋產(chǎn)品邊部開裂的原因主要為冷軋原板邊部有缺陷且組織不均勻和冷軋工藝控制不當?shù)取R酝谶@方面的研究主要集中在冷軋原板的邊部組織、邊部切邊及冷軋工藝等[4- 5]。某鋼廠生產(chǎn)的含0.01%~0.025% (質(zhì)量分數(shù))硼的熱軋低碳SPHC鋼板冷軋時出現(xiàn)了大量邊部裂紋,如圖1所示。但是同一爐次生產(chǎn)的鋼卷并未全部出現(xiàn)類似缺陷,因此可初步判定,這種缺陷與熱軋工序密切相關(guān),而熱軋工序?qū)т撨叢拷M織影響較大的因素主要是帶鋼邊部的溫度控制。本文通過對易產(chǎn)生邊部裂紋的含硼SPHC鋼進行了連續(xù)冷卻轉(zhuǎn)變試驗和現(xiàn)場試驗研究,以探索溫度控制對SPHC鋼組織的影響,為現(xiàn)場生產(chǎn)工藝的調(diào)整提供參考。

圖1 邊部開裂的冷軋鋼卷Fig.1 Coil of strip with edge cracks
1 實驗室和現(xiàn)場試驗
1.1 SPHC鋼連續(xù)冷卻轉(zhuǎn)變試驗
1.1.1 試驗裝置及工藝
試驗在美國DSI公司的Gleeble- 3500熱模擬試驗機上進行。 試樣尺寸為φ8 mm×12 mm,在氮氣保護下將試樣以10 ℃/s的速率加熱至1 200 ℃,保溫3 min后以5 ℃/s降溫至900 ℃,以20 s-1的變形速率將試樣壓縮變形50%,然后分別以0.5、5、20、40 ℃/s的速率將試樣冷卻至200 ℃以下,采集冷卻過程中試樣的溫度、徑向膨脹量,并檢驗微觀組織。試驗工藝如圖2所示。

圖2 SPHC鋼的連續(xù)冷卻轉(zhuǎn)變試驗工藝Fig.2 Continuous cooling transformation test process for the SPHC steel
1.1.2 試驗結(jié)果與分析
SPHC鋼試樣在不同速率冷卻過程中的膨脹量隨溫度的變化如圖3所示,鐵素體轉(zhuǎn)變開始溫度在冷速為0.5 ℃/s時為829 ℃、5 ℃/s時為809 ℃、20 ℃/s時為806 ℃、40 ℃/s時為784 ℃,相應(yīng)的顯微組織見圖4。
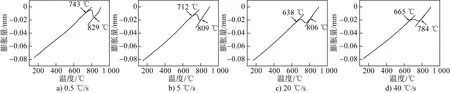
圖3 SPHC鋼試樣以不同速度從900 ℃連續(xù)冷卻時其膨脹量隨溫度的變化Fig.3 Variation of swell increment of the SPHC steel specimens with temperature during continuous cooling at different rates from 900 ℃
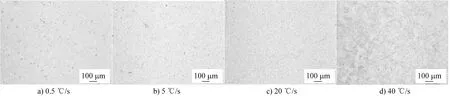
圖4 SPHC鋼試樣以不同速度從900 ℃連續(xù)冷卻后的顯微組織Fig.4 Microstructures of the SPHC steel specimens after continuous cooling at different rates from 900 ℃
圖3表明,以不同速率從900 ℃冷卻到200 ℃時,隨著冷卻速度的加快,鐵素體轉(zhuǎn)變開始溫度下降,這是由于較大的奧氏體過冷度推遲了鐵素體的析出所致。以不同速率冷卻后的組織也不同,冷速越快,越易出現(xiàn)混晶組織。結(jié)合實際生產(chǎn)工藝,熱軋后快速冷卻更易獲得混晶和變形組織。這是由于快速冷卻使變形鐵素體來不及再結(jié)晶所致。
現(xiàn)場某熱軋產(chǎn)品的過程數(shù)據(jù)分析表明,通過精軋工序的時間平均約為7 s,溫降平均約為150 ℃,計算可得精軋段冷卻速度約為21 ℃/s,由此可以推斷,該產(chǎn)品實際熱軋過程中鐵素體開始析出的溫度為806 ℃左右。在實際熱軋過程中,由于邊部溫降過快,易發(fā)生兩相區(qū)軋制,而由兩相區(qū)軋制產(chǎn)生的變形組織在低溫下難以回復(fù)或再結(jié)晶[6],從而產(chǎn)生不均勻組織。組織不均勻,冷軋變形過程中變形程度不同、變形不同步,均可能導(dǎo)致微裂紋的產(chǎn)生。微裂紋的積累和擴展,降低了材料的塑性,使材料變脆[7- 9]。
1.2 現(xiàn)場試驗
為了驗證終軋溫度及卷取溫度對帶鋼邊部組織的影響,現(xiàn)場有針對性地進行了不同溫度的軋制試驗。
1.2.1 終軋溫度的影響
試驗產(chǎn)品的尺寸為2.0 mm×1 235 mm,中間坯厚度、出爐溫度、粗軋終了溫度、精軋入口溫度、終軋溫度以及卷取溫度等工藝參數(shù)見表1,取樣位置及對應(yīng)的終軋溫度見表2。

