汽車行李架與車頂間隙過大成因分析及解決方法不均
2019-08-16 08:45:06左志華
時代汽車 2019年11期
左志華
吉利汽車有限公司 浙江省寧波市 315000
1 引言
汽車外觀質量給客戶最直接視覺體驗,影響到客戶的持久愉悅度,很多時候影響一部汽車在市場的成敗。SUV車型近年在中國銷量持續火爆,行李架被大量使用。在整車的開發過程中行李架與車頂的間隙常常出現不均勻的現象。本文從整車開發過程著其成因并結合CAE分析給出解決方法。
2 汽車行李架的結構及制造工藝
汽車行李架的結構及制作工藝
目前市場上常見的行李架分為貼頂式和跨頂式。貼頂式行李架與車頂有貫穿式間隙配合而跨頂式只有兩端安裝處與車頂有間隙配合關系。貼頂式行李架具有一定的美觀性,這些年在高端車經常被使用,是一種流行趨勢。例如奧迪的Q系列及凱迪拉克的XT系列車型。貼頂式行李架結構包括鋁桿、基準支座、橡膠墊和泡棉等。(跨頂式行李架由于不存在與車頂的間隙配合,本文不進行介紹)。
下面是某款乘用車行李架結構爆炸圖,它由以下共6部分組成:鋁管、前后兩端的膠墊、3個安裝基準墊塊、3個安裝螺栓、2塊長條型泡棉、二道防水的環形螺栓泡棉,。
鋁管是行李架的主體結構,貫穿車頂前后,其精度對于行李架總成至關重要,同時是制作精度最難控制部分,直接體現行李架零部件制造商工藝水平。
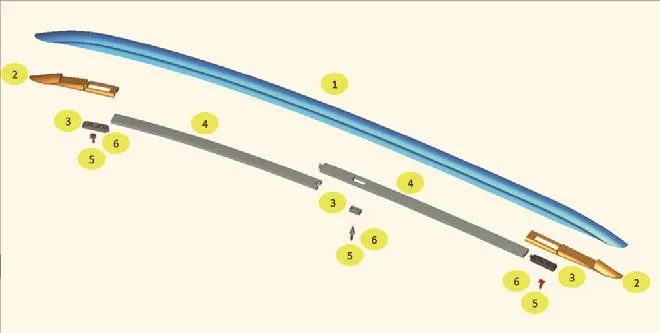
圖1 行李架結構圖
3 行李架與車頂間隙過大問題的現象及原因分析
行李架安裝后高低方向在鋁管兩側與車頂形成一條長約3M的配合間隙。由于配合長度長,當間隙不一致時呈現波浪形或者凹形,給客戶不精致的直觀感受。這條配合間隙在整車開發階段一直是尺寸工程專業面臨的難題。
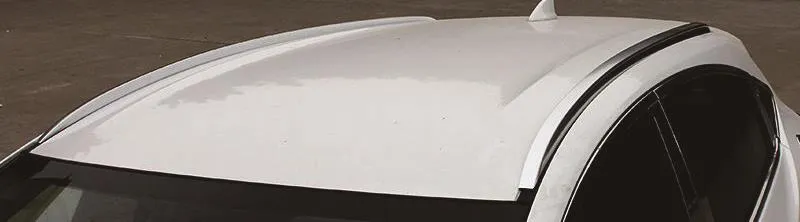
圖2 行李架與車頂間隙
3.1 行李架與車頂間隙一致性差原因分析
某型乘用車行李架與車頂間隙配合長度為3m,數據上間隙名義值1.5mm。整車裝上行李架后,在行李架與車頂間隙配合處均勻取11處位置,測量實際間隙值:行李架與車頂的間隙實測值1.75~4mm,一致性2.25mm。目視效果差,與現代車企的精品外觀質量相違背。
從上面行李架與車頂的安裝關系可知,行李架螺栓穿過車頂、安裝支架與車身進行緊固連接。
在行李架安裝時,泡棉擠壓后產生的反彈力使車頂向下發生變形,是整車行李架與車頂間隙差的另一個重要影響因素。
3.2 產生變形相互作用力的計算和CAE分析
