非金屬實體保持架鉚釘孔加工工藝研究
2019-07-22 12:09:58李凌鑫葉亞飛陳靜張振強丁健
軸承 2019年11期
李凌鑫,葉亞飛,陳靜,張振強,丁健
(1.洛陽軸承研究所有限公司,河南 洛陽 471039;2.河南省高性能軸承技術重點實驗室,河南 洛陽 471039;3.滾動軸承產業技術創新戰略聯盟,河南 洛陽 471039)
非金屬保持架成分多樣,配方靈活,可添加各種潤滑劑,越來越多地應用于軸承領域。常見的非金屬保持架材料有尼龍、聚酰亞胺、聚四氟乙烯等。高速軸承在工作中保持架可能會承受很大的力,非金屬保持架強度往往不足,易發生塑性變形,影響軸承正常轉動,嚴重的可能導致軸承卡死,引發主軸停機甚至造成事故。為提高非金屬保持架運轉的可靠性,一般在保持架兩端加兩片金屬加強環,通過鉚釘將保持架與加強環鉚接在一起,提高保持架的強度。目前,非金屬保持架鉚釘孔的位置加工精度不高,導致加強環的鉚接質量差,最終影響整個軸承的性能。
1 非金屬保持架鉚釘孔加工難點
需要安裝加強環的保持架上沿圓周均布若干個鉚釘孔,鉚釘孔的位置和數量與兩端加強環上的孔相對應。但實際加工中,由于保持架結構的限制,保持架的鉚釘孔一般都是細長孔結構,其長徑比能達到5∶1以上。孔的長徑比越大,加工時鉆頭的切削深度越大,鉆頭切削刃處的擺動也越大,導致鉚釘孔的軸線產生偏斜(圖1),鉚釘孔下端的位置可能偏向內徑面、外徑面,或者沿圓周方向偏斜,影響孔的等分差。加強環的厚度很薄(約為1 mm),不存在細長孔加工中鉆頭擺動大的問題,孔位置精度較高。因此,保持架鉚釘孔偏斜后,就會出現保持架與加強環上的孔不能一一對應,鉚釘穿不進去或者偏斜的問題。

圖1 鉚釘孔偏斜示意圖
2 常規非金屬保持架鉚釘孔加工方法
非金屬保持架材料軟,易變形,無法直接在機床上裝夾,目前只能將需鉆孔的保持架裝入鉆孔工裝中,靠鉗工手持工裝在鉆床上加工。具體實施方式如圖2所示。

1—環形槽;2—導向孔;3—上蓋;4—保持架;5—底座
鉆孔工裝由上蓋和底座組成,待鉆孔的保持架裝在底座上,保持架內徑面與底座小外徑面配合,上蓋與底座之間靠螺釘連接,軸向壓緊保持架,以固定保持架與工裝的相對位置。上蓋沿圓周均布若干個導向孔,數量與保持架待加工鉚釘孔一致,鉚釘孔的位置度和等分差由導向孔保證,底座上有環形凹槽,避免鉆頭從保持架下端鉆出時撞刀。加工鉚釘孔時,手持裝入保持架的工裝置于臺鉆的鉆頭下方,調整位置,使鉆頭從導向孔中鉆入,直至鉆頭從保持架下端鉆出,即完成一個鉚釘孔的加工,然后旋轉工裝,依次加工其余的鉚釘孔。
保持架鉚釘孔上端是鉆頭切入端,其位置精度靠工裝保證,但鉆孔工裝無法保證鉆頭深入后不產生偏擺,因而無法保證鉚釘孔下端的位置度,其位置精度較差。孔的長徑比越大,鉆頭的偏擺越大,出現偏斜的概率越大,后期裝加強環,穿鉚釘時廢品率越高。由于保持架鉚釘孔易產生偏斜,孔的上端位置度較好,下端位置度較差,因而與加強環上孔的配合不好,只能靠調整穿鉚釘方向來提高裝配效率。保持架加工完成后,需要在保持架外徑面上用記號筆標出鉚釘孔的加工方向,后期鉚釘穿入方向與鉚釘孔加工方向保持一致時,上加強環與鉚釘孔上端面配合好,鉚釘易穿入,可以提高裝配效率,但由于鉚釘孔偏斜,鉚接后易出現鉚釘頭偏斜等問題;若方向相反,從圖1所示保持架下端穿鉚釘,下加強環與鉚釘孔下端面位置不對應,可能出現鉚釘穿不進去的情況。且記號筆的標記需要用丙酮進行擦除,嚴重影響了軸承的裝配效率和裝配質量。
3 改進后鉚釘孔加工方法
針對非金屬保持架常規加工方法中的定位精度低,孔位置度差等缺陷,設計可在數控車床上加工鉚釘孔的工裝。
該工裝示意圖如圖3所示,保持架內徑面與脹胎小外徑面配合,脹胎頂部設置有螺紋,該螺紋與壓蓋內徑面的螺紋配合,保持架裝入脹胎后,擰緊壓蓋,壓蓋軸向壓緊保持架端面,壓蓋外徑小于保持架鉚釘孔的中心徑。小外徑圓度要求不大于0.02 mm,因此,非金屬保持架裝在該脹胎上不會影響保持架形狀公差,不會造成保持架棱圓度或橢圓度超差。端面由壓蓋壓緊,可保證保持架與工裝之間位置固定,夾緊可靠。

