軋輥磨削過程中砂輪磨損對比與功率監測
2019-07-24 03:21:02王春風李媛媛陳明穎桑振遠
金剛石與磨料磨具工程 2019年3期
王春風, 李媛媛, 陳明穎, 桑振遠
(黑龍江東方學院, 哈爾濱 150000)
精密外圓縱向磨削是一個復雜的工藝過程,影響磨削質量的因素有很多,如砂輪磨損、主軸功率、工藝參數等等。砂輪磨損的強時變性使軋輥磨削過程變為工藝時變的加工過程,導致磨削過程更加復雜。傳統的方法是采用試切法保證工件的尺寸精度,導致加工質量對操作人員經驗以及技能的依賴[1]。然而,操作人員的水平及經驗參差不齊且隨工作時間而變化,這種依賴性會導致加工效率降低及加工質量不穩定。
CBN砂輪磨削具有效率高、精度高、成本低的優勢[2],已經廣泛應用于汽車行業的凸輪軸及曲軸的加工上。楊威等[3]以磨削加工汽車發動機凸輪軸、曲軸為例,對CBN砂輪與普通剛玉砂輪進行對比試驗,發現在加工工件數量相同的情況下,剛玉砂輪的磨料消耗速度是CBN砂輪的400多倍;CBN砂輪可提高加工效率30%以上,其綜合生產成本比剛玉砂輪的綜合生產成本降低60%。
與凸輪軸、曲軸相比,軋輥尺寸更大,加工時間更長。若能將CBN砂輪應用于軋輥的磨削中,對軋輥加工效率的提升會更加的明顯。與其他外圓磨削相比,軋輥磨削有2個特點:第一,軋輥尺寸大,材料去除量大,砂輪磨損量大;第二,軋輥磨削不僅有徑向進給,還有軸向的進給。這意味著,在軋輥磨削中,一次軸向走刀就會造成砂輪的嚴重磨損,進而導致砂輪徑向進給量的變化及工藝參數的變化,影響軋輥磨削的尺寸精度以及加工效率。
在過去的二十年中,多種檢測技術已經被用來采集機床運行狀態的信號[4-5],其中包括力信號[6-7]、振動信號[8]、聲發射信號[9]、功率信號以及機床運行溫度[10]。在此基礎上,使用氧化鋁砂輪和CBN砂輪分別磨削高速鋼及高鎳鉻鑄鐵軋輥,并在加工過程中采集磨床主軸功率的變化。通過對比氧化鋁砂輪和CBN砂輪在軋輥磨削中的性能,對CBN砂輪在軋輥磨削中的應用做出評估。
1 軋輥磨削過程中數學模型的建立
在軋輥磨削過程中,砂輪磨損會導致軋輥加工尺寸誤差。因此,將建立材料實際去除量(用rr表示)及砂輪磨損量(用ww表示)的數學模型。
假設砂輪在磨削軋輥過程中沒有磨損,則對于名義材料去除量rn有:
rn=nDc×(d0-nDc)×π×l
(1)
其中:Dc表示砂輪進給量,d0為軋輥初始直徑,l為軋輥長度,n為砂輪軸向走刀次數。
然而,實際加工中,砂輪磨損將導致實際材料去除量小于名義材料去除量,材料實際去除量(rr)與名義材料去除量之間的關系為:
rr=rn×δ
(2)
式中,δ表示砂輪加工效率系數,其值隨加工參數、工件材料、砂輪的改變而變化。假定砂輪在磨削軋輥的過程中不發生磨損,則軋輥加工后的名義直徑dn可用公式(3)表示:
dn=d0-2×Dc×n
(3)
軋輥磨削過程中,由于砂輪磨損導致的軋輥磨后實際直徑dr可由公式(4)計算:
(4)
根據公式(3)及公式(4)可以計算出砂輪磨損量(ww),如公式(5)、(6)所示:
ΔDw=dr-dn
(5)
(6)
其中:Dw為砂輪初始直徑,b為砂輪寬度。
2 試驗設置
2.1 機床及砂輪
試驗采用華辰重機有限公司的MK84125 CNC軋輥磨床(圖1),其可加工軋輥的最大直徑為φ1 350 mm,最大軋輥長度為6 000 mm。這款機床具有精度保持性高、穩定性好等特點。
軋輥材料分別為高速鋼和高鎳鉻鑄鐵,其表面硬度分別為60 HRC與52 HRC,初始軋輥直徑分別為389.56 mm和 391.84 mm,軋輥長度均為700 mm。砂輪分別使用樹脂結合劑氧化鋁砂輪(φ734.482 mm)及樹脂結合劑CBN砂輪(φ576.070 mm),砂輪寬度都為77 mm。砂輪照片如圖2所示。
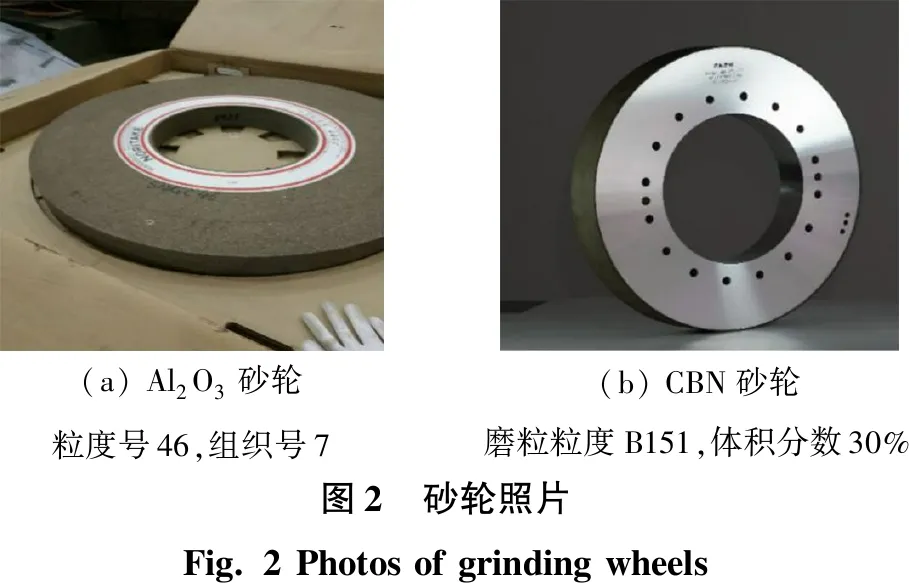
(a)Al2O3砂輪粒度號46,組織號7(b)CBN砂輪磨粒粒度B151,體積分數30%圖2 砂輪照片Fig.2Photosofgrindingwheels
2.2 測量及功率采集系統
軋輥直徑采用三點測量法測量,通過測量軋輥表面3點的位置計算得出軋輥直徑,如圖1所示,其中紅色部分為軋輥磨床自帶的三點直徑測量臂。在試驗中,利用NI公司的電流電壓傳感器采集磨削過程中的主軸電流電壓信號,通過Labview編譯的信號采集軟件換算成主軸功率信號,其信號采集頻率為650 Hz。
2.2 試驗工藝參數設置
分別用氧化鋁砂輪和CBN砂輪加工高速鋼(HSS)及高鎳鉻鑄鐵(HCN),砂輪轉速為50 m/s,徑向進給速度為2 500 mm/min,徑向進給量分別是0.010、0.015、0.020、0.025、0.030 mm,軸向走刀次數為20。
3 試驗結果及分析
3.1 軋輥磨削試驗結果及分析
分別對普通氧化鋁砂輪及CBN砂輪磨削軋輥試驗過程中的初始軋輥直徑d0、軋輥名義直徑dn以及磨后軋輥實際直徑dr進行統計,如表1和表2所示。其中,i表示主軸功率曲線的斜率。從表1和表2可計算出軋輥名義材料去除量rn、實際材料去除量rr、砂輪磨損量ww、砂輪加工效率δ以及磨耗比G,分別如表3、表4所示。

