汽車可見尾管樣件制作工藝探究
2019-08-16 08:45:02胡安平袁潔單超
時代汽車 2019年11期
胡安平 袁潔 單超
上汽大眾汽車有限公司 上海市 201805
隨著消費者對汽車外觀的關注度逐漸提高,可見排氣尾管在汽車上的應用越來越廣泛,甚至很多小排量汽車上也不乏可見尾管的身影,甚至在不少汽車后保險杠上經常看到塑料材質并不用于出氣的假“可見”尾管,由此可見消費者對可見尾管的鐘愛。
在車型開發初期,為了給車輛進行各種試驗驗證,尾管在開發階段也經常需要試制樣件,本文結合實際項目情況,介紹了傳統批量零件的制作工藝流程,并探討如何在保證質量要求的前提下,對工藝流程精簡優化,降本增效,得出一套適用于試制樣車尾管的試制工藝流程。
1 圓形可見排氣尾管

圖1 雙層圓管制作工藝流程
1.1 圓形可見尾管工藝流程
這種可見尾管相對簡單,一般為圓形,分單層和雙層,單出和雙出,大部分情況下和后排氣管總成焊接在一起,少數車型如Polo GTI是通過內倒鉤卡在內管上。
以雙層可見尾管為例,傳統工藝流程如圖1:
從流程圖我們可以看出,為了保證零件質量,工序比較完整,且大部分工序都是需要模具或者夾具的,需要夾具的工序有切斜口,沖槽,折彎搭子,需要模具的工序有彎管,卷邊,擴口,整形,需要檢具的有內管檢驗,外管檢驗,總成檢驗。成本較高,且周期很長。
1.2 改進的樣件試制工藝
由于樣件制作不像批量零件制作數量巨大,往往只需要幾十套用于裝車滿足實驗需求,且對外觀要求不高,所以考慮簡化制作工藝流程。
具體如下:切口工序我們選擇改成激光下料工藝,沖槽工序改成3D激光切割工藝,其余工序不變。激光切割單道程序成本較高,但由于數量較少,跟開模具相比,成本卻能大幅降低。需要模具的部分我們可以采用軟鋼模,取消熱處理工藝,這樣下來可以節約數個模具,且需要模具的部分成本可以降低20%左右。
在上汽大眾某款車型試制15套雙層圓形尾管用于裝車試驗,盡管取消了熱處理,模具在該數量下完成的零件質量完全符合要求,該工序及工藝簡化完全沒有問題,且正常需要10周完成的尾管,最終7周就可以完成,周期上可以縮短3周左右。
2 梯形可見尾管
2.1 梯形可見尾管工藝流程
梯形尾管一般裝在汽車后保險杠上,分兩種情況,如果尾氣并不直接從可見尾管中排出,尾管僅僅是作為外觀件,一般做成塑料件,即所謂的“假”尾管,這種尾管并不通透,且后部擋板一般噴黑色造成熏黑效果;如果尾氣需從可見尾管中排出,零件需耐溫,需做成金屬件,即所謂的“真”尾管。本文討論的為金屬材質的“真”尾管。
圖2 梯形尾管示意圖
制作圖2的梯形尾管,傳統工藝流程中,需要模具的工序有涉及到,外膽工序:落料,3次拉深,2次切邊,沖孔,翻孔,整形;內膽上片及下片:落料,拉深,切邊,整形,4個支撐片:落料,折彎,沖孔。需要夾具工裝的工序有:分切,內膽上下片焊接,內外膽焊接,擋板焊接,支撐片焊接,總成檢驗。在這個工藝流程中,考慮到拉深變形率,為了防止撕裂風險,一般采取多次拉深的方式,并加以退火熱處理。