1—壓蓋;2—保持架;3—脹胎;4—定位孔
該工裝可以固定保持架相對于機床主軸的同心度、軸向位置和周向位置,裝夾重復性好,可以將鉆孔工藝改為2步進行:1)保持架第1次裝夾后,加工出所有的鉚釘孔,但每個鉚釘孔都加工成保持架高度一半的盲孔;2)加工完成后拆下壓蓋和保持架,在工裝定位孔中裝入定位銷,將保持架翻轉180°后裝入工裝小外徑,使其中一個盲孔與定位銷重合,擰緊壓蓋進行另一面盲孔的加工,兩面的盲孔最終在保持架軸向中心位置形成完整的通孔。該加工方法將一個細長孔的加工深度縮短了一半,避免了鉆頭切削深度過大所產生擺動對加工精度的影響,產生偏斜的概率也大大降低。
從兩端面加工2個半孔形成的直通孔理論上在中心位置會有一定的加工交界線,為了避免這個問題,采用以下措施:工裝在加工保持架的同一臺機床上加工,加工完成后直接使用,拆下后即報廢,避免了工裝在機床上的安裝誤差;直接使用加工用的同批次、同規格的鉆頭作定位銷,反面安裝后周向定位好,2個半孔的軸線重合度高。采用兩端加工方式后,鉚釘孔目測不到交界線痕跡,而且后期穿鉚釘不需要再進行保持架鉚釘孔加工方向的標記,實現了保持架和加強環鉚釘孔的萬能配對,杜絕了鉚釘偏斜和穿不進去的問題。
4 試驗驗證
以6210軸承為例,其保持架寬度為20 mm,圓周均布12個φ2.5 mm的鉚釘孔,鉚釘孔長徑比達到了8∶1。分別取50件保持架,用2種鉆孔方法進行鉚釘孔加工(各含600個鉚釘孔),之后裝加強環,穿鉚釘進行鉚接,裝配時間和裝配質量見表1。由于加工方法的區別,加工時間中包含機床編程和機床調整時間,2種鉚釘孔加工方法中不改變鉚接工藝,因此,鉚接和裝配時間中不含鉚接設備的調試時間。
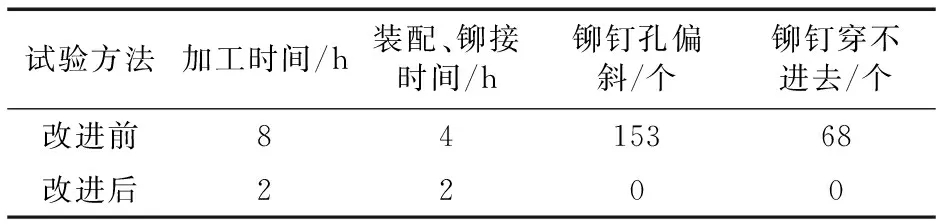
表1 鉚釘孔加工方法改進試驗對比
由表1可以看出,鉚釘孔加工方法改進后,加工時間縮短為原來的1/4;裝配、鉚接時間縮短了一半;有效避免了鉚釘孔偏斜和鉚釘穿不進去的情況。
5 結束語
使用新設計的工裝加工出的鉚釘孔位置精度高,后期裝配時,不需要區分鉆孔方向,鉚釘孔軸線無偏斜,鉚釘鉚接后質量高,提高了工作效率和產品質量。
