PDC刀具高頻感應釬焊溫度計算與試驗
2019-07-24 03:21:08朱袁琦李琦楠
金剛石與磨料磨具工程 2019年3期
關鍵詞:模型
朱袁琦, 董 海, 徐 鵬, 李琦楠
(大連理工大學 機械工程學院, 遼寧 大連 116024)
聚晶金剛石復合片(polycrystalline diamond compact,PDC)刀具常采用高頻感應釬焊法制作,其中釬焊溫度會顯著影響焊接后焊縫的厚度與均勻性,進而影響焊縫的剪切強度,因此實現對釬焊溫度的精確控制十分重要。
對釬焊溫度進行數值計算及分析是一種研究高頻感應釬焊溫度變化規律的有效方法。高頻感應釬焊的升溫過程涉及磁場-熱場雙向耦合,該過程具有較強的非線性[1]。為了提高計算效率,減輕大量非線性計算帶來的影響,多數研究者將研究對象簡化為二維模型。LU等[2-3]分別研究了鈦合金與不銹鋼材料的圓棒型試件在不同工藝參數下高頻感應加熱的二維溫度場數值計算模型。張美琴等[4]運用磁-熱耦合的方法研究了簡化后的二維金剛石砂輪高頻感應釬焊溫度場模型,分析砂輪基體在高頻感應釬焊過程中的溫度分布。顧禮鐸等[5]通過直接施加熱流率至釬焊表面的方法建立三維硬質合金刀具高頻感應釬焊溫度場模型,但忽略了高頻感應釬焊過程中磁-熱耦合的非線性過程。
本研究基于高頻感應釬焊中電磁場與熱場的雙向耦合理論,結合實際生產中的刀具形狀,以提供釬焊參數選取參考為目標,采用COMSOL Multi-physics(簡稱COMSOL)軟件建立三維非線性PDC刀具高頻感應釬焊溫度場模型,計算PDC釬焊處的溫度分布。設計PDC機夾刀片高頻感應釬焊試驗,將溫度場模型計算結果與試驗結果進行對比,驗證模型的有效性,并分析PDC刀具高頻感應釬焊時的溫度變化規律。
1 高頻感應釬焊升溫理論
高頻感應釬焊原理為工件內產生的感應渦流通過焦耳效應產生熱量,使工件溫度升高、釬料融化從而實現焊接。釬焊過程涉及電磁能與熱能的轉換,需準確描述電磁場與熱場的耦合關系。
1.1 高頻感應釬焊電磁理論
高頻感應釬焊的電磁場數學模型使用麥克斯韋方程組進行描述,其微分形式為[6]:
(1)
(2)
(3)
(4)
式中:
ρ——電荷體密度,單位C/m3。
同時,電磁場模型中還有一基本方程組:
(5)
(6)
矢量磁勢定義:
(7)
式中:
σ——介質電導率,單位為S/m;
μ——磁導率,單位為H/m。
(8)
1.2 高頻感應釬焊熱理論
(9)
其中:qe為渦流的焦耳熱功率密度,單位W/m3。
以渦流的焦耳熱功率密度qe作為溫度場模型的內熱源,推導計算得到高頻感應釬焊的溫度場控制方程式:
(10)
內熱源總量:
Q=qe-qr
(11)
式中:
ρ1——材料密度,單位kg/m3;
c——材料比熱容,單位J/(kg·℃);
T——節點溫度,單位℃;
λ——材料導熱系數,單位W/(m·℃);
qe——渦流焦耳功率,單位W/m3;
qr——輻射對流散失的能量功率,單位W/m3。
