C19400合金熱軋板帶開裂原因分析
2019-08-12 01:37:44沈韶峰陳忠平
有色金屬加工 2019年4期
沈韶峰,陳忠平
(1.中鋁華中銅業(yè)有限公司,湖北 黃石 435005;2.中鋁材料應(yīng)用研究院有限公司蘇州分公司,江蘇 蘇州 215026)
隨著電子信息技術(shù)的不斷發(fā)展,其相關(guān)產(chǎn)品也不斷向小型化、薄型化、輕量化、高速化、多功能化和智能化發(fā)展,使得集成電路向大規(guī)模和超大規(guī)模方向發(fā)展,引線框架向著引線節(jié)距微細(xì)化、多腳化的方向發(fā)展。這就對(duì)引線框架材料的各項(xiàng)性能提出更高要求,使得引線框架材料具有更高的強(qiáng)度和硬度、優(yōu)越的導(dǎo)熱性和導(dǎo)電性,尤其是具有彎曲、微細(xì)加工和刻蝕性能好、釬焊性能好、使用中不發(fā)生熱剝離、電鍍性能好、樹脂的密著性好等一系列加工特性。而C19400合金作為引線框架用材料,對(duì)其質(zhì)量要求也越來越高[1-3]。
C19400合金在生產(chǎn)過程中需要進(jìn)行熱軋、在線淬火、冷軋、時(shí)效等多種工藝處理。企業(yè)在C19400合金板帶的生產(chǎn)過程中,尤其是熱軋過程中,常存在熱軋板坯邊部開裂的現(xiàn)象,致使后續(xù)的冷軋無法正常進(jìn)行,嚴(yán)重影響企業(yè)的正常生產(chǎn)。在熱軋開裂問題上國內(nèi)外研究機(jī)構(gòu)均開展了諸多研究,文獻(xiàn)[4]從化學(xué)成分、加熱溫度和加熱速度、開軋溫度和終軋溫度對(duì)HPb59-1鉛黃銅的熱軋裂邊可能原因進(jìn)行分析。文獻(xiàn)[5]從雜質(zhì)含量超標(biāo)、組織疏松、開軋溫度過低等對(duì)5083鋁合金板熱軋裂邊進(jìn)行分析。文獻(xiàn)[6]則從成分偏聚、雜質(zhì)含量超標(biāo)闡述引起H62黃銅熱軋開裂的因素。文獻(xiàn)[7]認(rèn)為熱軋開裂是鑄造過程中力學(xué)因素和冶金特性綜合作用的結(jié)果。
基于上述相關(guān)熱軋板開裂的研究,本文針對(duì)企業(yè)C19400合金板材熱軋開裂問題,對(duì)熱軋開裂區(qū)域進(jìn)行分析,從鑄坯和熱軋組織、鑄造工藝、熱軋工藝參數(shù)方面開展研究,分析C19400合金板材熱軋開裂原因。
1 試驗(yàn)材料與方法
試驗(yàn)材料選自企業(yè)半連續(xù)鑄造法生產(chǎn)的C19400合金鑄錠,其化學(xué)成分(質(zhì)量分?jǐn)?shù),%)為,F(xiàn)e 2.10~2.60,P 0.02~0.04,Sn 0.02~0.03,Zn 0.08~0.18, Ni 0.006~0.020,Cu余量。鑄錠斷面尺寸為210mm×620mm,熱軋成品厚度為15.6mm。相應(yīng)的C19400合金板帶的生產(chǎn)工藝流程:熔煉爐熔化→保溫爐保溫→半連續(xù)紅錠鑄造→步進(jìn)爐加熱→熱軋?jiān)诰€淬火→雙面銑→初軋→鐘罩爐退火→精軋→氣墊爐退火→拉彎矯→分切入庫。