3.2.1 行李架泡棉擠壓力
行李架泡棉是由聚氯乙烯酸發泡而成,型號BL Foam(V820),具有密度低,反彈力小常在汽車薄質材料的密封中使用。泡棉在擠壓時輸出的反彈力跟它的壓縮比和自身的性能相關。結合整車行李架的安裝斷面,行李架打緊時泡棉被壓縮40%。同時查閱泡棉力學性能資料得知:泡棉被壓縮40%的時候施加給外界的壓強為7.8KPa。[3]
3.2.2 車頂的剛度
車身車頂由0.65mm的鍍鋅鋼板冷沖壓成型,其與周邊零件的連接方式:高低方向與車頂加強橫梁通過膨脹膠連接,兩側方向車頂與側圍外板進行熱熔激光鉛焊連接。利用hypermesh軟件對車頂和泡棉建模進行CAE分析:
(1)首先使用畫三角形的方法對車頂數模進行網格化;[4]
(2)高低向車頂橫梁與車頂是通過膨脹膠連接,hypermesh中我們使用膠實體單元的連接方式,兩側向車頂與側圍外板使用的是激光釬焊,hypermesh中我們使用焊點單元進行連接;
(3)車頂材料我們在hypermesh中選用0.65mm的鍍鋅鋼板。
CAE分析可知車頂的剛度在一定的范圍內波動,每個位置都不一樣,其中位置4、5(B柱偏后的位置)剛度最差。
針對上面CAE分析的結果,我們使用測力計和CMM便攜測量儀對車身車頂剛度進行測量和校核。
因為制造因素影響在45~102N/MM范圍內波動,其中位置4是車頂剛度最弱的地方,剛度值為56.2N/MM。與hypermesh軟件CAE分析的車頂剛度值相吻合.
3.2.3 力的相互作用及車頂變形分析
行李架泡棉在安裝過程施加給車頂單位面積的反彈力為7.8KPa,利用在hypermesh軟件上面建模好的車頂,在行李架型面上施加7.8KPa的壓強模擬泡棉施加給車頂的反彈力,分析車頂型面變形情況。
Hypermesh CAE分析結果:車頂型面的變形大小各個區域不一樣,在0.4~0.8mm之間,最大變形的地方在B柱后端。
3.3 車頂變形的解決方案
上面的分析和驗證可知車頂變形包含兩個因素:車頂的剛度和行李架泡棉的反彈力。
解決行李架安裝過程車頂變形問題,得提高車頂剛度或者減小行李架泡棉擠壓力兩個方面進行考慮。
加強車頂剛度通常在車頂增加加強筋或者凸臺結構,但是車頂沖壓模具很大,且車頂屬于汽車的A面,對表面質量要求非常高。實物造車階段在車頂模具增加加強筋對鋼板在成型拉延時材料流動率的影響很大,會造成車頂表面問題。另外一種思考重新開一副車頂模具,但是費用大,周期長,與汽車開發過程要求的快速、經濟解決方案相違背,通常只作為解決問題的最后選項。
