進(jìn)口橫剪線翻運(yùn)料控制系統(tǒng)程序設(shè)計(jì)
2019-08-13 06:45:02楊飛
設(shè)備管理與維修 2019年7期
關(guān)鍵詞:按鈕
楊 飛
(濟(jì)南西門子變壓器有限公司,山東濟(jì)南 250014)
0 引言
橫剪線翻運(yùn)料系統(tǒng)主要是為配合瑞士進(jìn)口橫剪線開卷工作,自行設(shè)計(jì)制造的矽鋼片翻料、運(yùn)輸設(shè)備。實(shí)現(xiàn)生產(chǎn)配套設(shè)備的國(guó)產(chǎn)自動(dòng)化。
1 橫剪線翻運(yùn)料系統(tǒng)構(gòu)成
橫剪線翻運(yùn)料系統(tǒng)由矽鋼片液壓翻料系統(tǒng)和矽鋼片運(yùn)輸系統(tǒng)組成,工作過程見圖1。液壓翻料系統(tǒng)的工作是將平躺的料卷通過液壓翻轉(zhuǎn),豎立起來以便開卷剪切;矽鋼片運(yùn)輸系統(tǒng)從翻轉(zhuǎn)臺(tái)接過翻轉(zhuǎn)好的料卷,通過液壓升降控制料卷支撐調(diào)整高度,由液壓機(jī)械臂加緊固定料卷,運(yùn)料車旋轉(zhuǎn)180°,調(diào)整料卷正反,然后運(yùn)輸?shù)郊羟芯€開卷機(jī)前,給開卷機(jī)上料,松開機(jī)械臂,降下料卷支撐,開卷機(jī)出料進(jìn)行剪切工作,運(yùn)輸系統(tǒng)返回等待再次運(yùn)料。
2 橫剪線液壓翻運(yùn)料控制系統(tǒng)PLC程序設(shè)計(jì)
PLC(Programmable Logic Controller,可編程控制器)應(yīng)用廣泛,可實(shí)現(xiàn)多種控制。例如,順序控制、運(yùn)動(dòng)控制、過程控制、數(shù)據(jù)處理、通訊和聯(lián)網(wǎng)等。而且PLC具有可靠性高,抗干擾能力強(qiáng);適應(yīng)性強(qiáng),應(yīng)用靈活;編程方便,易于使用;功能強(qiáng),擴(kuò)展能力強(qiáng);控制系統(tǒng)設(shè)計(jì)、安裝、調(diào)試方便;維修方便,易于實(shí)現(xiàn)機(jī)電一體化等優(yōu)點(diǎn)。故而,通過PLC去設(shè)計(jì)控制系統(tǒng)程序。
2.1 橫剪線液壓翻轉(zhuǎn)運(yùn)料系統(tǒng)主控程序的設(shè)計(jì)
按照設(shè)備的工作過程,將控制部分分成4個(gè)塊進(jìn)行程序設(shè)計(jì)。這4個(gè)塊分別是翻轉(zhuǎn)運(yùn)動(dòng)控制子程序0、水平運(yùn)動(dòng)控制子程序1、升降加緊運(yùn)動(dòng)控制子程序2和旋轉(zhuǎn)運(yùn)動(dòng)控制子程序3。設(shè)備上電后可通過主程序調(diào)用這4個(gè)塊之一進(jìn)行操作運(yùn)行。主程序設(shè)計(jì)見圖2。主程序調(diào)用翻轉(zhuǎn)運(yùn)動(dòng)控制塊子程序0,上電即可調(diào)用。也就是設(shè)備上電后,4個(gè)運(yùn)動(dòng)控制可分別進(jìn)行操作運(yùn)行。上電開關(guān)符號(hào)Always_On,地址SM0.0,上電后始終接通。其他3個(gè)子程序的主程序設(shè)計(jì)與其相同。
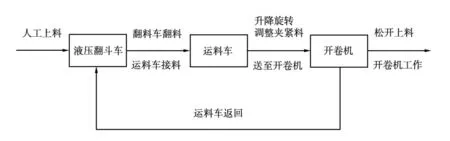
圖1 橫剪線液壓翻運(yùn)料系統(tǒng)工作過程

圖2 調(diào)用翻轉(zhuǎn)運(yùn)動(dòng)控制塊子程序的主程序
2.2 橫剪線液壓翻轉(zhuǎn)運(yùn)料系統(tǒng)翻轉(zhuǎn)臺(tái)翻轉(zhuǎn)運(yùn)動(dòng)程序設(shè)計(jì)