金相試驗(yàn)采用YS/T 449 -2002《銅及銅合金鑄造和加工制品顯微組織檢驗(yàn)方法》來進(jìn)行制備,所用的侵蝕劑為3gFeCl3+10mlHCl+90mlH2O,并在奧林巴斯臥式金相顯微鏡下觀察與分析,在帶有美國 EDAX 公司能譜儀的SM6480型掃描電鏡下進(jìn)行形貌、EDS 微區(qū)成分分析。
2 試驗(yàn)結(jié)果與分析
圖1為熱軋板開裂區(qū)域圖,由圖可知,開裂的裂口位于帶材邊部,裂口呈不規(guī)則狀,同時(shí)在裂口周圍伴隨有起皮現(xiàn)象。

圖1 熱軋開裂區(qū)域Fig.1 Hot rolling cracking zone
圖2為C19400合金板坯熱軋開裂處的組織,由圖2(a)可知,在低倍下可觀察到開裂位置呈現(xiàn)出一種由中心向四周發(fā)散的狀態(tài),呈現(xiàn)崩裂架勢(shì);觀察高倍下開裂處情況,可知裂口里面為光滑而不規(guī)則的表面(圖2(b))。圖3為開裂處和正常區(qū)域組織對(duì)比,由圖可知,開裂區(qū)域的組織晶粒相對(duì)粗大(圖3(a));但未觀察到晶界變寬,或存在三角晶界、復(fù)熔組織、孔洞等過燒缺陷。同時(shí)結(jié)合熱軋溫度控制和熱軋溫升監(jiān)控情況,可排除因熱軋過燒引起的邊部開裂。
沿軋制方向可觀察到,沿加工方向分布粗大的相以及黑色條狀的夾雜物缺陷(圖4)。

(a) 開裂位置低倍(25X);(b)開裂位置高倍(1000X)圖2 開裂處金相組織Fig.2 Metallographic organization at crack

(a)開裂處組織;(b)正常區(qū)域組織圖3 開裂區(qū)域和正常樣組織對(duì)比Fig.3 Comparison between cracking area and normal sample microstructure

圖4 軋制方向條狀缺陷Fig.4 Sliver defect on rolling direction
在此基礎(chǔ)上,對(duì)與熱軋開裂所對(duì)應(yīng)部位的鑄錠進(jìn)行取樣分析發(fā)現(xiàn),鑄錠中存在孔洞和夾雜,并沿著晶界分布著成串粗大的相。將缺陷區(qū)域進(jìn)行掃描電鏡觀察,并對(duì)缺陷處的多個(gè)點(diǎn)進(jìn)行能譜分析。能譜結(jié)果表明,缺陷處除了含有Si、Al、Ca元素外,還含有大量的C、O元素,缺陷區(qū)域含有大量的FeP相偏聚。鑄錠中含有大量的氧化物夾雜,熔體中存在的Al、Ca等元素未被清除掉,并存在有大量FeP相聚集的現(xiàn)象(圖5)。
