基于宏指令進行圓弧螺紋的數(shù)控車削加工
2019-07-15 05:28:18賓立羅洲
發(fā)明與創(chuàng)新·職業(yè)教育 2019年3期
賓立 羅洲

摘 要:圓弧螺紋在普通車床上加工勞動強度大,加工效率低且不易控制尺寸精度,且經(jīng)常出現(xiàn)廢品。如何高效的用手工編程加工出精密的圓弧螺桿,該問題一直沒有完美地解決。用數(shù)車的方法加工圓弧螺桿,提高了效率和加工質(zhì)量,自然也增加效益,本文著重介紹圓弧螺桿的數(shù)控車削方法。
關(guān)鍵詞:圓弧螺桿;數(shù)控車削;加工效益
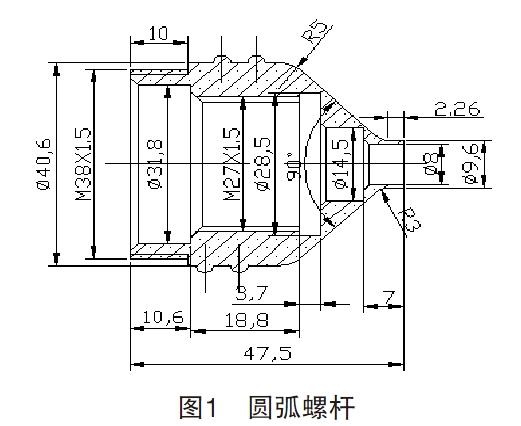
隨著機械行業(yè)的發(fā)展,對產(chǎn)品功能要求的不斷提高,對一些零件的機械結(jié)構(gòu)也提出了更高的要求,其中具有代表性的就是圓弧螺紋。圓弧螺桿主要應(yīng)用于航空傳輸機械、塑料擠壓機械、罐裝飲料和工程機械等方面都有體現(xiàn)。本文以下圖(圖1)為例,對該螺紋的數(shù)控車削工藝、參數(shù)及編程進行分析。
一、螺桿結(jié)構(gòu)
數(shù)控車床主要加工軸類零件,主要涉及內(nèi)/外圓表面、圓弧、錐度、螺紋、斷面槽等。圓弧螺桿對編程的要求高,需要批量加工時必須要用參數(shù)化編程才能保證效率和質(zhì)量。
(一)結(jié)構(gòu)特點(如圖2所示)
由圖可知該零件上的圓弧螺紋螺距為6,圓弧半徑為R1.5,牙高為1.5,通過分析需要用強力切槽刀進行車削加工。
(二)螺桿的成型
加工圓弧螺桿,需要計算主軸每分鐘轉(zhuǎn)速,刀具的Z向定位點一致,利用機夾式數(shù)控切刀對螺旋線進行開粗,然后根據(jù)圖紙精度要求選擇合適的精車刀具。加工圓弧螺桿前,要做好充分準(zhǔn)備,包括程序校驗、機床仿真、刀具裝夾等,做到方方面面考慮周全,才能加工出漂亮的圓弧螺桿。
二、工藝分析
在此,僅分析零件中圓弧螺紋部分的車削工藝、裝夾與編制程序。
(一)零件的裝夾
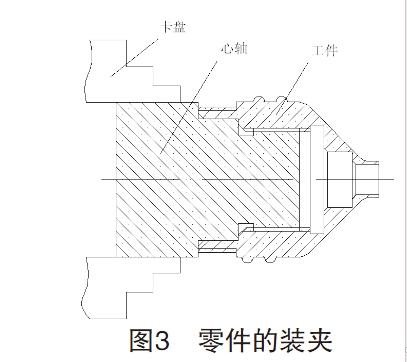
為了達(dá)到加工要求,防止工件振動影響加工質(zhì)量,所以事先準(zhǔn)備一根螺紋心軸,與圖紙中M27X1.5的內(nèi)螺紋配合,注意螺紋一定要旋合到位。三爪自定心卡盤夾裝定位,具體裝夾如圖3所示。
(二)加工方法
在車削的實際過程中,由于加工深度不斷變化,切刀的兩個刃與圓弧螺紋兩側(cè)的接觸面會逐漸增大,加工越困難,輕則會產(chǎn)生振刀,增加切刀的磨損,重則出現(xiàn)崩刃、扎刀、斷刀的危險,導(dǎo)致零件報廢。為了解決以上問題,在車削的時候采取分層左右借刀的車削方法(每層切深為0.2mm,精加工余量為0.1mm),其中綠色刀路為精加工路線,藍(lán)色刀路為粗加工路線(如圖4所示)。
所謂分層車削,就是將圓弧螺紋的牙槽按一定的深度分成若干層,并且左右借刀進行加工,確保每次走刀的吃刀量基本一致。另一方面要考慮每一刀下去的切削力基本相同,才能降低切削的難度,并順利地完成螺桿車削。對絲桿進行粗車的時候分成7-8層,進行精車時按輪廓軌跡車削即可。
