1070鋁合金擠壓板材生產工藝研究
2019-07-15 02:36:56李洪林周廣宇王國冰馮志強
鋁加工 2019年3期
李洪林,周廣宇,王國冰,吳 琪,馮志強
(遼寧忠旺集團有限公司,遼寧遼陽111003)
0 前言
1070屬于純鋁合金,不能通過熱處理強化,其強度低、切削性不好。但其板材具有塑性高、耐蝕、導電性和導熱性好等特點,可進行接觸焊、氣焊[1],常應用于制造一些具有特定性能的結構件、電儀表部件、熱交換材料等。例如其鋁箔制品可用作墊片及電容器、電子管隔離網、電纜的防護套,以及網、線芯及飛機通風系統的零件及裝飾件。
1070合金板材生產過程中,易出現板材表面色差大以及震紋等問題,其電導率可達到59.5%IACS。此次所需產品表面不能有明顯色差,表面粗糙度Rz≤18,電導率要求≥61%IACS。本文對擠壓模具結構、擠壓速度及合金成分進行了優化設計,并對擠壓后的板材進行表面質量和性能檢測,以獲得最佳的工藝參數,并產出優質產品。
1 試驗材料與方法
1.1 試驗材料
1070鋁合金板材的生產工藝路線為:熔煉鑄造→均勻化退火→鑄錠加熱→擠壓→淬火→鋸切→性能檢測。對鑄錠化學成分進行設計,化學成分見表1中a、b兩種配比。
客戶按照JISH 4100標準檢測,要求產品表面平整、潔凈,無劃痕、無油污,不能有明顯色差和表面機械紋,表面粗糙度(Rz≤18);切割面應平滑,無毛刺、毛邊、拉毛、夾渣;電導率≥61%IACS。具體性能參數見表2。
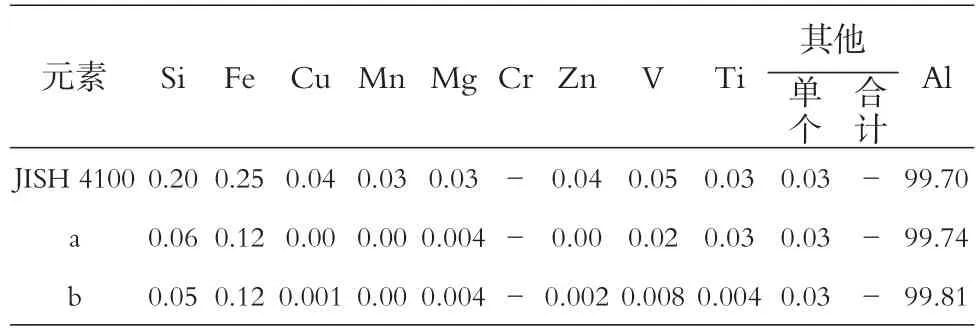
表1化學成分(質量分數/%)
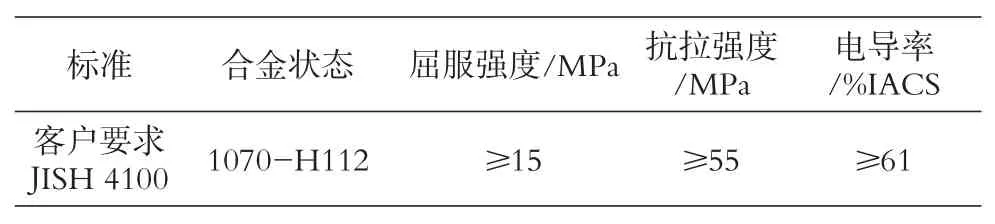
表2性能指標
1.2 試驗方法
在相同擠壓工藝參數下,設計兩種不同結構的模具,擠壓工藝參數見表3。根據不同的合金成分、擠壓速度和模具結構設計,選取三因素兩水平做L4(2^3)的正交表,如表4所示。正交試驗共4組,分別按照表3生產工藝參數進行生產,并結合模具結構設計優化,分析在不同因素水平組合下擠壓板材的電導率和表面質量情況。

