層流電子槍真空壓差隔離導管的結構設計分析
2019-07-15 07:02:44朱國坤張向東張建飛莫力林
裝備制造技術 2019年5期
朱國坤,張向東,張建飛,莫力林
(桂林獅達技術股份有限公司,廣西 桂林541004)
0 前言
隨著我國制造業水平的逐步提高,真空電子束加工工藝的使用領域越來越廣泛[1-2]。采用真空電子束加工的材料種類繁多,不僅包括傳統的如鎢、鉬、鉭、鈮等高溫合金及鐵基合金材料,甚至包括陶瓷,聚合環氧樹脂、玻璃等非導電材料[3-4]。許多材料在采用真空電子束焊接時會揮發出大量的包含各種成分的粉塵和蒸汽[5-6]。這些粉塵和蒸汽會通過電子束通道進入電子束發生器污染電子束發射面,降低陰極使用壽命,降低絕緣強度,使電子槍在焊接過程中頻繁打火放電甚至中斷焊接[7-8]。為此需要在電子槍內部增加一個既能夠有效防止粉塵和蒸汽通過又能夠讓電子束順利通過且不對電子束形狀產生影響的真空壓差隔離導管[9-10]。
廣泛地閱讀國內外文獻并未查到對層流電子槍壓差隔離導管結構設計內容,雖然電子束焊機使用者對金屬蒸汽通過隔離閥進入槍室影響電子束發射部位壽命沒有強烈的意識,但粉末熔化成形中的“斥粉”引起的頻繁放電或中斷下束來說對隔離導管的存在是非常必要的。因此,本文首先通過理論計算設計出壓差隔離導管,再比較了不同加速電壓下的出束情況,從而驗證了理論設計的可靠性。最終本文對層流電子槍真空壓差隔離管的設計提供了理論依據和設計方法。
1 隔離導管的設計
1.1 隔離導管設計根源
鎢材料陰極通過電流的過程中會產生大量的熱能,由于鎢陰極處于真空環境中,其溫度很容易達到2 700 K以上。隨著陰極溫度的升高陰極材料內部電子云或原子外圍電子自由能也會升高,當那些電子的自由能高于材料表面勢壘時會逸出材料表面進入靜電區。層流電子槍靜電區在陰極曲面和陽極之間,是帶有負電位的陰極曲面和零電位的靜電場,它有匯聚電子束的作用,又稱靜電透鏡。層流電子槍工作原理如圖1所示。在使用中陰極曲面帶有負高電壓,一般-30 kV以上,陽極接地其電壓為零。陰極和柵極(帶陰極曲面的零件)之間也有一個電壓差稱之為偏壓,一般柵極電勢高于陰極,約2 kV。因此電子在靜電透鏡內的加速情況取決于陰極曲面和陽極之間的電壓差,陽極電勢為量因此陰極曲面上的電勢稱為加速電壓,一般用電勢絕對值來表述。
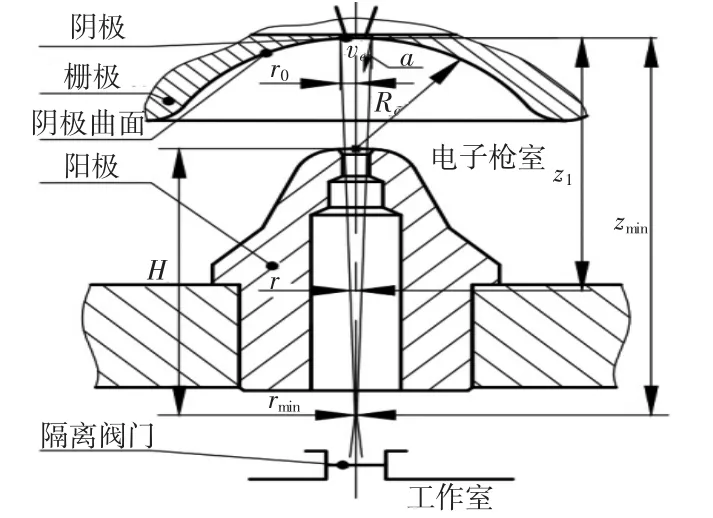
圖1 層流電子槍靜電聚焦示意圖
逸出電子在靜電透鏡的作用下匯聚,并加速后以接近光的速度穿過陽極孔,由于慣性的作用下一般在陽極孔下方匯聚,形成束腰本文稱靜電聚焦點。其聚焦點的位置主要取決于加速電壓、RC和RC的圓心位置。因此靜電聚焦點的直徑大小和位置不僅影響接下來的磁聚焦束斑直徑大小還會影響即將設計的壓差導管的內徑和長度。本次設計真空壓差隔離導管位于陽極孔下方,安裝位置根據不同加速電壓下zmin值,其目的在于阻擋工作室反沖物,提高槍室真空度得到無放電、長壽命的陰極。根據參考資料提供的數據,層流電子槍的加速電壓在30~150 kV之間,電子通過靜電透鏡加速后速度和質量如表1所示[11]。
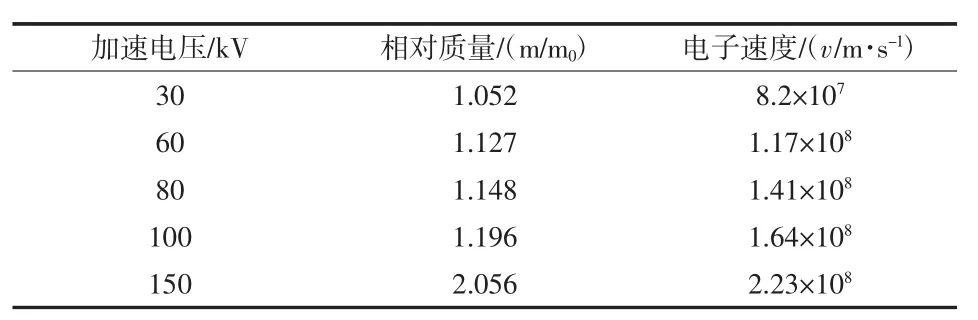
表1 電子運動速度和質量關系
工程中的電子槍設計盡量滿足旁軸條件,被加速的電子通過陽極后面的靜電透鏡的焦點后,在慣性的作用下繼續向前飛行進入漂移區。因此靜電聚焦點固然出現在漂移區。因為加速電壓150 kV下電子速度小于30%光速,故可忽略電子相對質量效應。此時將電子束傳輸模型可以看作:(1)電子束在漂移區內層流運動;(2)電子束在靜電聚焦漂移區內僅受內部的電子庫侖力;(3)靜電透鏡陽極孔效應僅局限于陽極孔大小;(4)電子束的靜電聚焦前的收斂角是恒定的,本文電子槍收斂角a為20°。根據電子束光學原理,電子束在靜電透鏡內的運動軌跡表達式如式(1)所示[12]。