系統(tǒng)上電后工作開始進(jìn)行。首先,上料操作人員確認(rèn)矽鋼片料卷已經(jīng)穩(wěn)固放置在翻轉(zhuǎn)臺(tái)上;然后,按下按鈕SB11啟動(dòng)翻轉(zhuǎn)臺(tái)液壓泵電機(jī)M1,按下按鈕SB14電磁閥YV1得電,電磁閥指示燈亮,翻轉(zhuǎn)臺(tái)翻轉(zhuǎn)料卷。當(dāng)料卷翻轉(zhuǎn)到垂直位置,到達(dá)行程開關(guān)SB13,PLC得令正向翻轉(zhuǎn)運(yùn)動(dòng)停止。翻轉(zhuǎn)臺(tái)料卷被料車取走后,按下按鈕SB15,電磁閥YV2得電,翻轉(zhuǎn)臺(tái)返回初始位置,按下停止按鈕SB12,液壓泵電機(jī)停止運(yùn)轉(zhuǎn),料卷翻轉(zhuǎn)工作完成。系統(tǒng)翻轉(zhuǎn)臺(tái)翻轉(zhuǎn)運(yùn)動(dòng)PLC程序設(shè)計(jì)元器件安排如下:電機(jī)M1,地址 Q0.2;急停 SB10,地址 I0.0;啟動(dòng) SB11,地址 I0.1;停止 SB12,地址 I0.2;電磁閥 1啟動(dòng) SB14,地址 I0.4;電磁閥 YV1,地址Q0.0;電磁閥 2啟動(dòng) SB15,地址 I0.5;電磁閥 YV2,地址 Q0.1;行程開關(guān)SB13,地址I0.3。
2.3 橫剪線液壓翻轉(zhuǎn)運(yùn)料系統(tǒng)水平運(yùn)動(dòng)程序設(shè)計(jì)
系統(tǒng)翻轉(zhuǎn)臺(tái)把矽鋼片料卷翻轉(zhuǎn)到位后,需要運(yùn)料車水平運(yùn)動(dòng)將料卷取離翻轉(zhuǎn)臺(tái)。運(yùn)料車水平運(yùn)動(dòng)控制方式分為兩種可選,分別為點(diǎn)動(dòng)運(yùn)行和自動(dòng)運(yùn)行。長(zhǎng)按點(diǎn)動(dòng)前進(jìn)按鈕SB20,運(yùn)料車電機(jī)M2得電,正轉(zhuǎn)運(yùn)行,直至行程開關(guān)SB25,料車停止前進(jìn);在運(yùn)行過程中松開按鈕SB20,電機(jī)M2失電,料車隨時(shí)停止運(yùn)行。按下自動(dòng)前進(jìn)按鈕SB22,電機(jī)M2正轉(zhuǎn)運(yùn)行,料車前進(jìn),直至行程開關(guān)SB25,料車停止前進(jìn);在前進(jìn)過程中,按下停止按鈕SB24,料車隨時(shí)停止運(yùn)行。反之,長(zhǎng)按點(diǎn)動(dòng)后退進(jìn)按鈕SB21,運(yùn)料車電機(jī)M2得電,反轉(zhuǎn)運(yùn)行,直至行程開關(guān)SB26,料車停止前進(jìn);在運(yùn)行過程中松開按鈕SB21,電機(jī)M2失電,料車隨時(shí)停止運(yùn)行。按下自動(dòng)后退按鈕SB23,電機(jī)M2反轉(zhuǎn)運(yùn)行,料車前進(jìn),直至行程開關(guān)SB26,料車停止前進(jìn);在運(yùn)行過程中,按下停止按鈕SB24,料車隨時(shí)停止運(yùn)行。料車水平運(yùn)行實(shí)現(xiàn)了程序互鎖設(shè)計(jì),以便保護(hù)電機(jī)。點(diǎn)動(dòng)正轉(zhuǎn)SB20,地址I0.6;點(diǎn)動(dòng)反轉(zhuǎn)SB21,地址I0.7;自動(dòng)正轉(zhuǎn)SB22,地址I1.0;自動(dòng)反轉(zhuǎn)SB23,地址I1.1;自動(dòng)停止B24,地址I1.2;正轉(zhuǎn)行程SB25,地址I1.3;反轉(zhuǎn)行程SB26,地址I1.4;電機(jī)M2正轉(zhuǎn),地址Q0.3;電機(jī)M2反轉(zhuǎn),地址Q0.4。料車水平運(yùn)動(dòng)正向PLC控制程序如圖3所示,反向運(yùn)轉(zhuǎn)的PLC程序與其類似。
2.4 橫剪線液壓翻轉(zhuǎn)運(yùn)料系統(tǒng)升降和加緊運(yùn)動(dòng)程序設(shè)計(jì)
橫剪線料車從翻轉(zhuǎn)臺(tái)取出料卷后,需要把料卷升至合適的高度,并且使用機(jī)械臂加緊才能進(jìn)行運(yùn)輸。首先,按下液壓?jiǎn)?dòng)按鈕SB30,升降加緊液壓泵電機(jī)M3得電啟動(dòng),按下停止按鈕SB31,液壓泵電機(jī)M3停止運(yùn)轉(zhuǎn)。升降加緊液壓泵啟動(dòng)后,按下升按鈕SB32,電磁閥YV3得電,矽鋼片料卷放置臺(tái)升起;按下降按鈕SB33,電磁閥YV4得電,料卷放置臺(tái)落下。當(dāng)料卷升起的時(shí)候,按下加緊按鈕SB34,電磁閥YV5得電,機(jī)械臂加緊固定料卷;如果需要料卷放置臺(tái)落下,按下松開按鈕SB35,電磁閥YV6得電,機(jī)械臂松開料卷。PLC程序設(shè)計(jì)元件安排如下:電機(jī)M3,地址Q1.1;液壓?jiǎn)?dòng)按鈕SB31,地址I1.5;液壓停止按鈕;升按鈕SB32,地址I1.7;降按鈕SB33,地址I2.0;電磁閥 YV3,地址 Q0.5;電磁閥 YV4,地址 Q0.6;加緊按鈕 SB34,地址 I2.1;松開按鈕SB35,地址I2.2;加緊電磁閥YV5,地址Q0.7;松開電磁閥YV6,地址Q1.0 。