表1 SPHC鋼帶的軋制試驗溫度Table 1 Rolling test temperature of SPHC steel strip

表2 試軋鋼卷不同部位的終軋溫度Table 2 Finish- rolling temperatures in different positions of the trial- rolled coil of strip
注:操作側(cè)指軋制過程中帶鋼靠近操作人員的一側(cè),傳動側(cè)指靠近傳動設(shè)備的一側(cè)
對1、2和3號試樣的不同部位進行金相分析發(fā)現(xiàn):1號試樣距邊部10 mm處的組織具有粗(混)晶和纖維狀特征,其中部和2號及3號試樣距邊部10 mm處的組織均具有粗(混)晶特征,2、3號試樣中部均為晶粒度8.0級以上的均勻組織。
出現(xiàn)纖維狀組織意味著帶鋼邊部在精軋后段機架的軋制溫度處于單相鐵素體區(qū),因為軋制后變形組織沒有再結(jié)晶,保留了嚴重的加工硬化狀態(tài)和纖維狀特征,材料的塑形很差,冷軋變形時邊部易開裂。
這種邊部纖維狀組織除了引起邊部開裂外,對于冷軋的板形控制也非常不利。因為存在邊部纖維狀組織的帶鋼在近邊部處一定有粗大的混晶組織,這是因為在寬向上溫度的變化總是由高到低,即存在過渡區(qū),粗混晶組織區(qū)越寬,材料的塑性反而得到改善[10],因此冷軋產(chǎn)生邊部裂紋的同時還常常導(dǎo)致次邊部呈浪形,這在用戶的質(zhì)量反饋信息中也得到了證實。
1.2.2 卷取溫度的影響
根據(jù)鐵素體的回復(fù)再結(jié)晶特性,提高卷取溫度有利于晶粒回復(fù),上述試驗結(jié)果也表明層流冷卻采用緩冷有利于減少混晶。為此,分別進行了620和660 ℃兩種卷取溫度的工藝試驗,以驗證其對帶鋼組織和性能的影響。表3為在兩種卷取溫度的條件下距帶鋼邊部20 mm處的組織和硬度。從表3可以看出,帶鋼的頭部和邊部組織主要以粗(混)晶為主,但越靠近帶鋼尾部,其邊部有疑似纖維狀的組織,顯微硬度也較高,后續(xù)冷軋時有邊部開裂的風險[10]。卷取溫度較高時,在鋼卷空冷的過程中晶粒得到一定程度的回復(fù)。由以上的試驗分析可見,采用較高的卷取溫度可改善帶鋼的纖維狀組織,降低邊部組織的加工硬化程度。終軋溫度相同時,卷取溫度的提高有利于降低材料硬度,并明顯降低出現(xiàn)纖維狀組織的概率。