式中,r為電子束半徑,mm;z為半徑r處的距離,mm;ε0為真空介質常數,本文取 ε0=8.854×10-12F/m;η為荷質比,本文取1.759×1011C/kg;U為加速電壓,V。若忽略電子束的熱初速,并歸一化參數(無量綱參數)將公式對稱柱坐標表達為式(2)。

式中,R為歸一化半徑;z1為歸一化距離;r0為陰極當量半徑,本文陰極發射面為1 mm的正方形面其當量半徑約為0.56 mm。l為陰陽極距離,本文l為陰極半徑Rc相等。
1.2 設計結果與討論
從上述設計內容可看出壓差隔離導管的設計主要以靜電聚焦距離和聚焦處的電子束半徑有關,還可知這兩個參數隨著束流電流和加速電壓的改變而改變。因此該壓差導管設計以式2理論模型為依據,為了其眾多參數的關聯研究,陰極曲面的回轉中心定于陽極上端面中心。從THDW牌電子槍模塊化研究得出了R、z1方程的值隨著ra、Rc的變化呈線性變化的關系。因此設計隔離導管時使用的最小電子束直徑rmin和陰極到rmin所出現位置之間距離zmin可以表述成式(3)。
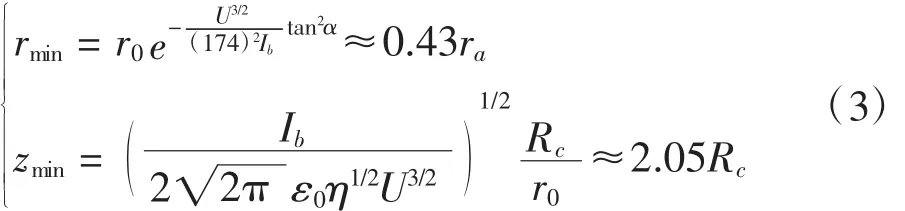
式中,ra為陽極孔半徑,mm;Rc為陰極曲率半徑,mm。從式中看出電子束束流與rmin和zmin之間是線性關系,而加速電壓與兩者之間呈非線性關系。設計過程中選擇M176電子槍最大束流50 mA(因小電子束束流對該兩個值得影響非常小可忽略不計)以作電子束束流影響下的極大值,而加速電壓的選擇考慮到焦點前后的散射可能傷及壓差隔離導管故選擇了該電子槍最小加速電壓30 kV、常用加速電壓60 kV和最大加速電壓150 kV下的ra與Rc值。
此時根據本公司不同加速電壓下Rc的經驗值及該條件下的rmin和zmin值如表2、3所示。

