連退線退火爐爐輥結瘤分析與對策
2019-07-29 02:00:14常樹林范紅妹王立朋
中國金屬通報 2019年4期
常樹林,范紅妹,李 鑫,王立朋
(首鋼京唐鋼鐵聯合有限責任公司冷軋作業部,河北 唐山 063200)
國內鋼廠某連退線退火爐是由法國斯坦因公司設計的立式退火爐,用于0.3-2.5mm*750-1580mm帶鋼的退火處理,加熱溫度730-870℃。自投產以來帶鋼表面質量較好,2010年2月帶鋼表面邊部出現了麻點質量缺陷,通過檢修發現退火爐均熱段、緩冷段、快冷段爐輥大面積結瘤,該結瘤直接復制到了帶鋼表面形成了麻點。
1 麻點形貌
麻點是由于異物硌傷造成的,因此麻點是呈凹陷、圓滑的界面形貌,且為上寬下窄,寬度為約22um左右,平行于生產線的軋制方向,隨著帶鋼的生產方向呈彗星狀。見圖1。
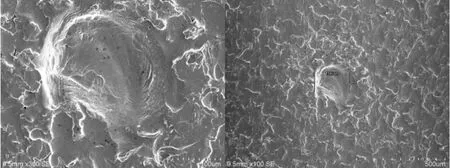
圖1 帶鋼表面麻點形貌
2 爐輥表面結瘤情況
通過對爐輥表面情況檢查發現均熱段、緩冷段和快冷段爐輥都存在結瘤現象,且均熱段爐輥結瘤比較嚴重。爐輥結瘤見圖2。
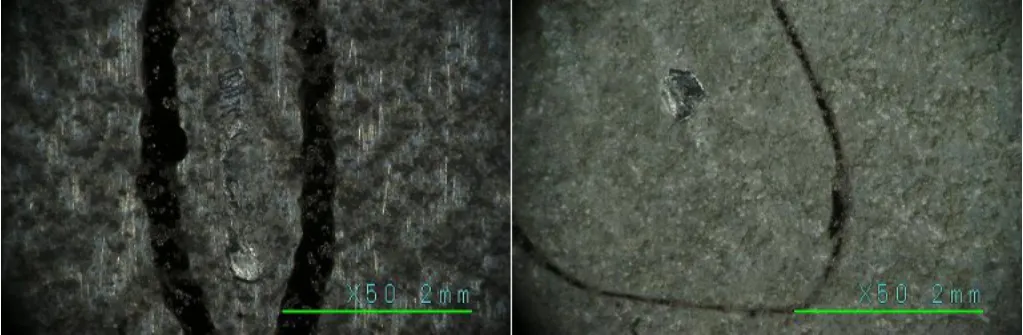
圖2 爐輥結瘤形貌
3 爐輥結瘤形成機理
