蘇阿皮蒂電站混流式水輪機組尾水肘管安裝要點
2019-08-14 01:44:56郭亮輝黃永勝
水電與新能源 2019年7期
郭亮輝,逄 亮,黃永勝
(中國水利電力對外有限公司,北京 100120)
蘇阿皮蒂水電站尾水管設計為彎肘型,水平擴散段設置1個中墩,尾水肘管由12節鋼襯組成,其余部分采用混凝土結構。由于運輸原因,尾水肘管鋼襯除(10-12)節為整體外,其余每節分兩瓣,在工廠內進行預裝后運輸至現場,分瓣縱縫及分節環縫焊縫在工地完成,肘管鋼板厚度20 mm、材質為 Q235-B、肘管總重約42 815 kg(含內部支撐重量)。
1 施工流程
尾水肘管安裝與驗收程序見圖1。

圖1 安裝與驗收程序
尾水肘管鋼襯運輸至工地現場后,為縮短肘管安裝工期,可提前在制作廠搭設組裝平臺,將肘管鋼襯分瓣組裝成一體,并完成單節的焊接與檢測工作。再將尾水肘管12節肘管分五個單元拼裝后吊入機坑調整。尾水肘管(10-12)節為第一單元,尾水肘管(7-9)節為第二單元,尾水肘管(5-6)節為第三單元,尾水肘管(3-4)節為第四單元,尾水肘管(1-2)節為第五單元(如圖2)。
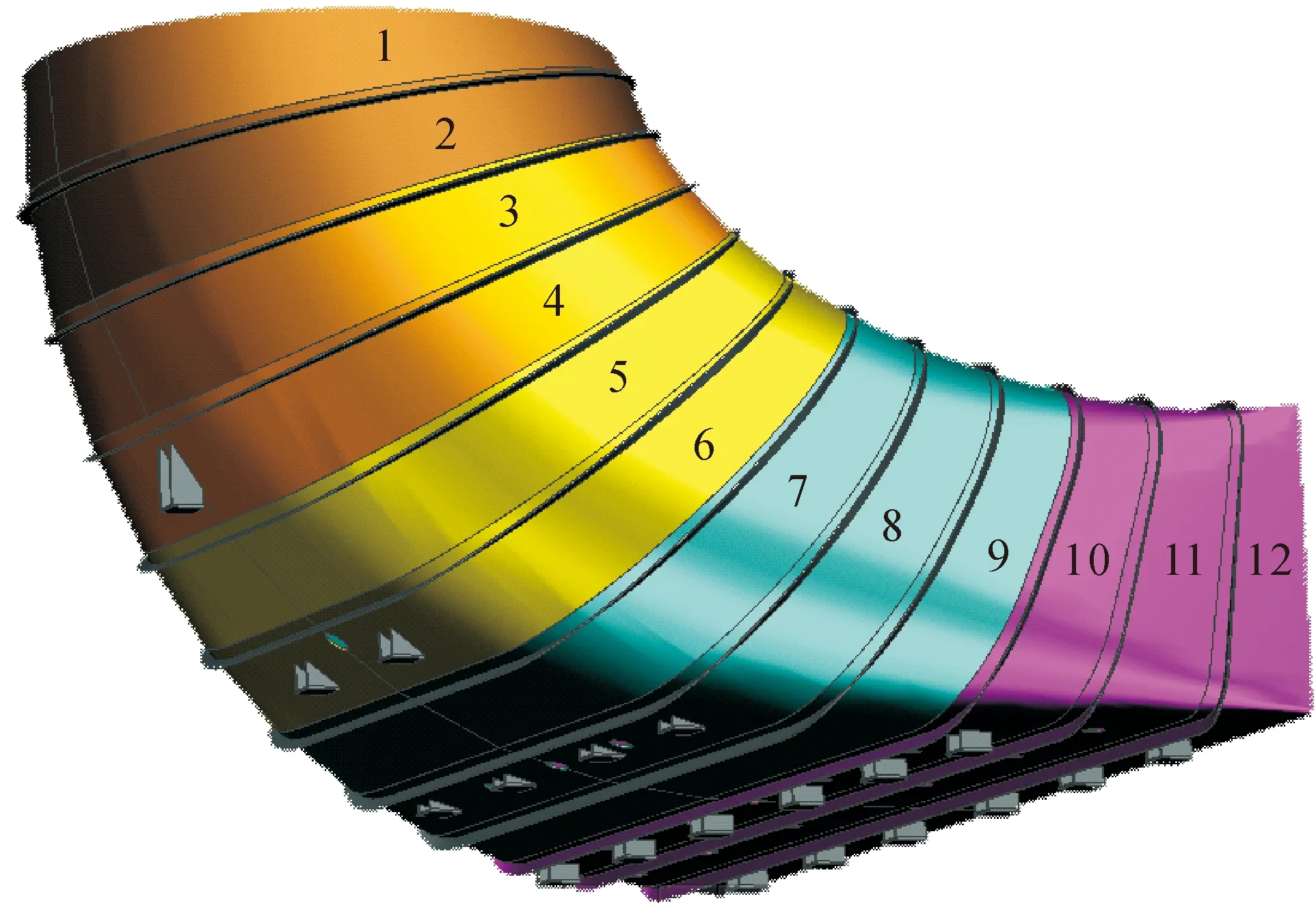
圖2 肘管管節編號
尾水肘管尺寸調整合格后焊接,焊接完成并探傷;探傷后防止混凝土澆筑變形,需再一次進行加固,架設百分表、全站儀進行變形監控,如果發生位移,及時調整混凝土澆筑方案;混凝土澆筑完成后驗收。
2 施工解析
2.1 單節拼裝和單元組裝
制作廠組裝平臺用工字鋼(或槽鋼)墊底調整水平,20厚鋼板蓋面搭建,保證剛性足夠,水平度要求2 mm;用水準儀(或全站儀)檢測調整平臺合格。
根據尾水管單線圖在鋼板上做點,放樣;作為分單元拼裝時的尺寸參考,根據尾水管單線圖和肘管裝配圖在組裝平臺上劃出單節肘管拼裝地樣,地樣尺寸應按照所拼裝的管節的外部周長來確定。同時在所畫地樣上放置多對調整楔子板。
單節拼裝時,將尾水管肘管瓦片合縫坡口50 mm以內的油漆打磨干凈,同時找出肘管在制造廠內的預裝標記并用記號筆明顯標識;將肘管瓦片吊放在尾水管肘管組裝平臺上,調整各瓣的相對位置,根據肘管裝配圖,裝焊工地焊縫調整工具(調節板、斜楔、連接板),裝入工具組合螺栓和螺母。將單瓣瓦片焊接成一體。
考慮到第12節、11節、10節為整節,可以作為拼裝分瓣節肘管環節的安裝基準,所以先組裝該肘管節。
按照制造廠預裝時編制的編號找到第12節尾水肘管,將其吊上平臺,檢查進水口和出水口段面尺寸,(周長、開檔、圓弧角)是否與設計尺寸相符,同時參照廠家給定尺寸,分析運輸變形情況,為肘管調整參考。同樣工序把第11節、第10節吊上平臺檢查,調整合格后,進行下一步。
把第12節出水口朝下放置在平臺上,按照廠家預裝時留下的定位塊調整放置第11節,用楔子版調整對接焊縫錯位小于2 mm,調整合格后,用全站儀檢查第11節進水口高程和里程尺寸是否符合設計值;同方法調整第10節,調整合格后,在平臺上加固,為焊接環縫做準備,在焊接過程中,用全站儀做監測點監控焊接變形,必要時做反變形焊接。注意調整數據需考慮焊接收縮和變形,每條焊縫2~3 mm收縮余量。
