QU100吊車軌生產工藝設計與應用
2019-08-14 08:49:14王代文趙文張建馮偉
鞍鋼技術 2019年4期
王代文,趙文,張建,馮偉
(攀鋼集團攀枝花鋼釩有限公司軌梁廠,四川 攀枝花617000)
吊車軌主要用作工廠、港口、碼頭等大型行車軌道,國內主要由攀鋼、包鋼、紫竹、永洋等鋼廠生產,市場競爭較為激烈。隨著邯鋼允許進入路內軌市場,國內鋼軌生產能力達到600萬t以上,產能嚴重過剩,為了緩解國內鋼軌產能過剩問題,攀鋼集團攀枝花鋼釩有限公司決定在萬能二線開發QU100吊車軌。由于其軌頭、軌底截面積差異大,導致軋制過程中不均勻變形嚴重以及冷卻后彎曲度大等問題,針對上述問題,通過對軋制工藝計算機仿真分析、導衛設計、冷床均勻大變形預彎和大壓下量平立復合矯直工藝等進行優化,成功開發出QU100吊車軌,產品規格尺寸、表面質量和平直度等指標達到標準要求。
1 QU100吊車軌斷面特點及技術要求
1.1 斷面特點
QU100吊車軌開發技術規范為 《起重機鋼軌》(YB/T5055-2014),該標準給出不同規格的吊車軌斷面尺寸和斷面特性等[1],參數具體如下:
(1)斷面金屬分配
QU100吊車軌由軌頭、軌腰、軌底三部分組成,其標準斷面尺寸如圖1所示,QU100吊車軌頭、腰、底三部分截面積如表1所示。
從圖1和表1可以看出,三部分截面積差異較大,軌頭是軌底的1.7倍,呈現出“頭重腳輕”的斷面特點,因此,QU100吊車軌在軋制時不均勻變形嚴重,冷卻后彎曲度大,這也是QU100吊車軌開發難點。
(2) 斷面特性
QU100吊車軌慣性力矩、重心距等斷面特性參數見表2。
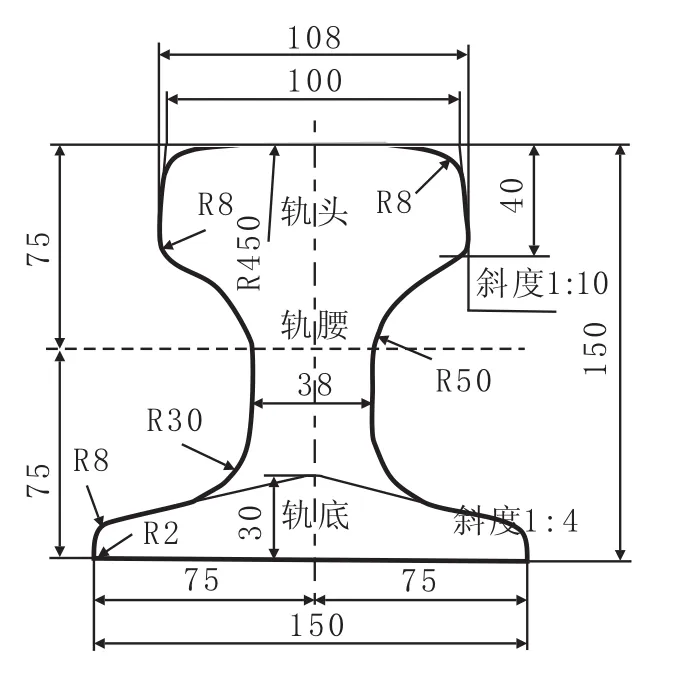