爐輥結瘤主要有兩種機制:一種是高溫時,帶鋼和輥子在相互滑動下,發生機械摩擦作業,帶鋼表面的氧化物、鐵屑等在輥子表面還原和粘結聚集形成的;另一種機制是由于輥子本身磨損氧化,輥子表面的氧化物附著聚集形成的。無論那一種結瘤機制,都經歷了形成瘤核和聚集長大兩個過程。聚集長大是一個層層累積的過程,因此表現在瘤狀物的形貌上就出現了可以層層剝離的想象。當形成的瘤狀物與輥面發生輕微的熔融、擴散和合金化后,部分瘤狀物牢固粘附于輥面成為劃傷和麻點的危害物,即前述的麻點缺陷。
影響因素:由帶鋼或環境帶入到爐輥上的異物金屬(結瘤原料)越多,爐輥越容易結瘤;爐內氣氛還原性越強,爐輥越容易結瘤;爐內溫度越高,爐輥越容易結瘤;爐輥涂層的抗結瘤性能越差,爐輥越容易結瘤。
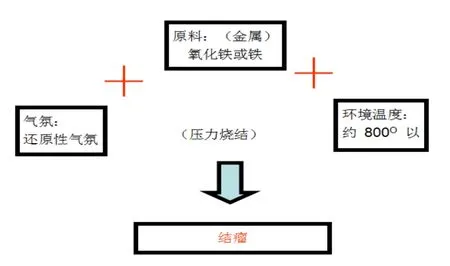
圖3 爐輥結瘤成因圖
4 爐輥結瘤成分和成因分析
通過對結瘤物取樣能譜成分分析,結果發現結瘤的主要成分有Si,Al,Mn,Na,Cr,O元素,Si可能的來源有清洗段的堿液和消泡劑、帶鋼成分、氮氣、氫氣、大氣、耐材;Al元素可能的來源有涂層成分、帶鋼成分、耐材、氫氣;Mn元素可能的來源有帶鋼成分和氮氣;Na元素可能的來源有消泡劑和堿液、大氣、氫氣和氮氣;Cr元素可能的來源有涂層、爐輥、內襯板等爐內附件、帶鋼成分、氮氣和氫氣。由此可見,控制結瘤的主要辦法就是截斷這六種元素的來源。
5 控制與減少結瘤的改進措施
5.1 機械方面措施