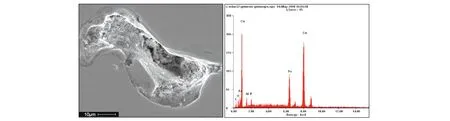
圖5 鑄錠缺陷區(qū)域能譜分析Fig.5 Energy spectrum analysis on defect region in ingot
3 熱軋板開裂原因討論
3.1 熱軋板開裂機(jī)理
通常來說,金屬材料開裂是變形體內(nèi)裂紋源形成和擴(kuò)展的最終結(jié)果。假如材料內(nèi)部已存在裂紋源,則會(huì)在裂紋源尖端引起很大的應(yīng)力集中,在附加拉應(yīng)力的作用下,引起裂紋的急劇擴(kuò)展,當(dāng)達(dá)到裂紋擴(kuò)展的臨界值并超過其值時(shí),會(huì)使裂紋擴(kuò)展的速度加快,從而導(dǎo)致材料開裂[8]。C19400合金熱軋邊部開裂實(shí)質(zhì)上也是邊部的附加拉應(yīng)力遠(yuǎn)大于裂紋擴(kuò)展的臨界值。而開裂通常源于變形體內(nèi)小的孔洞,通常孔洞處主要是析出物、夾雜物等第二相顆粒聚集的地方,由金相、能譜結(jié)果可知,粗大FeP相、Al、Ca等夾雜物等正好聚集在孔洞處,使枝晶邊界或晶界強(qiáng)度顯著降低,從而使得C19400合金裂紋擴(kuò)展的臨界值大大降低,為裂紋的萌生提供了源頭[9]。
同時(shí),由于C19400合金的鑄造熱應(yīng)力較大,即使采用紅錠鑄造其鑄造熱應(yīng)力相對(duì)減弱,然而在鑄造過程中鑄造工藝控制不當(dāng)也會(huì)使鑄錠中存在細(xì)小裂紋,在熱軋過程中由于邊部溫差變化較中心部位大,使得細(xì)小的表面裂紋在熱軋過程中易誘發(fā)板坯開裂缺陷的形成。C19400合金在熱軋過程中,由于加熱溫度、開軋溫度、變形速度、變形程度和終軋溫度等變形條件的變化和不均勻,使得變形的不均勻最終體現(xiàn)出來的是板帶內(nèi)部形成附加應(yīng)力,使變形區(qū)域大的地方產(chǎn)生附加壓應(yīng)力,而變形小的區(qū)域產(chǎn)生附加拉應(yīng)力,當(dāng)拉應(yīng)力大于裂紋擴(kuò)展的臨界值時(shí),C19400合金板則會(huì)出現(xiàn)開裂,倘若附加拉應(yīng)力在板帶的邊部出現(xiàn)時(shí),則帶材邊部就會(huì)開裂[10-11]。
3.2 鑄錠組織存在縮松夾雜
C19400合金鑄錠中的縮松和夾雜等缺陷,在進(jìn)行熱軋過程中,有部分被焊合,但也有部分未能被焊合。而縮松和夾雜等缺陷的存在使C19400合金的高溫塑性降低,從而使得不能被焊合的缺陷成為裂紋源,從熱軋開裂板的金相組織和鑄錠的能譜分析結(jié)果可看出。開裂處雜質(zhì)含量異常高,伴隨著軋制變形量的增加,以及板材兩側(cè)邊部附加拉應(yīng)力的作用下,裂紋向外擴(kuò)展從而形成較大的裂紋源,板材呈現(xiàn)邊部開裂的現(xiàn)象。
3.3 熱軋工藝影響