圖1 QU100吊車軌標準斷面

表1 QU100吊車軌頭、腰、底三部分截面積

表2 吊車軌斷面特性參數
1.2 技術要求
QU100吊車軌開發技術規范為 《起重機鋼軌(YB/T5055-2014)》,該標準對吊車軌斷面尺寸、表面質量、平直度等作了詳細要求[1],具體如下:
(1)規格尺寸允許偏差
QU100吊車軌規格尺寸允許偏差要求見表3。
(2)吊車軌平直度和扭轉允許偏差
吊車軌平直度和扭轉允許偏差見表4。

表3 吊車軌規格尺寸允許偏差 mm

表4 吊車軌平直度和扭轉允許偏差
2 QU100吊車軌工藝設計
攀鋼軌梁廠萬能二線由2座加熱爐、7架軋機(BD1、BD2、U1、E1、U2、E2 以及 UF)、2 架矯直機、聯合鋸鉆床等設備構成,主要生產鋼軌產品,年產量約 90萬 t。
吊車軌工藝流程為:連鑄坯加熱—高壓水除鱗—BD1/BD2開坯—高壓水除鱗—U1/E1萬能粗軋—高壓風除鱗—U2/E2萬能中軋—高壓風除鱗—UF萬能精軋—鋸切—預彎—冷卻—平立復合矯直—定尺鋸切加工—檢查入庫—裝車外發。
其主要設備參數如表5所示。
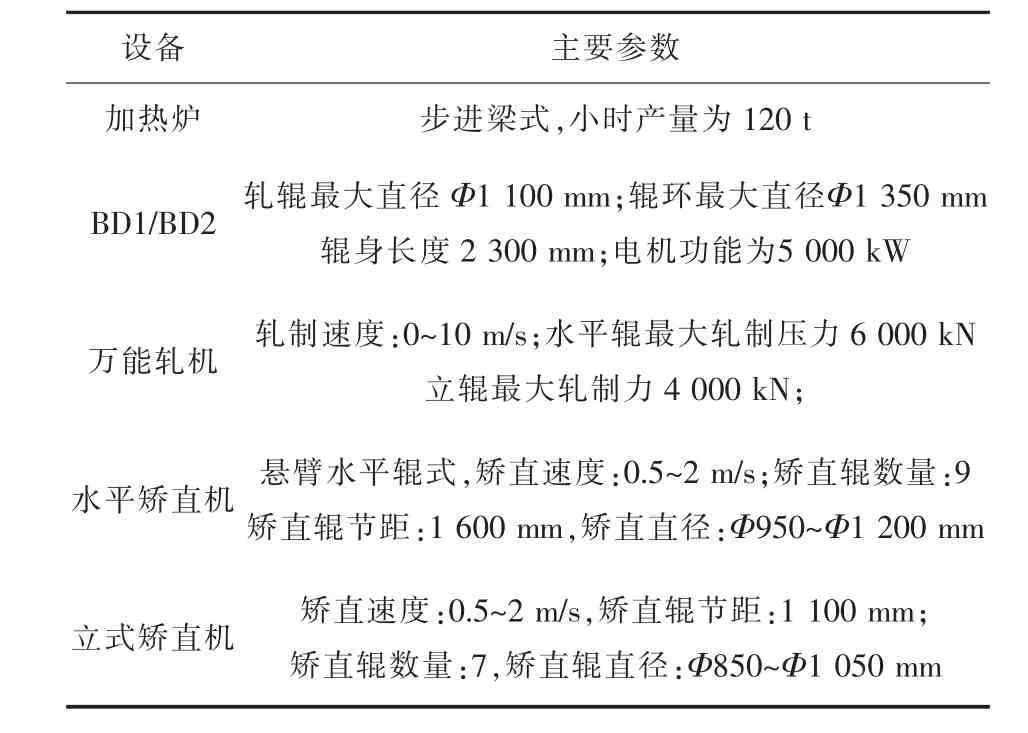
表5 主要設備參數
2.1 軋制工藝設計
軋制工藝設計是產品開發的關鍵,它包括開坯機孔型系統設計、萬能區域延伸系數分配、精軋機關鍵參數設計等內容。
2.1.1 開坯機孔型系統選擇及優化設計
目前,采用萬能法軋制吊車軌時,開坯(BD)機孔型系統主要有三種[2],如圖2所示。
三種孔型系統均采用直軋方式,系統a、b的共同優點在于小坯料在經過帽形孔時,通過強制展寬能夠獲得較大的底寬尺寸,且各道次變形較為均勻;但其共同的缺點在于開坯機軋制道次偏多。系統b除了上述缺點外,還存在軌形切深孔輥縫處易充滿影響下一孔咬入等問題。系統c軋制道次較少,成型孔數量少有利于出鋼控制,但所需的坯料規格較大。