5.1.1 爐輥更換和設計變更
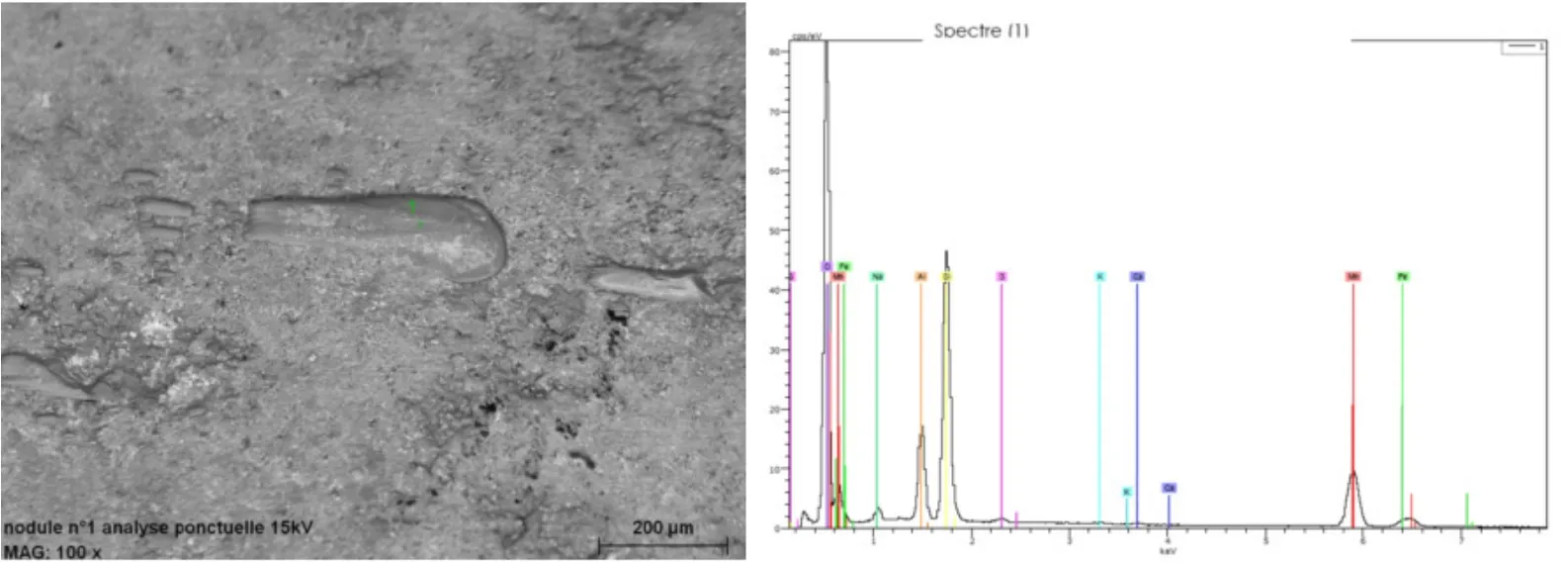
圖4 1#試樣光學顯微照片和能譜分析
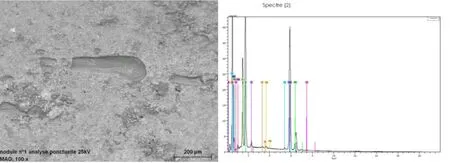
圖5 2#試樣光學顯微照片和能譜分析
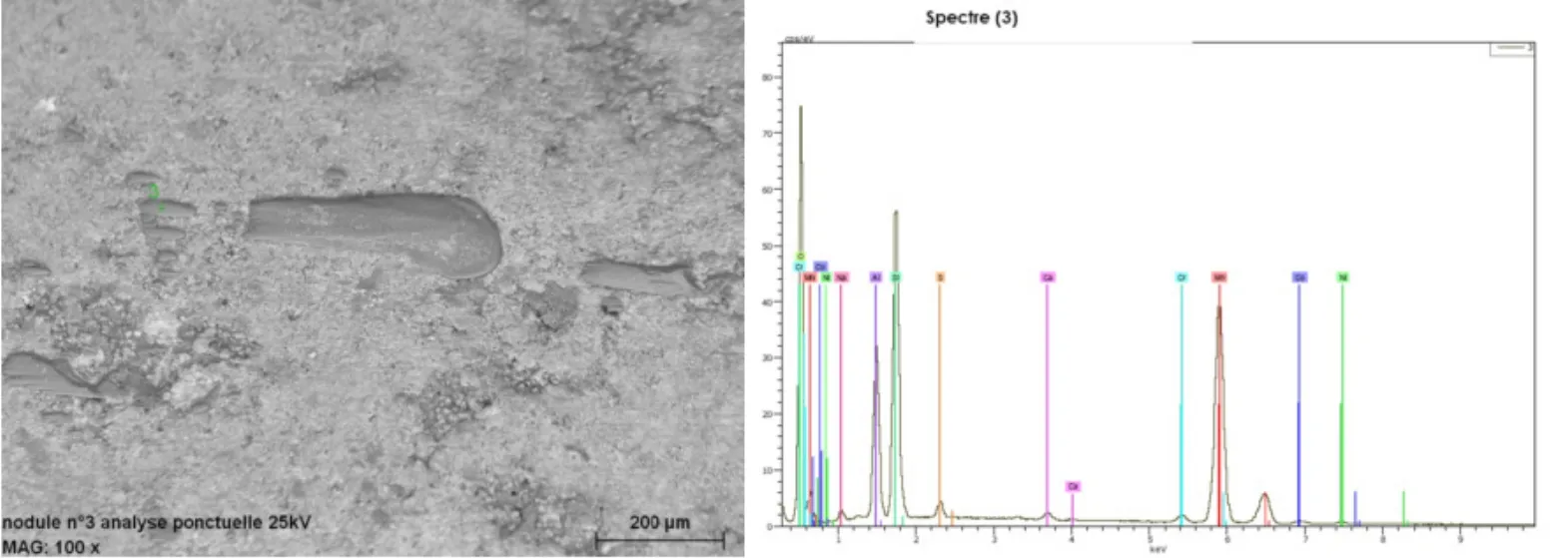
圖6 3#試樣光學顯微照片和能譜分析
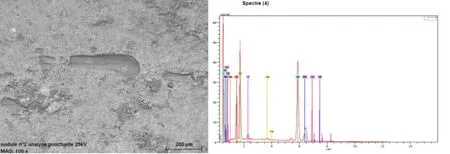
圖7 4#試樣光學顯微照片和能譜分析
加熱段更換爐輥輥面的粗糙度由原設計的Ra1.5-2μm提高到Ra4-5μm,主要是因為冷硬卷在被加熱到退火溫度之前強度很高容易和爐輥產生打滑,為結瘤提供原料,因此通過改善爐輥粗糙度來消除爐輥和帶鋼之間的打滑。均熱段爐輥輥面的粗糙度由原設計全輥面的Ra1.5-2μm,變更為輥型部位粗糙度提到到Ra4-5μm,邊部Ra≤0.8μm。
主要是因為粗糙度越大越是容易形成結瘤,而粗糙越小越容易跑偏,由于結瘤嚴重部位在爐輥的邊部,因此我們降低了爐輥邊部的粗糙度。將均熱段爐輥涂層原設計的LCO17改變為更加具有抗結瘤能力的LCO56。
5.1.2 清理爐膛并打磨爐輥
在多次的開爐檢修期間發現在爐墻和爐底都有很多的雜質,因此多次聘請專業隊伍對整個退火爐進行了清理,對均熱段和緩冷段結瘤的爐輥進行了油石和金剛砂打磨處理。