在軋制初始階段,C19400合金板材開坯的厚度為210mm,為便于鑄錠中不均勻的柱狀晶和等軸晶的鑄造組織轉(zhuǎn)變?yōu)樗苄院枚m于加工的組織,此時(shí)的道次壓下量和軋制速度都不會(huì)太大。由于此時(shí)板坯相對(duì)較厚,且軋制溫度較高,相應(yīng)的高溫塑性好,同時(shí)壓下量也小,板坯兩側(cè)與中間區(qū)域的溫度也小,從而不均勻變形也小,相應(yīng)的邊部附加拉應(yīng)力也小,即使邊部存在有缺陷,也由于附加拉應(yīng)力遠(yuǎn)小于開裂臨界值,因此板坯邊部并未出現(xiàn)開裂現(xiàn)象。倘若軋制初始階段就使用大道次壓下量或熱軋工藝控制不合理,則易在熱軋坯的邊部和表面產(chǎn)生裂紋。
到軋制中間階段,原有的鑄造組織已逐漸變成了加工組織,塑性相對(duì)來說也是較好的,且變形抗力也不大,通常采用的是大變形量進(jìn)行軋制,同時(shí)也借助軋制坯件自身的高溫塑性,加大軋制速度。隨著軋制繼續(xù)進(jìn)行,C19400合金的塑性和軋制溫度逐漸下降,此時(shí)板坯越軋?jiān)介L(zhǎng),使得板坯兩側(cè)與中間區(qū)域存在的溫差也越來越大,從而使得不均勻變形程度增大,相應(yīng)的邊部附加拉應(yīng)力增大。通常情況下,為使軋制過程在合金溫度降至中溫脆性區(qū)范圍前完成,應(yīng)盡量縮短軋制時(shí)間和減少軋制道次,采用小的道次壓下量進(jìn)行軋制。由于鑄坯中含有縮松、夾雜等缺陷,在后續(xù)軋制過程中,在未焊合的缺陷和熱軋工藝不合理的情況下,使得熱軋板坯邊部的拉應(yīng)力大于開裂臨界值,從而使板坯邊部出現(xiàn)裂口, 隨著軋制過程的進(jìn)行, 裂口不斷擴(kuò)大導(dǎo)致軋制過程無法進(jìn)行。
4 改進(jìn)控制措施
4.1 嚴(yán)控鑄坯的雜質(zhì)含量
嚴(yán)格控制C19400合金鑄坯中的雜質(zhì)含量,如Si、Ca、Al、H、C、O等的含量。通過控制Fe片中的C含量,從而減少C19400合金中C的含量。對(duì)于爐襯材料中帶入的Al、Ca等雜質(zhì)元素,根據(jù)企業(yè)自身的生產(chǎn)實(shí)際,采用合適的精煉劑配方,將C19400合金熔體中的Al、Ca等氧化物夾雜以及合金中的氧去除。對(duì)于熔體中的氫,在水分子壓一定的情況下,通過采用合理的熔鑄工藝,以增氧抑氫的方式,將熔體中的H盡可能去除,然后再進(jìn)行脫氧,從而減小熱軋過程中裂紋源萌生的幾率。通過對(duì)上述雜質(zhì)含量開展控制,其Ca、Al等雜質(zhì)元素減少,鑄坯中H、O含量分別從原來的1ppm~2ppm和50ppm~60ppm下降到0.2ppm~0.6ppm和20ppm~40ppm,鑄坯質(zhì)量得以提升。
4.2 采取合理的鑄造工藝