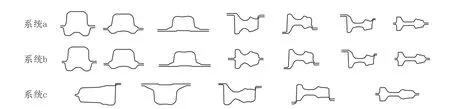
圖2 萬能法軋制吊車軌BD機孔型系統
由于萬能二線軋機數量多,經過萬能軋機往復多道次軋制可以獲得足夠的底寬尺寸,因此,選用系統c作為軋制QU100吊車軌開坯機孔型系統。
2.1.2 萬能區域延伸系數研究
根據軋機的作用設計不同的延伸系數,萬能精軋機主要用于控制吊車軌成品規格尺寸,起精軋和規整的作用,軋制變形較小,因此,延伸系數設計為1.05~1.08;軋邊機主要控制吊車軌頭寬和底寬尺寸,變形量較小,延伸系數設計為1.01~1.03;萬能粗軋機和中軋機承擔萬能區域主要變形量,因此,其延伸系數設計較大,為1.20~1.35。同時同一孔型(道次)應遵循“軌頭、軌底延伸系數應大于軌腰”的原則。根據以上原則,QU100吊車軌各道次延伸系數設計見表6。
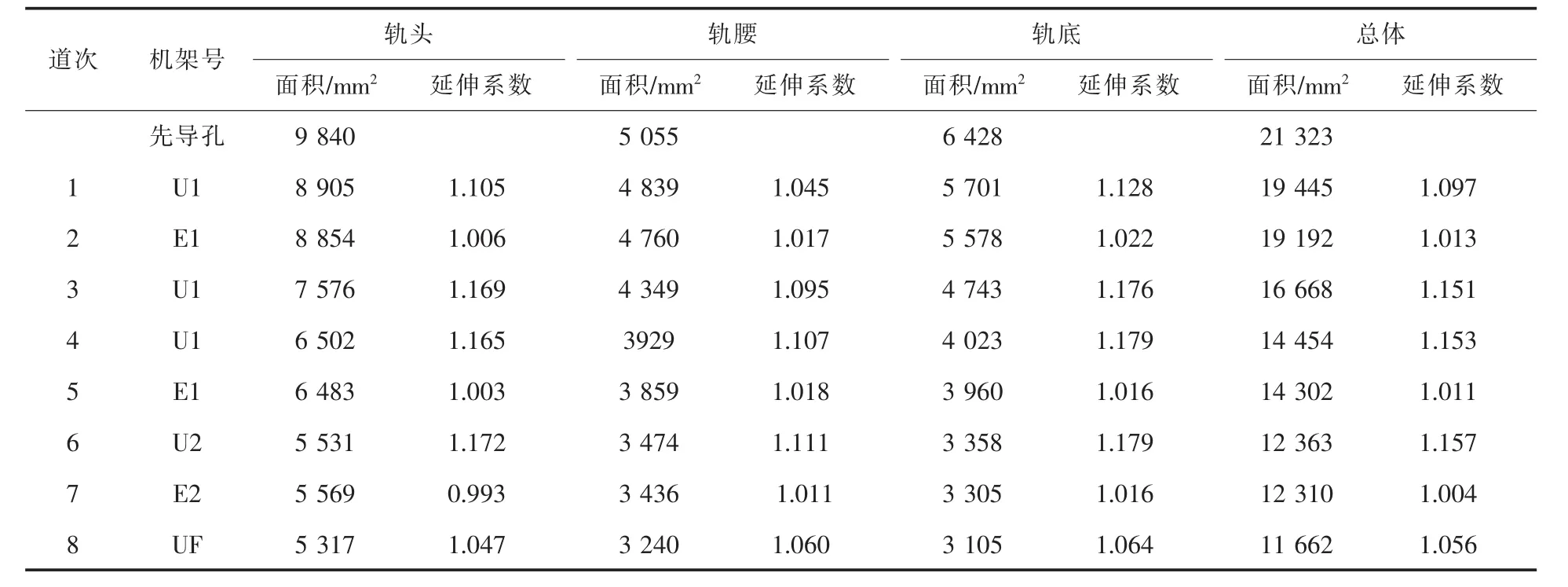
表6 QU100各道次延伸系數設計
2.1.3 軋輥設計
根據孔型磨損情況配置BD機孔型,將在軋制時磨損輕微的箱形孔、梯形孔、帽形孔集中配置在BD1軋機,磨損嚴重的軌形切深、軌形延伸孔、先導孔集中配置在BD2軋機,同時為磨損嚴重的軌形切深孔、軌形延伸孔各增加一個備用孔,以提高軋輥軋制量,降低生產成本。
2.1.4 坯料和軋制道次設計
根據成品單重、定尺長度、軋機間距、軋機數量、生產效率等因素來確定坯料尺寸、軋制道次分配。
考慮到生產的需要,工藝設計時選用380 mm×280 mm、410 mm×320 mm兩種鑄坯生產QU100吊車軌。