5.1.3 爐區氣氛控制檢測處理爐區漏點
根據經驗爐內O2含量一般控制在30-50ppm以下,如果爐內O2含量長期偏高將對爐襯鋼板產生氧化,嚴重氧化將產生“掉皮”,成為“結瘤”的原料,也嚴重影響帶鋼的表面質量。為了嚴格控制爐內的O2含量,全爐漏點檢查于2010年4月22日聘請專家對整個爐區進行了泄漏點檢測,對發現的漏點我們利用停車檢修逐一封堵。
機械專業還進行了輻射管泄漏的檢查、電機標高校準和聯軸器檢查更換、爐輥操作側潤滑脂泄漏控制、提高氮氫氣潔凈度方案、分析過濾網成分和清理氮氣過濾器等措施。
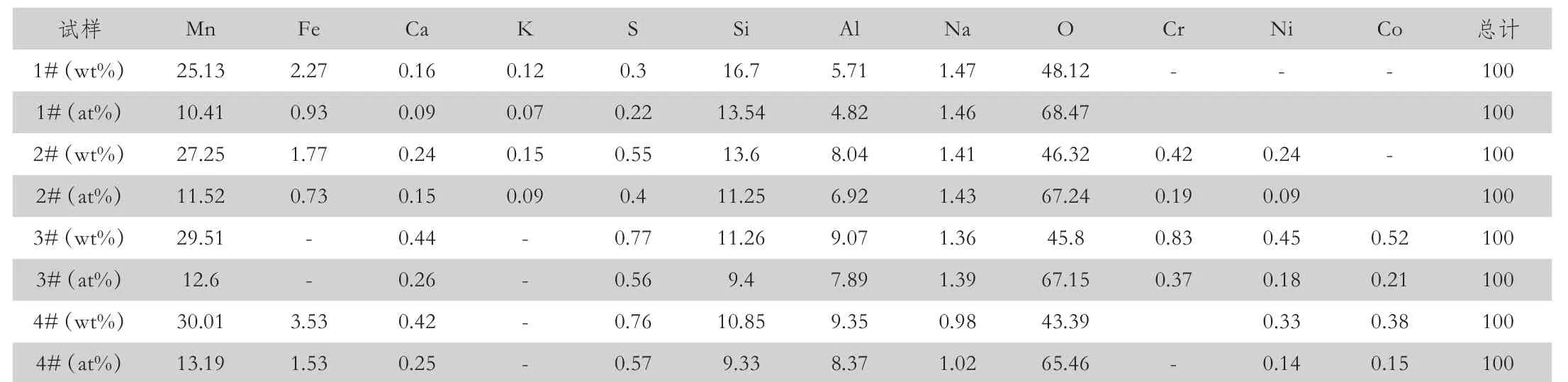
表1 1、2、3、4#試樣能譜成分
5.2 電氣方面改進措施
爐輥速度和轉矩波動分析:在PDA中將爐區所有輥子的速度和轉矩值加入監控。通過觀察PDA記錄的數據,編制不同規格帶鋼的各個爐輥的速度、轉矩波動情況,找出其中存在上述問題的輥子,在下次生產同樣規格的帶鋼時改變該輥子所在區域前后的張力設定。同時,通過該表格也可以查出存在速度和轉矩周期性波動的輥子,針對每個輥子的具體情況進行處理,消除周期性波動。
電氣專業還進行了張力和速度控制優化、重新校準爐輥的附加摩擦轉矩補償值、將帶鋼自重加到爐輥轉動慣量補償內、厚帶鋼啟車時爐區張力控制優化、優化變規格時爐內的張力控制和增加爐輥測速編碼器等措施。