由于C19400合金鑄錠的熱應(yīng)力較大,鑄錠中細(xì)小的裂紋均會(huì)影響到熱軋過程中板帶開裂的傾向,產(chǎn)生鑄錠裂紋最直接的原因是應(yīng)力的破壞作用。因此,在鑄造過程中,通過合理優(yōu)化鑄造工藝,可降低鑄錠中縮松和夾雜等缺陷的數(shù)量、大小,鑄錠的含氣量也相應(yīng)減少,形成裂紋的機(jī)率相應(yīng)會(huì)減小。通過從上傾的分流方式向特定的分流方式改變,使得鑄造過程中的流場(chǎng)分布、溫度分布更加均勻;通過適當(dāng)降低鑄造速度,從而降低鑄坯的液穴深度,增加氣體排出和夾雜上浮的機(jī)率,從而降低縮松、夾雜的形成幾率;通過適當(dāng)調(diào)整二次冷卻水的冷卻方式、冷卻水量和冷卻位置,減少鑄坯的鑄造應(yīng)力。總的來說,通過改變澆管分流方式、降低鑄造速度和適當(dāng)調(diào)整二次冷卻水的冷卻方式、冷卻水量和冷卻位置等鑄造工藝參數(shù),鑄坯質(zhì)量得以提升,對(duì)鑄坯進(jìn)行分析檢測(cè),C19400合金鑄坯中的縮松、夾雜等缺陷得到顯著降低。
4.3 合理分配熱軋道次加工率
鑄坯在熱軋過程中其不均勻變形產(chǎn)生的附加拉應(yīng)力是熱軋板帶產(chǎn)生開裂的直接原因,因此,在實(shí)際熱軋過程中,應(yīng)控制好關(guān)鍵道次的壓下量。總體思路是在熱軋初期,前幾個(gè)道次采取小的壓下量,避免因壓下量過大使鑄坯中的缺陷受到過大的附加拉應(yīng)力而形成微小的裂紋源,在軋制中期應(yīng)加大道次壓下量,讓晶粒盡可能的破碎,使缺陷盡可能的焊合,防止軋制裂邊。表1為修改前后C19400合金的道次加工工藝參數(shù)對(duì)比,結(jié)合熔體雜質(zhì)含量控制和改善鑄造工藝,調(diào)整熱軋加工道次加工率,C19400合金熱軋板帶的開裂現(xiàn)象得到有效控制,后續(xù)起皮現(xiàn)象也相應(yīng)減少了。
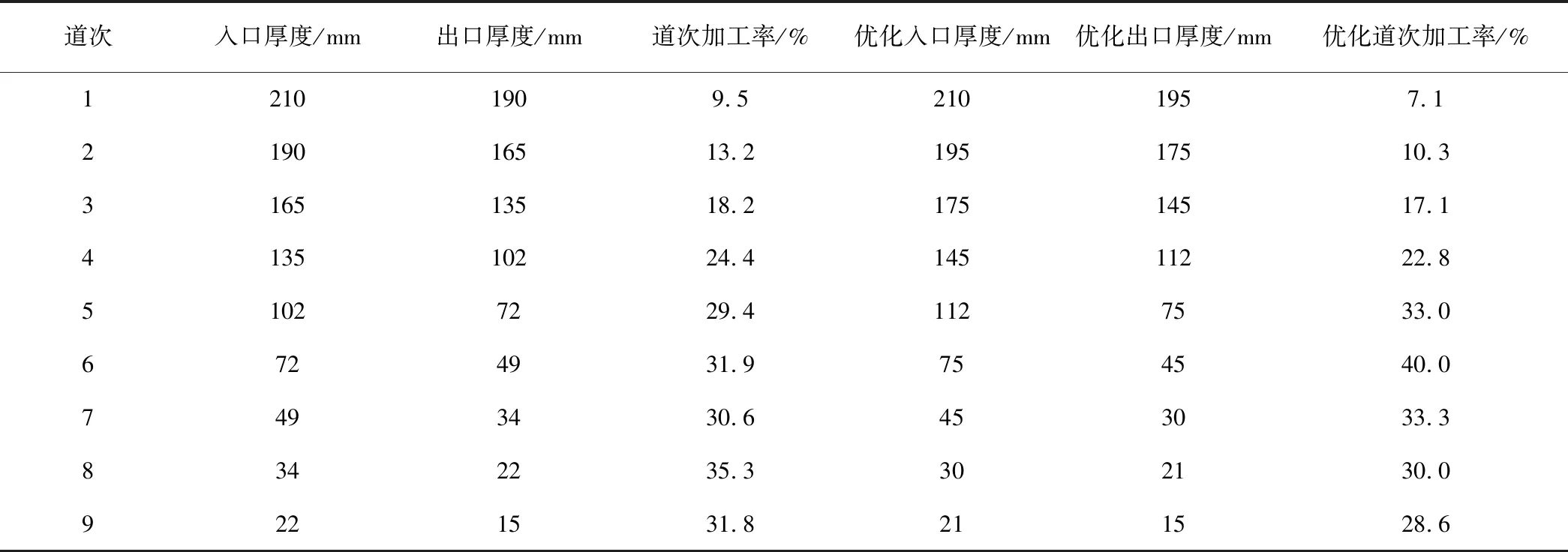
表1 C19400合金熱軋工藝參數(shù)
5 結(jié)論
1)C19400合金鑄錠中存在的縮松和氧化物夾雜降低了裂紋擴(kuò)展的臨界應(yīng)力,是造成C19400合金熱軋板帶開裂的內(nèi)因。通過嚴(yán)格控制熔體中的O、H和氧化物夾雜含量,采取合理的鑄造工藝,降低鑄造過程中縮松、夾雜的形成機(jī)率,提升熱軋鑄坯的鑄錠質(zhì)量。
2)熱軋工藝不合理導(dǎo)致的不均勻變形是造成C19400合金板帶熱軋開裂的外因,使得熱軋板帶邊部的附加拉應(yīng)力超過裂紋擴(kuò)展的臨界應(yīng)力。通過改善熱軋道次加工率,降低熱軋過程中的附加拉應(yīng)力,可有效解決C19400合金板帶熱軋開裂問題。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03