為了提高生產效率,考慮將主要變形集中在開坯機,增加BD區軋制道次,減少萬能區域軋制道次,具體坯料尺寸及軋制道次分配見表7。
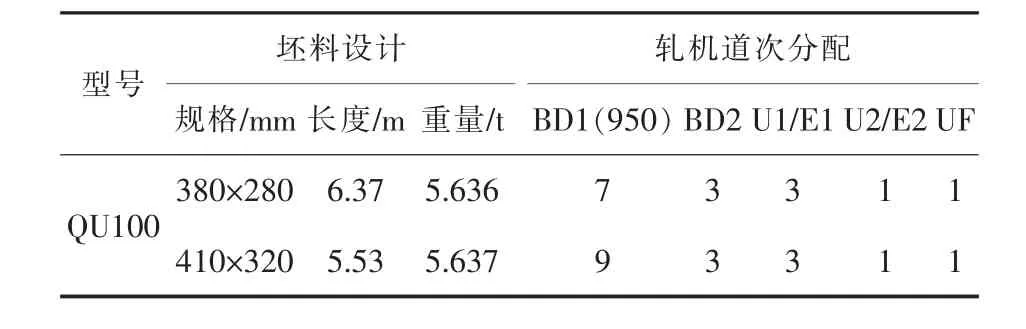
表7 QU100吊車軌坯料尺寸及軋制道次分配
2.1.5 UF軋機孔型設計
萬能精軋機(UF)孔型有全萬能與半萬能兩種(見圖3),東北大學吳迪教授等人采用計算機仿真技術[3],綜合兩種孔型優缺點,選用半萬能孔型作為QU100吊車軌UF軋機孔型。
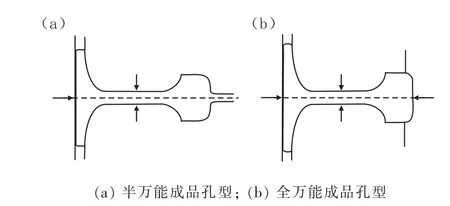
圖3 萬能精軋成品孔型
UF軋機孔型工藝參數部分根據標準斷面尺寸乘以熱收縮系數(1.013),而有些工藝參數設計必須從標準要求、軋輥使用壽命、矯直以及對成品單重的影響等[4]方面綜合考慮。
(1)矯直對吊車軌規格尺寸的影響
吊車軌采用長尺矯直工藝生產,矯直后去除矯直盲區,以保證在通長方向整支吊車軌規格尺寸與平直度的一致性。矯直后吊車軌的規格尺寸會發生變化,要保證矯直后的吊車軌規格尺寸合格,在進行萬能精軋機孔型設計時必須考慮矯直因素。
(2)吊車軌規格尺寸對成品單重的影響
吊車軌采用理論計重方式交貨,采用負偏差軋制有利于降低吊車軌生產成本。
通過取樣回歸,發現軌腰厚度對吊車軌單重的影響最大,其次為腿厚尺寸,因此,對軌腰厚度及腿厚實行負偏差軋制可有效降低吊車軌單重。
根據上述原則設計的QU100吊車軌UF軋機孔型見圖4。
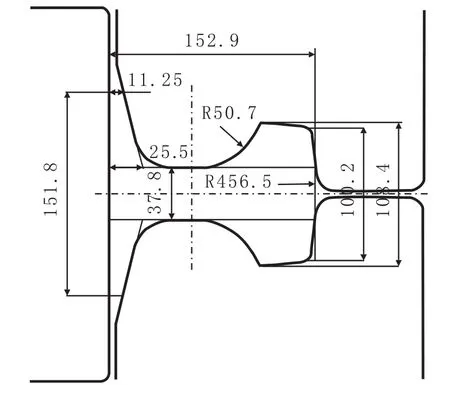
圖4 萬能精軋成品孔型關鍵參數
2.1.6 典型孔型仿真分析
