基于ProCast的Ni合金鑄造工藝的數值模擬
2019-07-22 06:21:44周玉林王日昕趙寧寧
世界有色金屬 2019年10期
周玉林,王日昕,趙寧寧
(1.河南豫光鋅業有限公司,河南 濟源 454650;2.江西省科學院應用物理研究所,江西 南昌 330029)
鑄造是將高溫液態金屬澆注到封閉的型腔中,獲得所需零件的復雜熱成形過程。而傳統鑄造的整個過程難以實時觀察,間接測試也十分困難,工藝設計建立在“試錯”基礎上,很難體現出科學性。因此,對鑄造充型和凝固過程進行計算機模擬是非常必要的。
本文利用ProCast鑄造軟件對合金凝固的過程進行數值模擬,研究在不同的鑄造條件下,合金凝固過程中的溫度場、流場以及縮孔位置大小的確定,得出有效的處理方法,減少Ni合金的凝固收縮而引起的縮孔等缺陷,從而得到合格的合金鑄件,對實際生產過程有指導的作用[1,2]。
1 研究對象的確定
數值模擬中,材料選擇是前提條件,是研究的基本,材料的物性決定著數值模擬的效果。合金鑄造是變相過程,物性隨物態及溫度變化較大,因此有必要對其進行物性確定。本次模擬采用的澆鑄材料為Ni CM186LC,組成為:C=0.07%、Cr=6%、Co=9%、Mo=0.5%、W=8.4%、Ta=3.4%、Al=5.7%、Ti=0.7%、Re=3%、Hf=1.4%、Ni=61.83%。其中液相溫度為1385.277℃,固相溫度為1320.723℃。
一般情況下各種界面間換熱系數:金屬—金屬:1000~5000;金屬—砂:300~1000;砂—砂:200~300;固體—空氣:5~10;固體—水:3000~500
本模擬采用經驗值,選取數量分別為:金屬—金屬1000w/m·k,砂—砂200w/m·k,金屬—砂500w/m·k。
2 鑄造過程數值模擬軟件結構
過程數值模擬軟件包括前處理、中間計算和后處理[3]。其中,前處理為數值提供鑄件和鑄型的幾何信息、鑄件及材料的性能參數信息和有關鑄造工藝信息。中間計算根據鑄造過程涉及的物理場為數值計算提供計算模型,并根據鑄件質量或缺陷與物理場的關系預測鑄件質量。后處理將數值計算所獲得的大量數值以各種直觀的圖形形式顯示出來。
3 鑄造數值模擬的前處理
(1)網格劃分:首先把CAD圖形導入,進行圖形質量分析、修整、網格剖分。在MeshCAST中導入X-T格式后劃分面網格,接著進行過程模擬的前處理過程。
(2)PreCAST前處理:單擊PreCAST。在工作目錄中若有網格文件,即.mesh或d.dat文件,則自動運行文件,進行文件處理。進入MeshCAST進行材料、界面條件、邊界條件、過程參數、初始狀態、運行參數等等。創建界面之后,要為每個界面設置熱交換值,其典型值為鑄件和砂型之間500W/m2k,鑄件和鋼芯之間1000W/m2k。鑄型的所有外輪廓面設為自然空冷,在澆道頂面部分節點施加速度,溫度,重力加速度3個矢量,根據實際情況設定大小。設置初始條件選擇不同的區域,在輸入框中輸入其初始溫度,按回車鍵確定。在Preference中選擇Gravity Filling選項,軟件將會自動設置相應運行參數,需要注意,由于各個澆鑄和凝固時間的不同,需要設置保存溫度、傳熱、流動保存的時間步長[4]。在General參數面板中,設置DTMAX最大時間步長為1S。Thermal參數面板中,設置時間頻率TFREQ為5S,在Flow面板中設置VFREQ為5S。保存,退出PRECAST。
4 模擬結果顯示與分析
(1)澆注分析因素:在鑄造生產中,澆鑄原因報廢件占20%~30%,因此,分析澆筑條件極為重要[5]。