表3 在兩種溫度卷取的帶鋼的邊部組織和硬度Table 3 Microstructures and hardness on the edge of strip coiled at two temperatures
2 熱軋工藝調(diào)整與效果
2.1 熱軋工藝調(diào)整
根據(jù)以上實驗室試驗與現(xiàn)場大生產(chǎn)試驗的結(jié)果,對生產(chǎn)線的工藝進行了有針對性的調(diào)整,即提高精軋入口溫度,從而提高精軋出口溫度,同時也相應(yīng)提高卷取溫度,以改善帶鋼的邊部組織。
具體的熱軋工藝參數(shù)列于表4,即保持出爐溫度、中間坯厚度、終軋溫度,減少粗軋與精軋的除鱗道次,適當升高卷取溫度。由于主要是2.0 mm厚的產(chǎn)品,采用調(diào)整前除鱗工藝,帶鋼至少有1/3長度的終軋溫度低于870 ℃,因此雖然目標終軋溫度未變,但實際終軋溫度因精軋入口溫度的大幅提高而有明顯提升。如圖5所示,統(tǒng)計了熱軋工藝調(diào)整前、后每月生產(chǎn)的數(shù)千卷帶鋼的平均終軋溫度,3月份為工藝調(diào)整前的實際平均終軋溫度,4~7月份為工藝調(diào)整后的平均終軋溫度,由此可知,工藝調(diào)整后實際平均終軋溫度比調(diào)整前升高了10~12 ℃。
2.2 調(diào)整效果
2.2.1 顯微組織改善
圖6、圖7分別為熱軋工藝調(diào)整前、后鋼卷邊部的顯微組織。可以看出,調(diào)整前鋼卷寬度方向最邊部有纖維狀組織, 調(diào)整后則改變?yōu)榇只炀ЫM織;在距邊部20 mm處,調(diào)整前有粗大混晶組織,調(diào)整后僅有粗晶組織,考慮到距邊部10 mm以上的切邊量,熱軋工藝調(diào)整后鋼卷最邊部僅有粗晶組織。
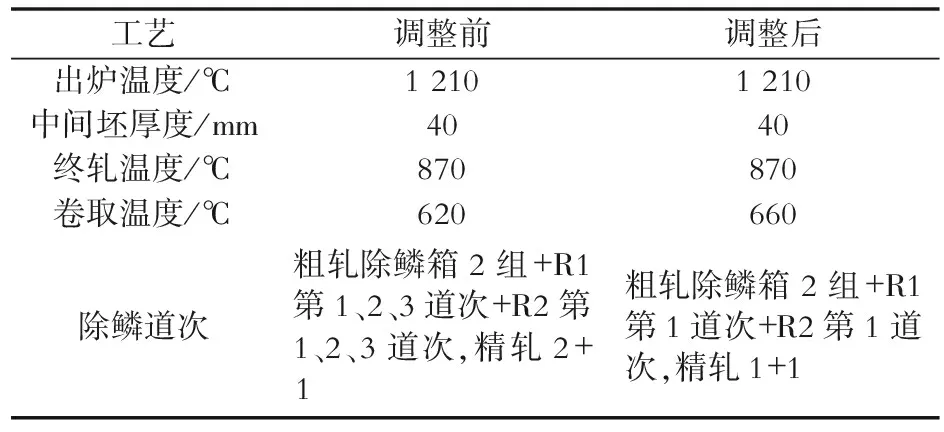
表4 調(diào)整前、后的熱軋工藝參數(shù)Table 4 Hot- rolling process parameters adjusted and not adjusted
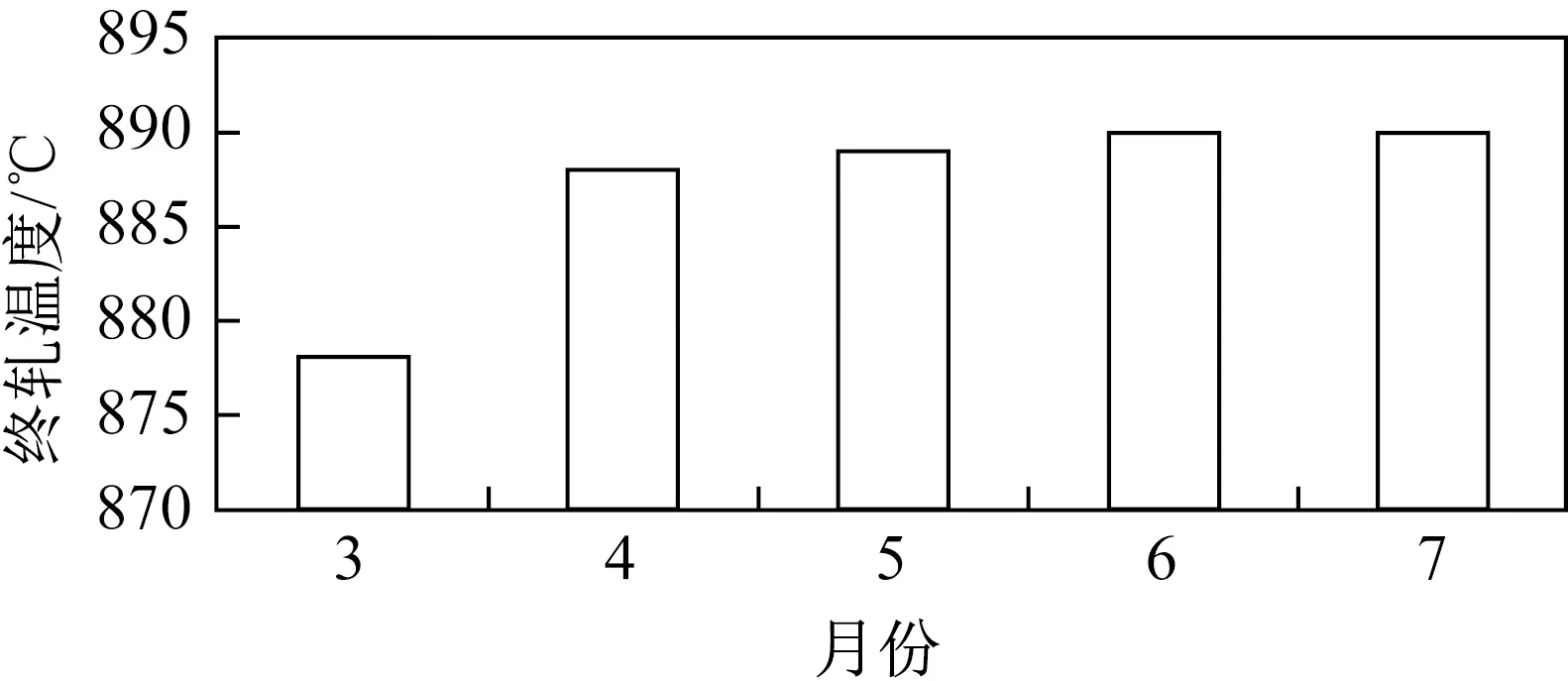
圖5 熱軋工藝調(diào)整前后帶鋼的平均終軋溫度Fig.5 Average finish- rolling temperatures of the steel strip before and after adjustment of hot rolling process