采用ANSYS軟件對BD軋機和UF軋機出鋼狀態和孔型充滿程度進行仿真分析[5],并根據仿真結果對設計方案進行反復優化,以提高試軋成功率,降低開發成本,具體仿真情況如下:
(1)初始和邊界條件
設定BD軋機、UF軋機軋制速度恒定,分別為2.5 m/s、3.0 m/s,軋件和軋輥是自動面面接觸,摩擦因數為0.30。
BD軋機軋制溫度為1 100℃左右,UF軋制溫度950℃左右;軋件彈性模量E=160 000 MPa、泊松比取0.28,變形抗力取80 MPa。
(2)仿真模型建立
為節約仿真時間和運行內存,鋼軌長度設為0.8 m,設軋件通長方向網格邊緣長為10 mm,橫斷面網格邊緣長為3mm,同時軋輥和導衛采用掃掠式劃分網格的方式,網格邊緣長設為10 mm。具體模型見圖5。
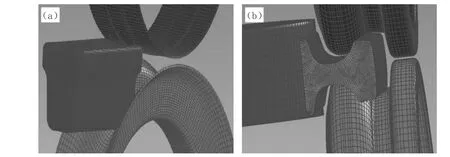
圖5 QU100吊車軌仿真模型
(3)仿真結果及優化
仿真模擬主要對出鋼狀態、孔型充滿程度和軋件尺寸進行分析,并根據仿真結果對設計方案進行優化,以達到提高開發成功率、降低開發的目的。
圖6為QU100部分道次出鋼狀態仿真結果,圖7為QU100吊車軌部分道次孔型充滿和軋件尺寸仿真結果。
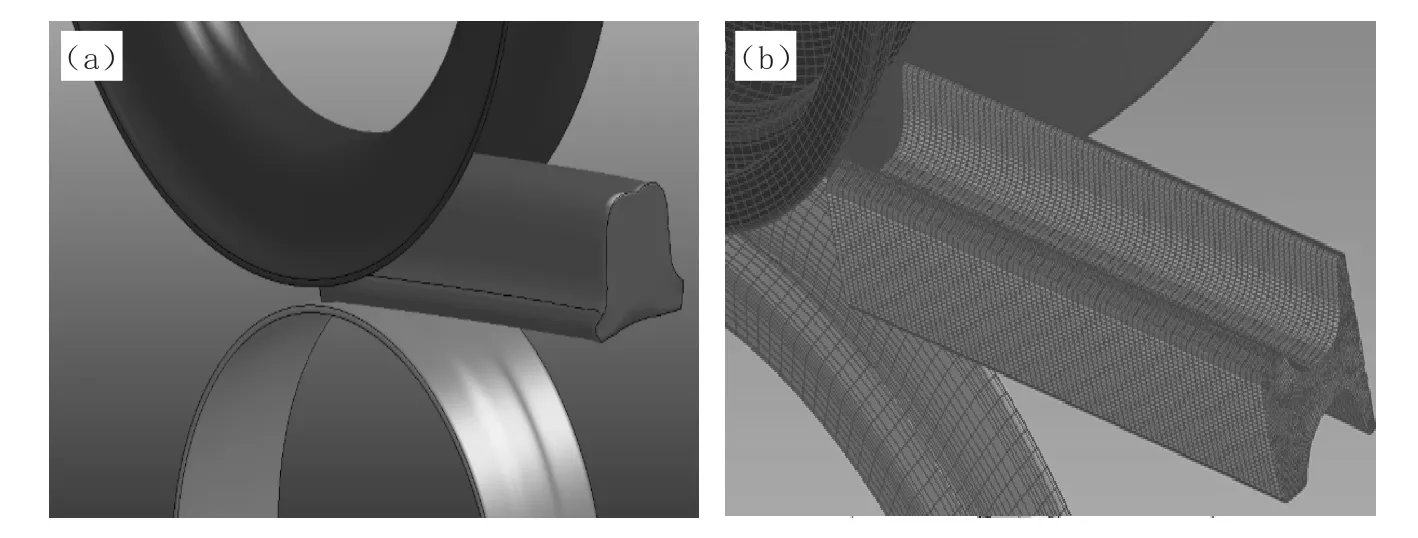
圖6 QU100吊車軌出鋼狀態仿真結果

圖7 QU100吊車軌孔型充滿和軋件尺寸仿真結果
2.1.7 導衛設計
(1)導衛材質選取
由于導衛處于高溫、潮濕工作環境,因而在選材時應考慮以下幾點:
(a)抗熱裂性較好,導衛工作時處于高溫環境(800℃以上),非工作狀態時處于低溫環境(約20℃),導衛長期處于冷熱交變環境,因而要求其材質具有較好的抗熱裂性;