2.2 改進的梯形可見尾管工藝流程
材料方面,零件材料采用304鋼,這種材料用途廣泛,耐腐蝕性和耐熱性好,韌性好,具有良好的加工性能。模具材料采用Cr 12合金鋼,這是一種應用廣泛的冷作模具鋼,具有高強度,淬透性好,耐磨性好,綜合性能不錯,且價格低廉的特點。
考慮到費用及周期問題,對工藝流程進行優化,采取激光切割工藝替代落料模具,外膽3次拉伸變為2次拉伸,取消熱處理工序,支撐片的切邊工序,沖孔工序由模具完成替代為激光切割工藝,取消熱處理后及整形模具。考慮到尺寸外形可能會產生輕微變形,可以通過焊接工裝和總成檢具保證尾管安裝孔位正確,雖然可能會犧牲一些單件表面尺寸精度,但是會造成成本及周期的大幅下降。 激光切割不適用大批量生產,卻很好地滿足小批量樣件的試制。另外,為了保證零件的表面光亮程度,本零件批量生產采取電鍍工藝,這里可以考慮采取拋光替代,但是精度等級需提高。拋光后的零件表面光亮度也很高,批量工藝也會采用,兩者主要的區別是時間長了以后,拋光件表面容易因空氣氧化而泛黃,不如鍍鉻工藝可以保持長久。對于樣件來說,拋光工藝完全可以滿足需求,見上表1。

表1 梯形尾管散件
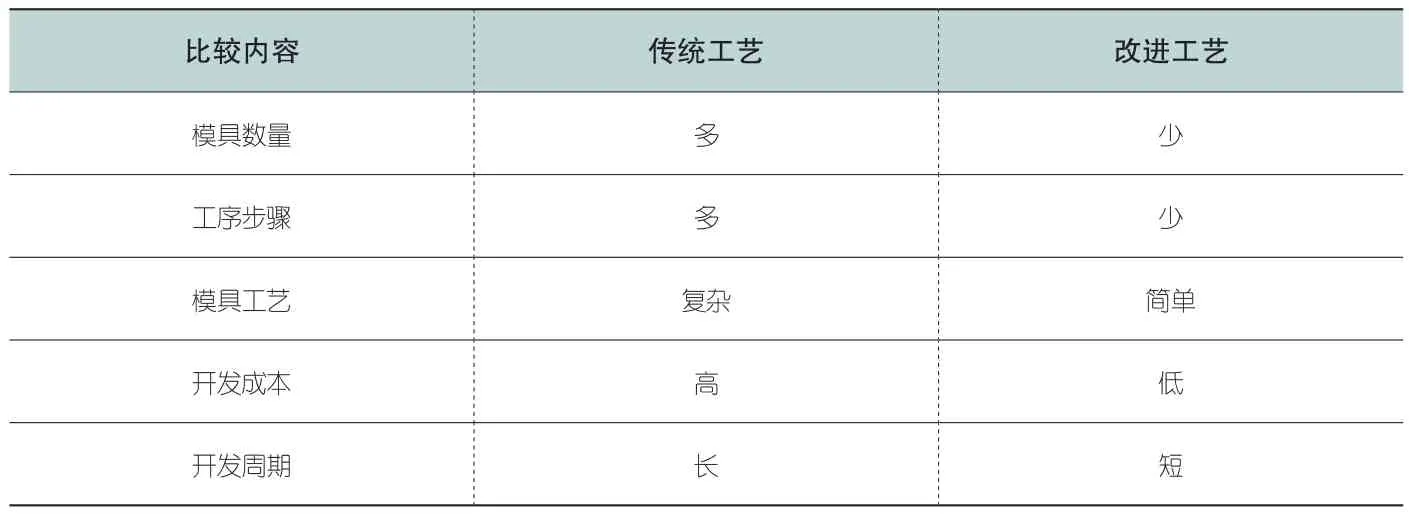
表2 傳統工藝和改進工藝流程優缺點對比
以上汽大眾某車型梯形尾管為例,采取改進工藝后,零件質量可以滿足樣車需求,但是周期從12周縮短到8周,費用可降低一半左右。
3 傳統可見排氣尾管工藝優缺點及展望
通過以上分析,對兩種工藝對比結論如表2:
在實際的開發過程中,部分車型尾管模具可以借用,因此,如果可以借用模具這也是很好的一個節約費用和周期的手段。另外,市場上某些車型的圓形尾管會采取旋壓工藝(Spinning Technology),但相對較少;在一些形狀復雜的尾管中,還涉及到水脹模具工藝(Water Expansion Technology),該工藝費用高,周期長,這兩種工藝此文并未涉及,也有很大的改進潛力。
4 結語
綜上所述,本文通過對尾管試制工藝及流程的探究及改進,結合上汽大眾兩款尾管的開發試制實例,在滿足樣件質量要求的前提下,確實做到了大幅降低成本和縮短制作周期,在汽車開發周期越來越短,預算要求越來越嚴格的今天,類似的降本增效措施對我們樣件試制有重要的指導意義。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
求學·理科版(2016年1期)2016-02-29 15:34:46
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34