5.3 工藝方面改進措施
5.3.1 帶鋼表面清潔度的檢查和控制
嚴格控制帶鋼進爐的清洗質量,嚴禁帶鋼清洗不干凈將雜物帶入爐內造成結瘤,進一步加強清洗段的管理,提高帶鋼表面的清潔度。從設備運行狀況到工藝操作各方面都加強了管理,制定了專門的措施,目前帶鋼表面反射率達到90%以上,下圖8為9月份清洗后帶鋼表面反射率的檢測結果。
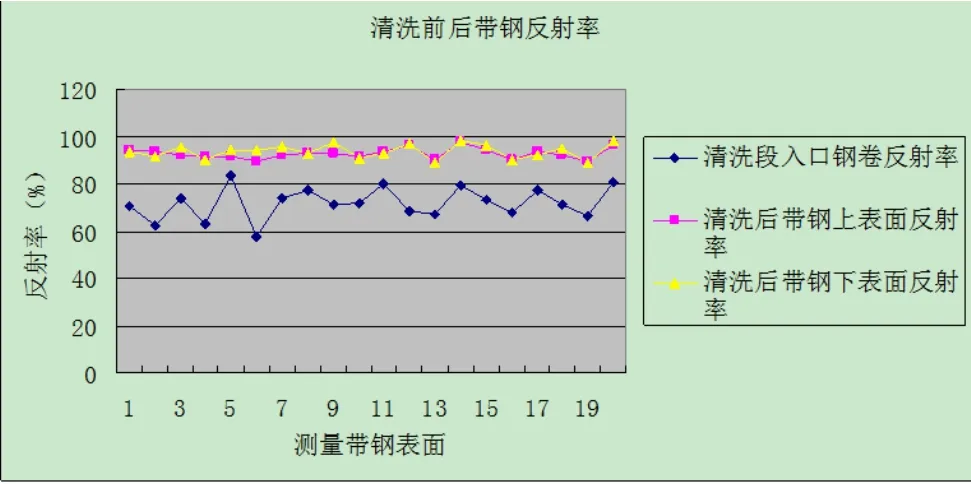
圖8 帶鋼清洗質量
5.3.2 優化張力
為了避免爐輥和帶鋼在生產過程中打滑導致爐輥結瘤,9月份我們通過對比韓國浦項和現代退火爐張力結合現場設備的實際配置繼續對張力進行了優化,共計優化3版,主要針對薄帶鋼的劃傷問題和厚帶鋼麻點加重的問題,詳細情況如下圖9。
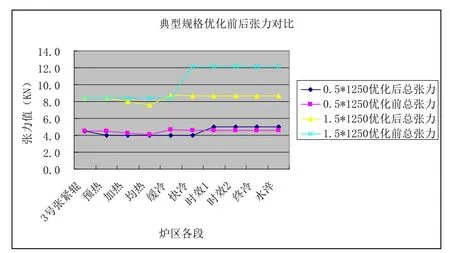
圖9 典型規格張力優化前后張力對比
5.3.3 調節爐內氣氛
根據生產經驗,爐內的氧氣含量要求控制在50ppm以下,氧含量是越低越好。爐區露點應該控制在-35℃—-45℃范圍內,氧含量偏高和露點偏高不僅會造成帶鋼的氧化還會造成爐內設備的氧化。
6 結論
通過采取以上措施截斷了這六種元素的來源,優化了爐輥傳動、調節爐內氣氛,基本上解決了帶鋼表面麻點缺陷,控制了爐輥結瘤的產生。