表3 生產工藝參數

表4 L4(2^3)因素水平表
2 試驗結果及分析
2.1 電導率分析
用于強化合金的常規方法通常會降低導電性,例如合金化、沉淀強化和應變硬化[3]。要想提高強度而又不損害太多的導電性,微合金化是實現高導電率和高強度電導體的最有效方法之一[4]。采用AG-X 100KN電子萬能試驗機、渦流電導儀對試樣進行力學性能和電導率檢測,其正交試驗數據結果見表5。通過表5正交數據結果可知,只有采用化學成分b生產的產品電導率符合客戶的高性能指標。因此,在JISH4100標準范圍內,微調合金元素,將鑄錠的鋁含量由99.7%提高到99.8%,可有效提高擠壓產品的電導率值。
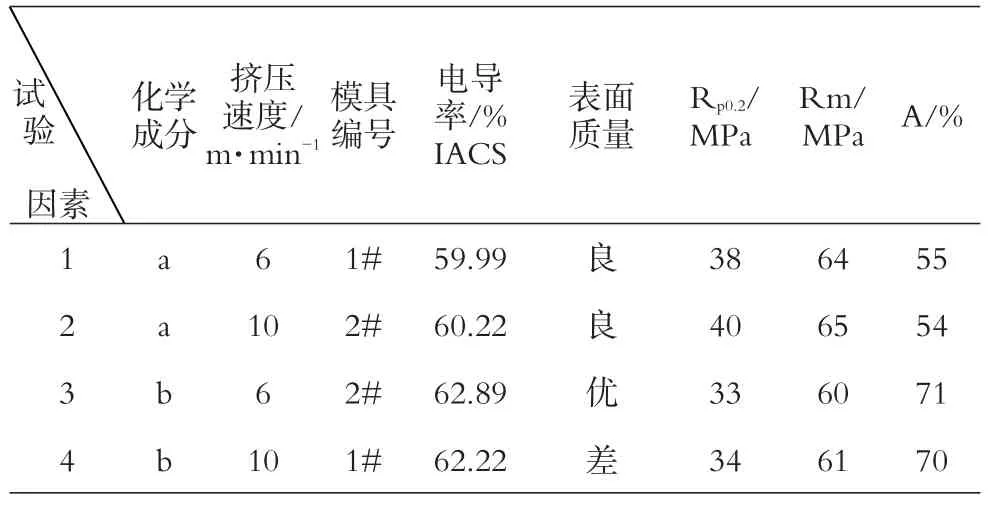
表5正交試驗數據結果
2.2 表面質量分析
擠壓制品速度越快,其產品表面質量越難以控制。根據表4數據結果可以看出,采用化學成分a進行擠壓時,當制品擠壓速度達到10m/min時,2#擠壓模具生產的制品仍然具有良好的表面情況,只有輕微的震紋;采用化學成分b進行擠壓生產時,當擠壓速度控制在6m/min,同時采用2#擠壓模具,可以得到優質的制品表面;而采用化學成分a和1#模具進行擠壓時,當擠壓速度達到10m/min時,其制品表面已出現嚴重震紋并伴有起浪現象。
2.3 模具結構優化
圖1是本試驗采用的兩種不同結構的擠壓模具截面圖。合理的模具結構在一定程度上可控制產品的內部組織和力學性能。合理的模具設計和精確的制作能大大提高模具使用壽命,提高生產率、降低能耗[2]。針對1070鋁合金鑄錠本身較軟的特點,根據以往生產經驗,在鑄錠經模具擠壓成型的過程中,金屬流經過模具工作帶的擠壓時間越短越好。于是按照這個思路設計了2#模具。相比于1#模具,其獨特之處在于把工作帶打磨成2~5°的微小傾角,即打磨成促流角,使模具工作帶長度由2.0變成0.2,降低工作帶粘著區寬度,減小該區的摩擦力,增大滑動區。這樣,不僅不會影響模具壽命,而且能有效避免1070鋁合金擠壓板材表面起浪面、粗糙度變大等問題。

圖1模具結構的優化
通過上述試驗分析,發現在1070純鋁合金擠壓生產時,將鑄錠中Al質量分數提高至99.8%,控制擠壓工藝速度為6~8m/min,對模具增設促流角并縮短模具工作帶長度,可生產出符合客戶要求的高質量表面和高電導率的1070擠壓板材。
3 結論
(1)對于純鋁系鋁合金,生產工藝對材料的電導率影響不大,鑄錠成分對材料電導率影響較為明顯,可對鑄錠成分做進一步提純,減少雜質相的配比,以此提高材料電導率。
(2)增設促流角并縮短模具工作帶長度,降低工作帶粘著區寬度,增大滑動區,不僅不影響模具壽命,還能有效避免1070鋁合金擠壓板出現表面起浪面、粗糙度變大等問題。
(3)合理控制制品擠壓速度,當擠壓工藝速度為6~8m/min時,制品表面質量最好。