2.5 橫剪線液壓翻轉(zhuǎn)運(yùn)料系統(tǒng)旋轉(zhuǎn)運(yùn)動(dòng)程序設(shè)計(jì)
機(jī)械臂加緊矽鋼片料卷后,此時(shí)的料卷是反方向的,必須讓料卷旋轉(zhuǎn)180°,調(diào)整料卷方向后方可進(jìn)行剪切。根據(jù)設(shè)備的操作運(yùn)轉(zhuǎn)情況,控制方式設(shè)計(jì)為兩種,點(diǎn)動(dòng)和自動(dòng)。按下點(diǎn)動(dòng)正轉(zhuǎn)按鈕SB50,旋轉(zhuǎn)電機(jī)M4得電正轉(zhuǎn)運(yùn)行,松開按鈕即可停止運(yùn)行;按下正轉(zhuǎn)自動(dòng)按鈕SB52,旋轉(zhuǎn)電機(jī)M4得電正傳運(yùn)行,直至行程開關(guān)SB55,或者按下自動(dòng)停止按鈕SB54,正轉(zhuǎn)運(yùn)行停止。按下點(diǎn)動(dòng)反轉(zhuǎn)按鈕SB51,旋轉(zhuǎn)電機(jī)M4得電反轉(zhuǎn)運(yùn)行,松開按鈕即可停止運(yùn)行;按下反轉(zhuǎn)自動(dòng)按鈕SB53,旋轉(zhuǎn)電機(jī)M4得電反轉(zhuǎn)運(yùn)行,直至行程開關(guān)SB56,或者按下自動(dòng)停止按鈕SB54,反轉(zhuǎn)運(yùn)行停止。系統(tǒng)旋轉(zhuǎn)運(yùn)動(dòng)的PLC程序設(shè)計(jì)與水平運(yùn)動(dòng)的程序設(shè)計(jì)相似,元器件安排如下:點(diǎn)動(dòng)正轉(zhuǎn)按鈕SB50,地址I2.3;點(diǎn)動(dòng)反轉(zhuǎn)按鈕SB51,地址I2.4;電機(jī)M4正轉(zhuǎn),地址Q1.2;電機(jī)M4反轉(zhuǎn),地址Q1.3;自動(dòng)正轉(zhuǎn)按鈕SB52,地址I2.5;自動(dòng)反轉(zhuǎn)按鈕SB53,地址I2.6;自動(dòng)停止按鈕SB54,地址I2.7;正轉(zhuǎn)行程開關(guān)SB55,地址I3.0;反轉(zhuǎn)行程開關(guān)SB56,地址I3.1。
至此,整個(gè)橫剪線液壓翻轉(zhuǎn)運(yùn)料系統(tǒng)PLC控制程序分步設(shè)計(jì)完畢,只要把各個(gè)步驟連接起來運(yùn)行就形成了整個(gè)系統(tǒng)的自動(dòng)化控制。

圖3 料車水平運(yùn)動(dòng)正向PLC控制程序
3 結(jié)束語(yǔ)
通過自行設(shè)計(jì)制造配合進(jìn)口橫剪線生產(chǎn)運(yùn)行的運(yùn)料系統(tǒng),極大程度提高剪切線的生產(chǎn)效率,實(shí)現(xiàn)生產(chǎn)配套設(shè)備的國(guó)產(chǎn)自動(dòng)化。之前人工上料,每次大約需要2人,0.5 h;剪切線配套設(shè)備自制后,每次上料只需要1個(gè)人操作,用時(shí)大約0.25 h。結(jié)合其他因素影響綜合計(jì)算,剪切線的整體生產(chǎn)效率大約提升3.6%,大大提高公司的生產(chǎn)效率。
猜你喜歡
兒童故事畫報(bào)·發(fā)現(xiàn)號(hào)趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創(chuàng)新報(bào)(2024年23期)2024-07-12 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創(chuàng)新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
商業(yè)評(píng)論(2014年9期)2015-02-28 04:32:41
中學(xué)語(yǔ)文(2013年35期)2013-11-14 03:29:12
移動(dòng)一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00