第二單元至第五單元均以相同的方式進行調整焊接,第五單元調整合格后段焊加固,吊入機坑待其余四個單元均焊接完成后,檢測數據調整合格后焊接。尾水肘管第1節進水口縱縫位置預留150 mm不焊接,和錐管對接時調整用。
2.2 吊裝就位
廠房尾水布置1臺MQ 600B門機,門機至廠房機組中心可吊裝重量為18.5 t;基礎板在混凝土澆筑驗收合格;廠房機坑具備肘管安裝條件后,依次按照第一單元第二單元吊入機坑調整,每個單元調整合格后才可以吊入下一個單元。吊裝時注意掛鋼絲繩的長度,因為尾水肘管單元節吊入時斜面對接,需要調整吊裝角度,防止手拉葫蘆調整鋼絲繩不夠長,吊裝簡圖如圖3。
1)基準建立。根據相應圖紙正確設置尾水肘管安裝用的機組基準線X、Y標點和尾水肘管安裝用的高程點,測點偏差不超過±1 mm。必要時應掛鋼琴線等方法來校核不同高程位置的機組基準線X、Y標點。
2)基礎板埋設。設備安裝應在基礎混凝土強度達到設計值的70%后進行,基礎板混凝土應澆筑密實。在肘管下部基礎第一期混凝土鋼筋網編制過程中根據下部基礎圖給定的坐標,埋設尾水肘管外部加固調整用的千斤頂支撐基礎板和拉錨預埋錨勾。基礎板高程偏差一般不超過0~5 mm,中心和分布位置偏差一般不大于10 mm,水平偏差一般不大于1 mm/m。拉錨分底部、側面、后面,可以根據肘管加固需要進行調整和增加。

圖3 單元吊裝示意圖
3)機坑定位塊的預設焊接。為了節省門機的吊裝調整時間,在機坑內尾水肘管第12節出水口下部位置預先焊接4個定位塊,做好中心標記,以及計算中墩護頭的距離,第一單元吊入機坑時,可按照定位塊初步調整第一單元的位置;吊入后,按照尾水肘管裝配圖、下部基礎圖焊接拉緊器,做微調用;用全站儀測量,根據機組中心線和第12節肘出水口斷面高程控制點調整肘管斷面垂直度≤5 mm、肘管斷面中心偏差≤6 mm,高程偏差0~8 mm;調整合格后將該組肘管固定;將肘管支座與千斤頂調節螺栓、千斤頂與預埋基礎板點焊牢固。用全站儀檢查第一單元的進水口和出水口尺寸,在進水口位置加10 t千斤頂調整第一單元,尺寸合格后繼續加固,防止第二單元調整時位移。
4)第二單元吊入機坑前,在第一單元上焊接輔助擋塊,和在下游側掛手拉葫蘆,防止第二單元滑落,出現安全事故;第二單元吊入后,先調整環縫錯位小于2 mm,第二節按照下部基礎圖焊接拉緊器,用全站儀測量第二單元進水口尺寸,調整至合格;輔助用鐵板加固第一單元和第二單元。如果需要節省全站儀測量時間,可在尾水肘管兩邊墻預設掛十字鋼琴線圓鋼,參照鋼琴線也可以。
5)按上述方法依次吊裝調整第三第四第五單元至合格后加固;調整肘管中間各單元出水側斷面的標記與先安裝的肘管進水側斷面標記對正,軸管腰線對齊。安裝每一單元尾水肘管均需采用全站儀測量和控制管口中心坐標和高程等滿足設計和規范要求,并進行可靠加固。
6)尾水管第1節進口節調整要求。安裝尾水肘管進口節時,首先調整肘管中間節出水側斷面的上、下、左、右對稱點與先安裝的肘管進水側斷面的上、下、左、右對稱點對正。根據機組基準線X、Y標點和肘管進口節上管口高程架設十字鋼琴線,調整尾水肘管進口節上管口的X、Y標記與鋼琴線重合,偏差≤6 mm;調整肘管上管口的圓度,使尾水肘管進水斷面的圓度不超過7 mm。