(三)刀具的選用
該零件選用高強度的切槽刀具進行加工。粗加工時選用R0.4的刀尖角的切槽刀片,精加工時選用R0.2的刀尖角切槽刀片,均采用數(shù)控硬質(zhì)合金圖存刀具,粗加工時充分澆注冷卻液保護刀具壽命,加工刀具。
三、程序編制
O0001;(粗車程序)
M03 S300 T0101; (主軸正轉(zhuǎn)、換刀)
G00 X45 Z-15; (刀具定位)
#1=1.5; (牙高為1.5mm,分層進行加工)
WHILE #1 GT 0.1;(牙高大于0.1時分層)
#1=#1-0.2; (每層加工0.2mm)
#2=SQRT(1.5*1.5-#1*#1) (右邊圓弧Z軸變量)
#3=6-3-2*#2 (左邊圓弧Z軸變量)
#4=40.6+2*#1 (X軸坐標(biāo)變量)
G00 W-#2 (右邊圓弧定位)
G92 X#4 Z-40 F6 (圓弧螺紋加工)
G00 W-#3 (左邊圓弧定位)
G92 X#4 Z-40 F6 (圓弧螺紋加工)
G00 Z-15 (返回定位點)
ENDW (宏程序結(jié)束)
M30; (程序結(jié)束)
O0002; (精車程序)
M03 S350 T0202; (換精車刀)
G00 X45 Z-15; (刀具定位)
G92 X43.6 Z-40 F6 (右邊圓弧頂螺紋)
G00 W-7 (右邊圓弧頂定位)
G92 X43.6 Z-40 F6 (右邊圓弧頂螺紋)
G00 Z-15 (返回定位點)
#1=1.5; (牙高為1.5mm,分15層進行加工)
WHILE #1 GT 0; (當(dāng)牙高大于0時繼續(xù)分層)
#1=#1-0.1; (每層加工0.1mm)
#2=SQRT(1.5*1.5-#1*#1) (圓弧Z軸變量)
#3=6-3-2*#2 (圓弧Z軸變量)
#4=40.6+2*#1 (X軸坐標(biāo)變量)
G00 W-#2 (右邊圓弧定位)
G92 X#4 Z-40 F6 (右邊圓弧螺紋加工)
G00 W-#3 (左邊圓弧定位)
G92 X#4 Z-40 F6 (左邊圓弧螺紋加工)
G00 Z-15 (返回定位點)
ENDW (宏程序結(jié)束)
M30; (程序結(jié)束)
四、結(jié)束語
在數(shù)控車上采用宏指令進行參數(shù)化編程,達(dá)到分層車削加工圓弧螺紋的效果。根據(jù)牙深,設(shè)計若干分層,使每刀車削的深度與切削受力基本一致,使切削難度降低,并順利地完成螺桿車削,提高了生產(chǎn)效率與加工穩(wěn)定性。
參考文獻
[1] 賓立.矩形螺紋的數(shù)控加工方法研究[J].職業(yè)教育,2017(1):113-114.
[2] 丁峰.數(shù)控車削梯形螺紋方法探討[J].精密制造與自動化,2009(2):61-62.
[3] 沈春根.數(shù)控車宏程序編程實例精講[M].機械工業(yè)出版社,2014.
