轉爐低鐵耗下冶煉工藝探討
2019-07-16 13:30:44曹祎哲陳東寧趙廣勛安君輝王玉剛劉道孟
山西冶金 2019年4期
曹祎哲, 陳東寧, 趙廣勛, 安君輝, 王玉剛, 劉道孟
(河北鋼鐵集團邯鋼公司一煉鋼廠, 河北 邯鄲 056015)
近年來,國家加大對環保的督查力度,環保形勢異常嚴峻,造成煉鋼原材料供應不足,致使各個鋼鐵企業處于半停產甚至停產狀態,面對這種情況,各個鋼鐵企業千方百計努力尋找自己的新技術新工藝來最大程度的降低原材料消耗保證自己的生產。鐵水是煉鋼的主要鋼鐵料,占比較大,迫于環保壓力,鐵水供應不足,為保證生產順行,河北鋼鐵集團邯鋼公司(以下簡稱邯鋼)一煉鋼廠通過降低鐵水消耗的措施來解決由于鐵水短缺而造成的生產緊張的問題,取得了顯著的效果。
1 低鐵耗下冶煉存在的問題
1)降低鐵水消耗,相應的提高了廢鋼比,造成轉爐吹煉熱量不足,終點命中率低,后吹率高,爐襯侵蝕嚴重。
2)石灰有一定含粉率,生燒率高,粒度不均勻,渣中游離CaO 含量較高,造成石灰利用低,相應的石灰加入量偏多,造成爐內熱量一定損失。
3)提高廢鋼比,會使得廢鋼在轉爐內堆積密度增大,造成終點廢鋼部分不化,出鋼量不足,出鋼溫度低,影響生產,不僅如此,未化廢鋼甚至還會粘到爐襯,危及人身安全。
2 低鐵耗下冶煉工藝控制
鐵水是提供轉爐冶煉的主要熱源,降低鐵水消耗提高廢鋼比必定會造成吹煉熱量不足,熔池吹煉熱量不足是造成上述問題的根本原因,邯鋼一煉鋼廠擁有2 座120 t 頂底復吹轉爐,平均出鋼量為135 t,邯鋼一煉鋼廠從每個工序入手,從倒灌站到出鋼操作制定了相應的措施。
2.1 鐵包加壓塊烘烤預熱
壓縮塊致密程度高,體積較大,直接加入轉爐后不易熔化,針對此問題,利用出鐵間隙使用抓鋼機向鐵包內加鋼筋壓塊(一塊約1 t 左右),利用出鐵間隙進行煤氣烘烤,出鐵時減去壓縮塊的質量,達到降低鐵水量的目的。根據烘烤時間與鐵水溫度來確定壓縮塊加入量,一般不超過4 塊,烘烤時間一般為5 min 左右,具體加入量如表1 所示,鐵水溫度情況如圖1 所示,鐵水溫度在1 330~1 400 ℃范圍內占比較大,平均1 349 ℃,壓縮塊平均每爐鋼可加入2~3塊,平均每爐鋼可降低2~3 t,折合降低鐵水消耗15~22 kg/t。

表1 鋼筋壓塊加入量 塊
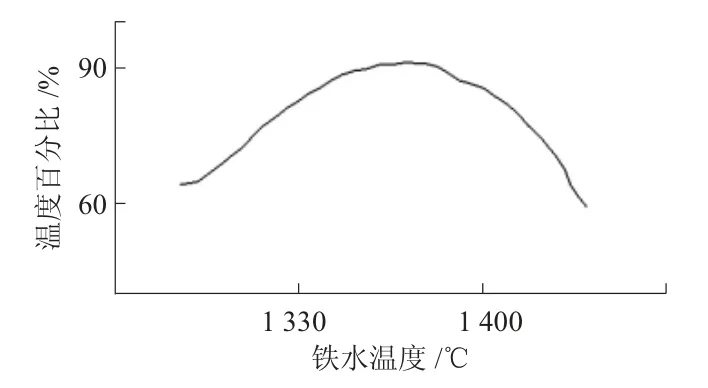
圖1 鐵水溫度情況
2.2 降低轉爐內物理熱與化學熱損失
1)保證入爐白灰的質量。對進廠白灰進行嚴格檢查,對上高位料倉的白灰實行100%篩分,改善入爐白灰質量,確保有效w(CaO)在88%以上,從而間接降低入爐白灰加入量,減少爐內物理熱。
2)使用鎂球代替輕燒白云石。輕燒白云石w(MgO)為33%,鎂球w(MgO)為65%,1 t 鎂球相當于2 t 輕燒白云石,兩者的冷卻效應基本相同,1 t 輕燒白云石或鎂球約影響熔池溫度8 ℃。所以采用鎂球完全代替輕燒白云石,降低渣料加入量,熔池溫降相應約減少8~10 ℃,鎂球參考加入量見表2。

表2 鎂球參考加入量
3)使用生鐵塊代替部分廢鋼,等量生鐵塊的冷卻效應大約為等量廢鋼冷卻效應的4/5 倍[1],此外生鐵塊含有一定量硅含量,隨著生鐵塊的熔化釋放出一定量的硅元素,硅是主要的發熱元素之一,在一定程度上彌補了一些溫度的損失,每1 000 kg 生鐵取代廢鋼可以減少爐內的溫度損失約7~12 ℃[2],熔池的升溫曲線大致如圖2 所示。
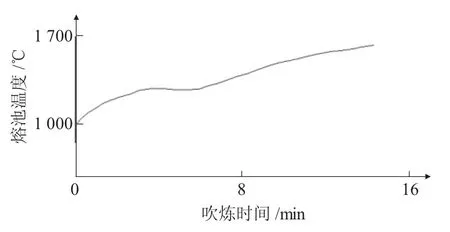