我們知道泡棉輸出的反彈力跟他的材料性能和壓縮比有關減少泡棉厚度A1,減小泡棉壓縮比,使泡棉擠壓時輸出給車頂的作用力小于車頂自身的剛度是我們解決該問題的一個方法。從上面的分析可知車頂的剛度最弱處是50N/MM,如果行李架在安裝時泡棉的擠壓力使車頂的變形量足夠小,達到0.1mm以內。對行李架與車頂行李架間隙影響微乎其微,可以解決這個問題。
我們在hypermesh中使用上面建模好的數據給車頂施加不同的壓強,當施加壓強為4.9Kpa時,發現車頂型面最大變形為0.1mm,符合我們的要求。
查看泡棉力學性能參數,泡棉施加給外界的壓強為4.5Kpa對應的壓縮比為25%。
結合行李架安裝斷面,行李架型腔到車頂的部分高度為9mm,假設壓縮部分厚度為X,泡棉的厚度為9+X,當泡棉壓縮比25%時,壓縮部分須滿足要求:X/(X+9)≤25%的要求,得出壓縮部分厚度為X≤3mm,行李架泡棉的厚度≤12mm。
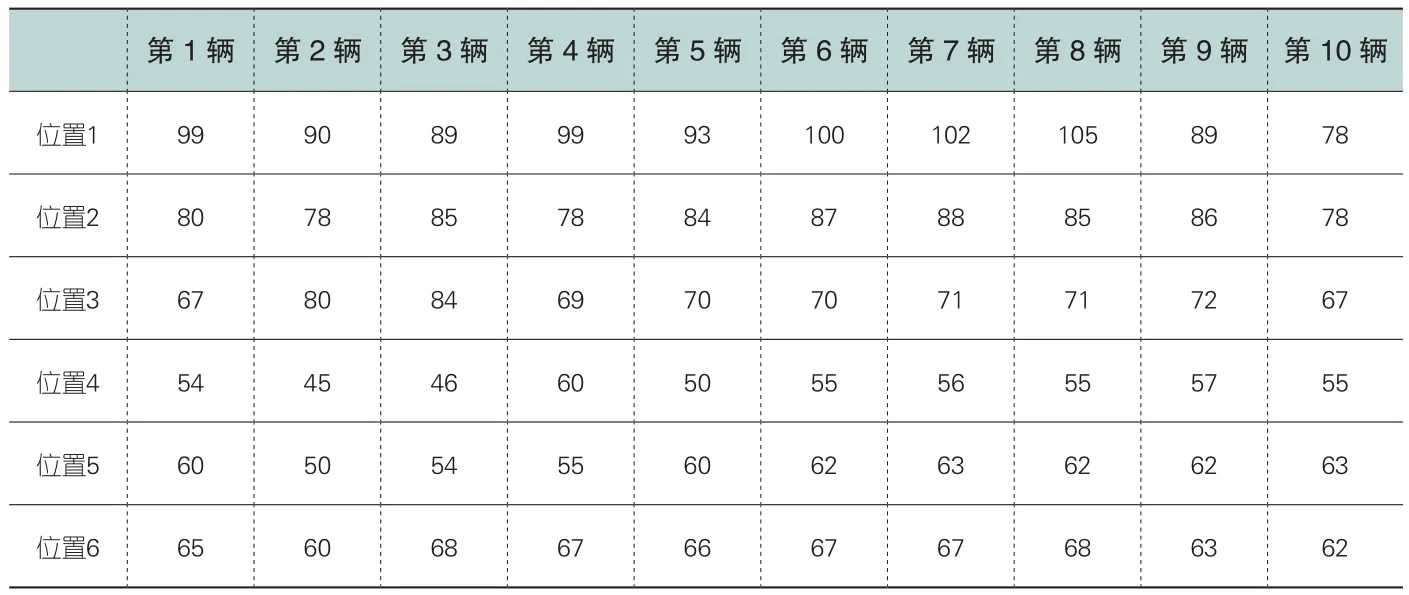
表1 復測結果
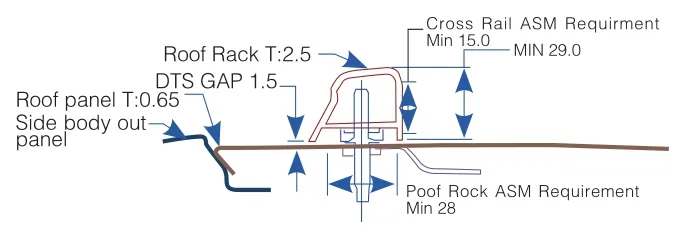
圖3 車頂行李架截面圖
小批量驗證10臺,更改行李架泡棉厚度至12mm,裝車進行驗證,測量行李架與車頂間隙數據。
整車行李架與車頂間隙1~2mm,一致性達到1mm,相對之前的整車缺陷有明顯改善,同時與行李架、車頂的測量數據相吻合.我們需要收集和跟蹤一批樣本來進一步驗證我們的分析:泡棉更改后的行李架在總裝按照正常工藝進行裝配,對整車數據跟蹤,隨機抽取30輛車數據。
整車行李架與車頂間隙的一致性從4mm改進到1mm附近,視覺效果差的缺陷得到遏制.整個更改方案只更改行李架泡棉切割的厚度,從15mm更改到12mm,節省了材料。同時更改周期很短,成本非常低,符合汽車開發過程解決方案經濟、快速、有效的要求。
4 結語
汽車在現在社會很普及,行李架作為裝載和外觀屬性飾件,在中級和高端車常常被使用。本文介紹行李架與車頂間隙的成因和解決辦法,在尺寸鏈無法找出原因時,重新回到設計結構和安裝過程,不放過每一個安裝步驟尺寸的變化,層層深入,探本究源,借助CAE分析對泡棉的擠壓力和車頂的剛度相互關系進行解析。結合汽車行業降本增效,縮短開發周期的要求,提出經濟,快捷,有效的更改方案,這是尺寸工程在汽車開發應用的一個典型案例。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