(b)耐磨、不粘氧化鐵皮,導衛直接與軋件接觸,長期磨損,因而要求其材質耐磨性好、不粘氧化鐵皮,否則易產生表面刮傷;
(c)抗沖擊性好,軋件咬入孔型對導衛、軋輥產生較大的沖擊,頻繁進鋼要求導衛材質具有較好的抗沖擊性。
綜上所述,UF軋機出口選用合金鑄鐵導衛,其余軋機和導衛選用合金鑄鋼。
(2)導衛優化設計
(a)萬能區域各機架設計專用導衛,減少因導衛尺寸不匹配形成的劃痕;
(b)為了增強導衛對出鋼的控制作用,解決軋件軌頭懸空形成刮傷的問題,將E軋機和UF軋機出口衛板設計成雙托臺形式,具體見圖8。
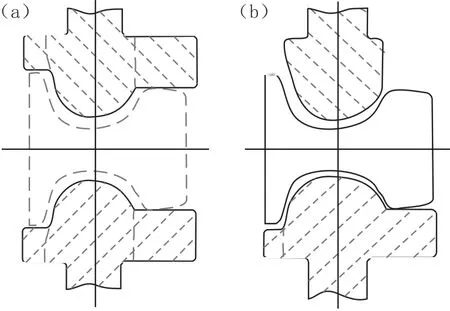
圖8 QU100吊車軌軋機出口導衛
2.2 平直度控制技術研究
由于QU100吊車軌軌頭、軌底差異大,頭部金屬量是底部金屬量的1.7倍,冷卻后吊車軌全長彎曲度一般在4 m甚至更大,這樣大的矯前彎曲度需要施加較大的矯直壓下量才能滿足對吊車軌平直度的要求,同時對殘余應力也產生了較大的影響。因此,為獲得良好的吊車軌平直度,同時有效控制吊車軌殘余應力,首先應研究如何控制和降低吊車軌的矯前彎曲度。
(1)預彎工藝研究
根據60 kg/m、100 m鋼軌預彎曲線研究成果,利用非線性有限元軟件對QU100吊車軌預彎及冷卻過程進行仿真分析。通過仿真分析,獲得了QU100吊車軌在自然冷卻過程中彎曲度的變化規律,并制訂出了不同斷面溫度差的吊車軌的初步預彎工藝方案。在此基礎上,有針對性地開展了全長均勻預彎、全長不均勻預彎及分段不均勻預彎等三種預彎工藝方案的現場工藝試驗。
試驗結果表明,全長均勻預彎工藝方案的效果最好,吊車軌冷卻后其全長彎曲度可穩定控制在1.5 m以內,這為吊車軌矯直獲得高平直度創造了良好的條件。最終QU100吊車軌預彎量見表8,現場預彎效果見圖9。