圖2 鐵塊加入后熔池升溫曲線
2.3 爐內廢鋼預熱
使用現有生產條件,一煉鋼廠使用2 座轉爐交替預熱廢鋼,采取先用焦炭預熱廢鋼,后加鐵塊及鐵水模式,使廢鋼達到一定的溫度,補償冶煉過程一定熱量,促進吹煉過程廢鋼快速熔化。
轉爐預熱廢鋼具體操作步驟如下:
1)出鋼結束后搖直爐子正常濺渣。
2)濺渣結束后倒掉適量(一般為2/3)爐渣。
3)然后將爐子搖至加廢鋼角度,加入下一爐冶煉所需的廢鋼,搖直爐子。
4)將氧槍降至2.0~2.3 m。
5)加入適量焦炭(第一批一般為500~1 000 t),加焦炭的量視廢鋼多少與2 爐之間等待間隔時間來定,廢鋼量越多,2 爐之間間隔時間越長,需加焦炭則越多。利用焦炭預熱廢鋼,使廢鋼烘烤溫度達500~800 ℃。
2.3 吹煉時使用焦炭作為發熱劑加入轉爐
轉爐碳質發熱劑是利用碳以滲碳發熱方式[3]對轉爐鋼水進行提溫,一煉鋼廠根據鐵水溫度情況,制定了焦炭參考加入量,見表3。為了提高焦炭利用率,盡快升溫,焦炭一般在氧壓到達吹煉氧壓之前加入,約70 s 左右加入,100 s 前加完,防止冒煙造成環保事故。
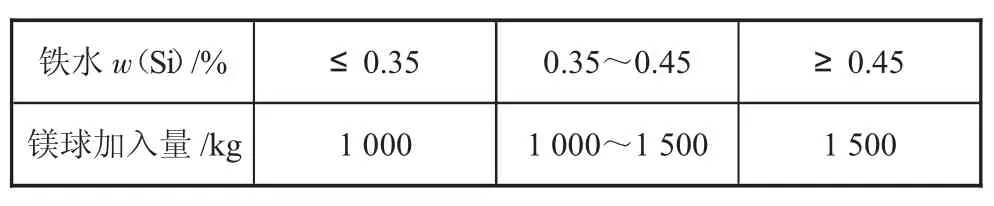
表3 焦炭參考加入量
2.4 低鐵耗下吹煉控制
1)低鐵耗下槍位控制。低鐵耗下的吹煉過程不易控制,極易造成嚴重噴濺,造成出鋼量不足,爐襯沖刷嚴重,對煉鋼產生不利影響。根據低鐵耗下不同時期的特點,制定出了相應的槍位控制技術。整體槍位為“低-高-低”模式:吹煉前期采用低槍位高氧壓,快速脫硅,配加提溫劑,延時加料100 s,加強攪拌促使熔池快速升溫;吹煉中期提高槍位,氧壓調整到正常氧壓,防止鐵塊熔化熔池溫度急劇上升碳氧反應劇烈造成返干噴濺;吹煉中后期逐步降低槍位,加強攪拌,抑制泡沫渣噴濺,保證廢鋼完全融化。
2)優化后期底吹參數。由于廢鋼加入較多,廢鋼堆積密度大,表面溫度傳遞慢,容易造成吹煉終點部分廢鋼不化,出鋼量不足,出鋼溫度低,甚至黏爐襯,為了解決這一問題,提高轉爐底吹后期供氣強度,將冶煉后期的供氣強度由原來的0.03 m3/(t·min)提高到0.08 m3/(t·min),加速了熔池攪拌能力,促進了廢鋼完全熔化,并且達到了降低了轉爐吹煉終點氧含量的目的。
2.5 降低出鋼溫度
1)優化轉爐出鋼口材質與尺寸。出鋼口改進措施:出鋼口內徑由150 mm 擴大到160 mm,以縮短出鋼時間,出鋼時間約縮短90 s,降低出鋼溫降;制定出鋼口維護制度。針對出鋼口后期侵蝕嚴重,出鋼口不圓整、鋼流散、出鋼過程溫降大的現狀,及時修補出鋼口,保證出鋼過程鋼流圓整。
2)提高鋼包周轉效率。根據生產節奏確定鋼包周轉數量,實行鋼包在線烘烤,保證鋼包溫度,使用A1 包(鋼包溫度≥850 ℃),避免使用黑包,降低鋼水溫降。
3)采用鋼包加蓋技術。在使用過程中鋼包加上包蓋后,不僅對鋼包的熱量流失起到很好的保護作用,而且還能在鋼包運送鋼水過程中降低鋼水溫降,提高進精煉溫度,使鋼包周轉過程中的熱量趨于穩定狀態,鋼包加蓋示意圖如下頁圖3 所示。
3 應用效果
轉爐煤氣回收由原來的130 m3/t 提高至152 m3/t,鐵水消耗由原來的950 kg/t 降低到870 kg/t。
圖3 鋼包加蓋示意圖
4 結語
提高廢鋼比降低鐵水消耗是未來鋼鐵企業的發展趨勢,高廢鋼比會打破原有轉爐冶煉熱量平衡,熔池熱量不足,造成冶煉困難,通過鐵包加壓塊烘烤、降低入爐料結構、加入碳質發熱劑等措施很好地補償了轉爐冶煉溫度的不足,保證了終點,實現了降鐵增鋼的目的。