圖6 熱軋工藝調(diào)整前距帶鋼邊部0(a)和20 mm(b)處的顯微組織Fig.6 Microstructures of at 0 (a) and 20 mm (b) from edge of the strip before adjusting hot- rolling process

圖7 熱軋工藝調(diào)整后距帶鋼邊部0(a)和20 mm(b)處的顯微組織Fig.7 Microstructures of at 0(a) and 20 mm(b) from edge of the strip after adjusting hot- rolling process
2.2.2 冷軋后帶鋼邊部開裂的減少
調(diào)整了熱軋工藝后,帶鋼冷軋邊部開裂的問題總體上已經(jīng)解決,用戶未有因邊裂而產(chǎn)生的質(zhì)量異議。
總之,在用戶識別清楚的基礎(chǔ)上,即在滿足用戶表面質(zhì)量的前提下,適當提高終軋溫度,尤其是提高帶鋼邊部溫度,也即盡量減小帶鋼寬向溫差,從而消除邊部纖維狀組織,是保證冷軋帶鋼不發(fā)生邊裂的基本措施。另外,針對高硼鋼,采用層流緩冷與提高卷取溫度,可使晶粒回復(fù)、降低帶鋼邊部纖維狀組織出現(xiàn)的概率,即減小冷軋鋼卷邊部開裂的風險。
3 結(jié)論
(1)試驗用SPHC鋼的鐵素體轉(zhuǎn)變開始溫度為:冷速為0.5 ℃/s時為829 ℃、5 ℃/s時為809 ℃、20 ℃/s時為806 ℃、40 ℃/s時為784 ℃。
(2)在實際熱軋中,SPHC鋼中鐵素體開始析出溫度為806 ℃左右。
(3)熱軋含硼低碳SPHC鋼時,終軋溫度對產(chǎn)品的組織有重要影響。
(4)帶鋼邊部的組織決定于其終軋溫度,而非高溫計實測的中間點溫度,因此除了中間點達到設(shè)定溫度外,更重要的是要減小帶鋼兩側(cè)的溫差。
(5)當終軋溫度為750 ℃左右時,帶鋼會出現(xiàn)混晶甚至纖維狀組織;780 ℃左右時表層會出現(xiàn)混晶組織;800 ℃以上不易出現(xiàn)混晶組織。
(6)卷取溫度的提高有利于改善帶鋼邊部的纖維狀組織。
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03