7)相鄰肘管環縫調整要求。在相鄰肘管環縫附近裝焊工地焊縫調整工具(調節板、斜楔、連接板及螺栓螺母),利用焊縫調整工具調整調整肘管中間節與先安裝的肘管節組合環縫的錯牙 和間隙,錯牙應小于2 mm,間隙應滿足2±1 mm。對于局部間隙大于3 mm的地方,應采用長焊的辦法,直至焊縫間隙小于3 mm為止;對于局部錯牙大于2 mm且不可調的部位,可采用1∶3焊縫平滑過渡,必要時應在相應的肘管上開設縱縫來調整。
8)注意調整數據需考慮焊接收縮和變形,高程方向在調整時預設約8 mm,每條焊縫2 mm收縮預留,中心向上游側預設約8~10 mm余量。
9)尾水肘管整體加固焊接。為防止變形,同一截面的焊接應在180°方向交替進行。
10)焊縫的打磨。肘管組合環縫錯牙和間隙調整合格后,根據相應的肘管焊接工藝守則按圖焊接各組合縫。焊后應將過流面焊縫打磨平順,去掉毛刺,凸起部分不超過1.5 mm,并進行100%PT或MT探傷檢查。
11)混凝土澆筑。肘管混凝土澆注上升速度不超過300 mm/h,澆筑應對稱分層分塊,液態混凝土的高度一般控制在0.6 m左右。澆筑過程中應監測肘管變形,并按實際情況隨時調整混凝土澆筑順序。在混凝土澆筑時,特別是澆第二層(肘管本體埋入)時應注意尾水管肘管下部的變形和尾水管肘管的移位,一旦發現有異常,須立刻停止施工,進行處理。
12)肘管混凝土養護期過后采用敲擊的辦法檢查肘管里襯與混凝土的間隙。當脫空面積大于200 mm×200 mm時,需通過壓力灌漿填實空隙。根據《尾水肘管裝配圖》所示在肘管襯板上開出φ27的灌漿孔和排氣孔,壓力灌漿后灌漿孔和排氣孔按尾水肘管裝配圖用φ25圓鋼進行封焊。焊后將焊縫打磨光滑過渡并進行PT探傷檢查。
13)尾水肘管油漆。混凝土澆筑前,尾水肘管非過流面在焊接完成后按工藝補漆(環氧富鋅底漆,漆膜厚度50 μm);過流面在混凝土澆筑結束,割除支撐打磨合格后,油漆(①環氧富鋅底漆50 μm,②環氧通用底漆50 μm,③耐水環氧漆150 μm,④耐水環氧漆150,漆膜總厚度400 μm)。
3 結 語
施工準備要充分,配置資源齊全,施工組織要嚴密,施工過程監控得力,是保障優良的安裝質量的關鍵。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年6期)2021-06-09 05:57:08
北京測繪(2020年12期)2020-12-29 01:37:18
水利規劃與設計(2020年1期)2020-05-25 08:01:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
工程與建設(2019年3期)2019-10-10 01:40:18
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
制造業自動化(2017年2期)2017-03-20 14:26:13
電測與儀表(2016年9期)2016-04-12 00:29:52