整個加熱過程中涉及到試件與底座相互之間的熱傳導效應,以及試件與底座于外表面邊界上的對流、輻射效應[7]。對上述方程求解即可得到有限元模型每個節點的溫度值。
2 溫度場數值計算模型
高頻感應釬焊溫度場模型由試件、支撐底座、線圈及外部球形空氣包4個部分組成,隱藏外部空氣包后的模型示意圖如圖1所示。
PDC與刀具基體實現焊接的是復合片中的硬質合金層,與試件(硬質合金YG8刀具)基體的材料相同,其聚晶金剛石層厚度相對整個試件可以忽略不計,故將其視作試件刀尖處的一部分。實際生產中此類焊接刀具焊縫厚度為20~100 μm,其厚度尺寸在整個模型縱向尺寸中占比小于1%,為避免出現相鄰2個域網格尺寸差異過大的情況,故將焊縫忽略不計。
圖2為試件與底座接觸邊界的模型水平截面示意圖,圖中詳細描述了溫度場數值模型的計算域與邊界條件。模型由球形空氣包包裹,空氣包的外圍施加了磁絕緣的邊界條件,見式(12)。磁感應線在計算域內處處連續可導,故磁感應線在各個內部邊界均具有連續性,為自然邊界條件,見式(13)。對于溫度場的計算,因試驗中線圈中空通過水冷散熱,故不考慮線圈焦耳熱的因素。試件、底座與空氣包交界處的邊界為自然邊界,包含了輻射、對流與熱傳導3種導熱方式,見式(14)。
(12)
(13)
(14)
其中,k為在試件邊界上的傳熱系數。
試件材料為YG8硬質合金,底座材料為45#鋼,兩者材料具體參數見表1。而空氣包材料參數與線圈銅管材料參數采用COMSOL的默認設置。
線圈高頻電流電磁感應激勵產生的試件渦流頻率與其保持一致,而由于交變電流的集膚效應,頻率越高的電流越集中在導體表面,故試件與底座內生成的高頻感應渦流幾乎均處于材料表面。集膚深度計算公式見式(15):
(15)
式中:
ρ——材料的電阻率;
μ——材料的磁導率。
圖中 ,V in、V in′均為輸入端電壓;T1~T12為開關 1~12;C1~C3為直流電源 1~3;D1~D12為高頻隔離變換器 1~12;L1、L2為并聯線路1和并聯線路2的電感;VAC1、VAC2為直流變換器1和直流變換器2。
為準確計算試件與底座表面高頻感應渦流的情況,對二者的集膚深度處劃分2層以上的網格。

表1 材料參數[7-9]
使用設置了最大尺寸的四面體單元均勻劃分試件與底座,而最外部的球形空氣包則用四面體單元進行自由劃分。完整網格包含64 611個域單元、5 340個邊界元和600個邊單元。圖3、圖4為整體模型網格劃分及隱藏外部球形空氣包與部分線圈的網格劃分示意圖。
高頻感應釬焊時電磁場的頻率高達30~80 kHz,相對整個瞬態溫度場的變化,可以將電磁場近似成穩態求解,求解步長滿足瞬態場計算要求即可。COMSOL采用分離式求解器順序耦合計算不同物理場,將電磁場求解得到的熱生成率作為溫度場的內熱源,又將溫度的變化反向耦合到電磁場改變材料參數,實現非線性的求解計算。圖5、圖6則為COMSOL分離式求解器與瞬態求解器收斂圖,可知計算結果收斂性較好。
3 試驗驗證
3.1 試驗方案
試件為YG8基體硬質合金機夾刀片。釬焊試驗的工藝參數如表2所示,均以實際生產常用參數為參考。