表1 氧化鋁砂輪磨削軋輥

表2 CBN砂輪磨削軋輥
在軋輥磨削過程中,不論是氧化鋁砂輪還是CBN砂輪,隨著砂輪進給量Dc的增大,砂輪加工效率δ以及G值都隨之下降。對于氧化鋁砂輪,當進給量Dc增大到一定程度,會出現砂輪磨損量大于材料去除量的情況,此時砂輪加工效率非常低,軋輥磨削加工時間長且精度低。從表3、表4中可看出:CBN砂輪的加工效率δ至少比氧化鋁砂輪的高150%,CBN砂輪的磨耗比G至少是氧化鋁砂輪的磨耗比的9倍。這表明,無論是在加工效率還是在砂輪損耗量方面,CBN砂輪都優于氧化鋁砂輪。

表3 氧化鋁砂輪磨削軋輥結果
3.2 主軸功率信號采集結果及分析
分別將氧化鋁砂輪及CBN砂輪磨削軋輥一次軸向走刀中的主軸功率典型信號匯總于圖4及圖5中。
氧化鋁砂輪磨削軋輥時,主軸功率下降速率隨砂輪進給量的增大而增大;當CBN砂輪進給量較小時,在磨削過程中,主軸功率增大;當CBN砂輪進給量較大時,主軸功率也開始下降。軋輥磨削過程中,在一次軸向走刀中,因為砂輪磨損使主軸功率變化與砂輪進給量有相關性。
4 結論
使用氧化鋁砂輪和CBN砂輪加工高速鋼和高鎳鉻鑄鐵軋輥,獲得的結論如下:
(1)軋輥磨削過程中伴隨著砂輪的大量磨損,導致工藝參數的時變,從而造成軋輥磨削的效率及尺寸精度低。
(2)磨削軋輥時,樹脂結合劑CBN砂輪的效率比普通氧化鋁砂輪的最少提高150%;去除同樣軋輥材料時,CBN砂輪磨損量最多是普通氧化鋁砂輪磨損量的1/9。