澆鑄溫度:較高的澆鑄溫度可保證金屬液流動性,利于積集和上浮夾雜,減少氣孔和夾渣等缺陷。但溫度太高使表面燒結,鑄件表面夾砂,金屬液氧化嚴重,含氣量增加,鑄件產生氣孔等缺陷;并液態收縮量增大,晶粒粗大,鑄件力學性能降低。
澆鑄速度:較快澆鑄速度可使金屬液很快充滿型腔,減少氧化程度,各部位金屬液溫差小,有利于鑄件同時凝固。但過快易產生沖砂。較慢的速度便于補縮,形成縮孔,獲得組織致密的鑄件,不過太慢金屬液對型腔加熱時間增長,易使型腔表面拱起脫落,氧化嚴重使鑄件產生夾砂、冷隔、澆不足等缺陷。
(2)充型率改變時各變量的對比:本文澆口直徑85mm,澆鑄速度為0.15m/s,澆鑄材料Ni_CM186LC、鑄型為純鐵、澆鑄溫度1450℃、鑄型溫度250℃。充型率分別為98%、93%、88%,進行了模擬澆鑄對比。其中澆鑄率為98%溫度分布:
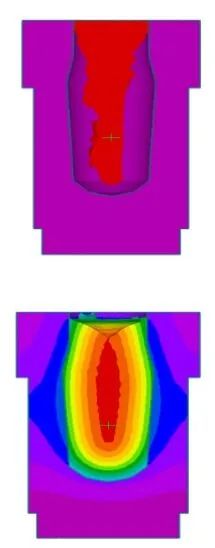
圖1
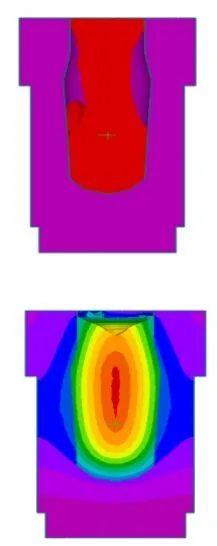
圖2
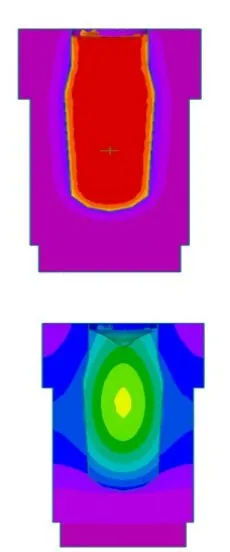
圖3
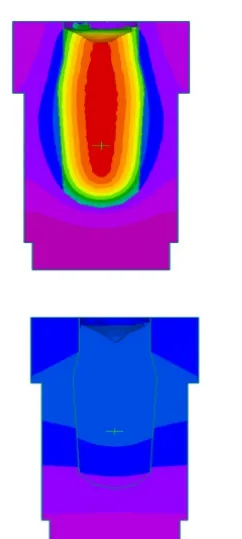
圖4
從圖1-4可以觀察得到在澆鑄過程中,金屬液粘度很大,而冷卻過程中隨溫度降低,由于金屬液及固態金屬降溫收縮,導致澆鑄頂部向下沉,形成凹陷。

圖5
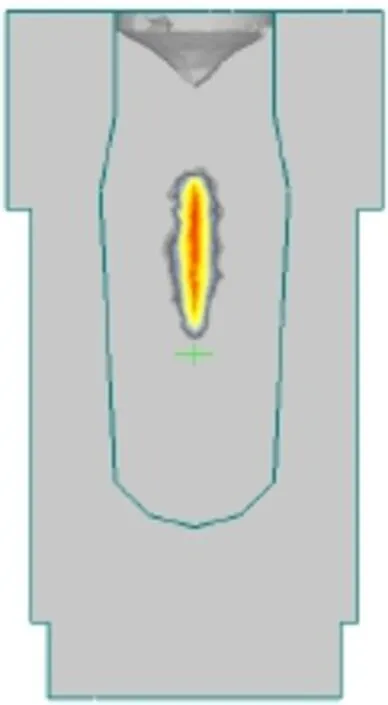
圖6
圖5 與圖6分別為縮孔及最后某時刻的固相率分布,從中可以看到,并非縮孔一定產生在最后凝固處。從比較可以看出,充型率并未改變縮孔在下部分的位置及大小,甚至縮孔形狀,只是改變縮孔上部分。充型率越大,上部分的縮孔體積越大,位置越高;雖然澆鑄量增多,但下部分相同位置點在冷卻過程中沿垂直澆鑄面方向,由于傳熱學分析知熱阻變化不大,散失的熱量變化不大,從而對其冷卻時間影響很小,固相率變化小;而靠上部分的位置點則不同,澆鑄量越多,熱阻變化率大,凝固所需時間變化明顯,而又得不到有效的補縮,結果造成縮孔變化較大。
(3)澆口直徑變化對縮孔的影響
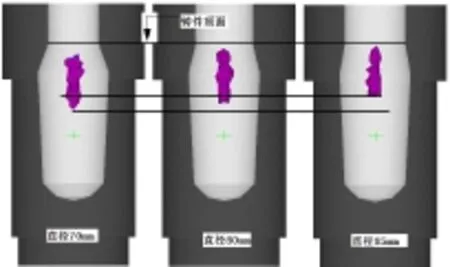
圖7 澆注直徑變化后縮孔比較
圖片說明:只改變澆鑄直徑,也就是相反改變保溫套厚度;直徑分別為70mm、80mm、85mm。
(4)澆鑄溫度對縮孔的影響

圖8 澆注溫度變化縮孔比較
圖片說明:在澆注溫度1450℃、1430℃時變化對縮孔幾乎無影響,包括位置、形狀等。而當溫度降為1400℃時,縮孔變小,但改變部分僅為靠近澆鑄口段,而縮孔下部幾乎無變化。此現象與充型率的改變出現的結果幾乎相同。
5 結論
(1)在保證鑄件輪廓清晰的前提下,可盡量采用較低的澆鑄溫度。從結構來看,小鑄件、薄壁件、結構復雜件及不宜澆到的鑄件可采用較高溫度;而大鑄件、重型件、厚壁件及容易產生熱裂缺陷的鑄件可采用較低澆鑄溫度。
(2)澆鑄溫度與速度相互影響,如澆注溫度低,速度可快些;澆鑄溫度高,速度可慢些。
(3)澆鑄過程中并非充型率越小越好,必須保證鑄件結構完整,因此三者充型率93%為最優。
(4)增大澆鑄口直徑可減小其體積,但不明顯,可以提高縮孔的位置。同時,澆鑄口大,減少鑄件工藝出品率,浪費材料及能量。
(5)澆鑄溫度的確定與液相及固相溫度有很大關系。澆鑄材料液相溫度為1385℃,與澆注溫度差分別為65℃、45℃、15℃。