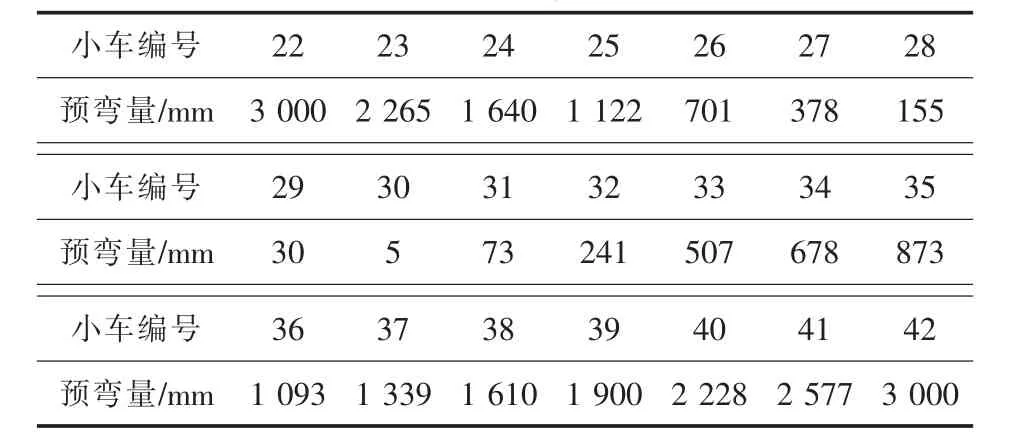
表8 QU100吊車軌預彎量

圖9 QU100吊車軌預彎方案現場照片
(2)復合矯直工藝研究
采用九輥水平矯直機和七輥立式矯直機平立復合矯直吊車軌,并根據矯直后的彎曲度情況,反復優化矯直壓下量,最終確定水平矯直機總壓下量為44.8 mm,立式矯直機總壓下量為27.5 mm。
3 QU100吊車軌工業試制
(1)主要規格尺寸控制情況
QU100吊車軌軌高、頭寬、腰厚、底寬、腿厚等均達到設計要求,均控制在負偏差范圍內,提高了吊車軌成材率,具體規格尺寸控制情況見表9。

表9 QU100吊車軌斷面尺寸控制情況 mm
(2) 平直度
采用全長均勻預彎和平立復合矯直工藝,QU100吊車軌平直度達到標準要求,矯直后的QU100吊車軌平直度見圖10。

圖10 QU100吊車軌平直度情況
(3)主要經濟技術指標
截止2018年6月底累計生產QU100系列吊車軌21 949.09 t,綜合合格率為99.12%、成材率為92.66%。
4 結語
針對QU100吊車軌軌頭、軌底截面積差異大造成的軋制過程中不均勻變形嚴重以及冷卻后彎曲度大等問題,通過對軋制變形分配、軋制工藝計算機仿真分析、導衛設計、冷床均勻大變形預彎和大壓下量平立復合矯直工藝等進行優化,成功開發出QU100吊車軌,產品規格尺寸、表面質量和平直度等指標達到標準要求,產品綜合合格率達到99.12%,成材率達到92.66%。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03