本次試驗搭建的試驗平臺如圖7所示,采用國產SP-15A型高頻感應焊機進行多次重復釬焊測溫試驗。采用FLIR公司的A40M熱成像儀高速拍攝整個試驗過程的連續影像,影像上的每個像素點都記錄該點溫度數據。

表2 工藝參數
試驗記錄時長為15 s的高頻感應釬焊過程溫度場影像,并且對圖8中位于刀尖的PDC釬焊處溫度數據進行采集。其中紅外熱成像儀測量圖像分辨率為320×240,圖8中方框內像素點面積約為5 mm2,而PDC面積為6 mm2,可將該點溫度視作PDC整體均勻分布的溫度。
3.2 驗證分析
通過第2章的高頻感應釬焊溫度場模型,計算得到試件溫度場的數值結果。
根據上節所述,假設刀尖的PDC處溫度分布均勻一致,選取圖9紅點所示的節點作為PDC的計算溫度數據點。該點與試驗中采集數據點的位置一致,兩者均處于刀尖表面。同時計算結果表明,在該節點以下1 mm焊縫處的溫度與該點溫度差值小于2 ℃,故可認定PDC表面溫度即為釬焊溫度。
將試驗中熱成像儀采集的釬焊處溫度數據與計算得到的結果以1 s間隔為單位繪制對比曲線圖10,計算結果與試驗結果的變化趨勢較為吻合。
同時以1 s為間隔列出高頻感應釬焊時,每秒PDC釬焊處溫度的計算結果與試驗結果的偏差,如表3中所示。以硬質合金YG8為基底,采用銀基釬料高頻感應釬焊制作PDC刀具時,其有效釬焊溫度在690 ℃左右[10],在此溫度區間內計算結果誤差小于±5%。
圖11、圖12為釬焊加熱時間8 s時,熱成像儀拍攝的試驗溫度場分布情況與數值計算溫度云圖的情況,兩者在整個試驗區域的溫度分布規律比較接近。結合前文計算所得的PDC關鍵處溫度變化規律與試驗結果較為吻合,即可說明計算結果可以較好地描述整個釬焊的溫度變化過程。
同時從圖12中看出:同一時間,底座溫度明顯高于試件。因為底座材料的電導率與相對磁導率顯著大于試件,感應加熱升溫更快,故實際釬焊過程中底座除了支撐以外還是試件的主要熱源。底座產生的熱量通過兩者接觸邊界自下而上傳至釬焊處,此為PDC釬焊處溫升規律較為線性的主要原因。當底座升溫至742 ℃以后達到其居里溫度,從底座表層向內逐漸失去磁性,其磁滯熱量顯著減少;在試件達到700 ℃時,底座表面溫度早已超過居里溫度,升溫速度減緩,傳導至試件的溫度減少,使試件升溫速度也減緩。
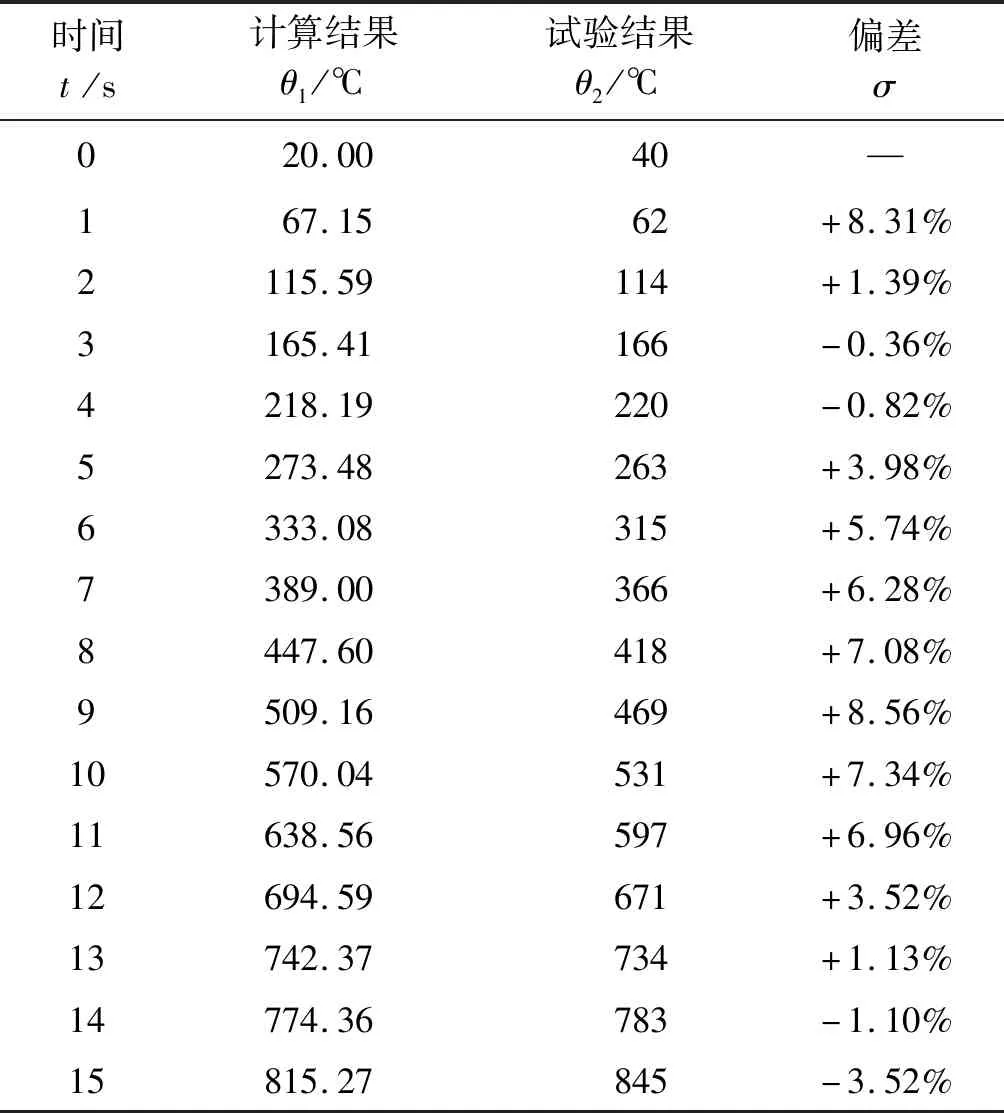
表3 PDC釬焊處溫度的計算結果與試驗結果的偏差
4 結論
(1)基于高頻感應釬焊磁-熱雙向耦合理論,建立三維非線性PDC刀具高頻感應釬焊溫度數值計算模型。計算得出試件升溫12 s達到有效釬焊溫度,PDC釬焊處溫度變化規律近似線性。
(2)設計高頻感應釬焊試驗平臺試驗驗證,計算結果與試驗結果的變化趨勢比較吻合,在有效釬焊溫度690 ℃左右計算誤差小于5%。可以此模型為基礎,預測不同釬焊參數下PDC刀具的溫度變化情況,為實際生產中釬焊參數的選取提供參考。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19