表2 不同加速電壓下的ra與Rc值
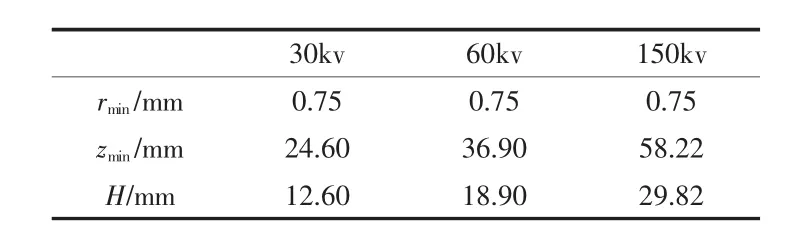
表3 不同加速電壓下的rmin與zmin計算值
根據真空高壓絕緣相關資料提供的數據,真空度達到1.33×10-2Pa時,進一步提高真空度不會使真空高壓絕緣強度進一步提高。電子槍靜電透鏡的陰極和陽極在設計時,保證陰極任意點到陽極的最小距離的誤差小于0.5 mm,保證陰極和陽極形成靜電透鏡的表面最小曲率半徑大于2 mm。電子槍加速電壓在60 kV時。電子槍靜電透鏡用于高壓絕緣的真空度達到5×10-2Pa即可保證電子槍在焊接時不會高壓放電,達到高壓絕緣的目的。因此,設計真空隔離導管時,其高真空端的最低工作真空度為5×10-2Pa。
空氣的平均相對分子質量約為29。空氣中各種主要氣體成分的相對分子質量:氧氣為32、氫氣為2、氮氣為28。工程中使用的旋片式機械泵、羅茨泵、擴散泵等體積壓縮類真空泵在抽取氣體時都是優先抽取質量大的氣體成分。利用以上類型的真空泵獲得的真空環境中,質量輕的氣體成分含量相對于空氣要高,質量重的氣體成分相對空氣變低。因此在這樣的真空環境中,氧氣的含量比例相對較低。當真空度達到5 Pa時,其中氧氣的含量小于氣體保護焊接時采用的50 PPm氮氣氣體保護的含量。因此,在焊接除鈦合金,銅合金等材料外,近5 Pa的低真空工作也起到良好的保護作用。對于20℃的空氣其分子平均自由程λ隨著壓強變化而變化的。在不同焊接需求下焊接室內的真空需要調節,當打開槍隔閥時,焊接室內的空氣及微顆粒往往影響電子槍室真空甚至污染槍室環境。一般條件下電子束工藝真空等級為5Pa(λ =1.33 mm)、5 × 10-2Pa(λ =133 mm)和 5× 10-3Pa(λ =1 330 mm)。
為了降低真空壓差隔離導管的流導,提高電子槍工作真空度,隔離導管的直徑需要滿足氣體壓力在5 Pa時,導管高氣壓端向低氣壓端的氣體流動形成分子流的條件是導管直徑d小于3λ,通過計算導管直徑應小于3.99 mm。導管直徑需要大于加速電壓在60 kV時的靜電束斑直徑為1.5 mm(2倍rmin);同時小于氣體壓力在5 Pa時形成分子流的最小直徑3.99 mm。并根據陽極到靜電聚焦點的距離H值在導管的結構設計中取隔離導管直徑、長度和安裝位置。結果得出,THDW牌M176層流電子槍(后續試驗使用的電子搶)隔離導管孔直徑Ф為3.6 mm,長度L為10 mm,折中后D為41.5 mm;設計好的導管裝入電子槍后的示意圖如圖2所示。此時在20℃的空溫下的通過式(4)求出了隔離導管的氣流量Qg。

式中d為導管直徑,cm;Pi和P0分別為導管兩端氣體壓力,Pa;L為隔離套管長度,cm;A為克勞幸常數(與套管長徑比L/d相關,本文取A=0.62。通過上式計算焊接室真空度為5 Pa,槍室真空度為5×10-2Pa時的,隔離導管的氣體流量為1.73 Pa·L/S。

圖2 隔離導管安裝示意圖
實際工程中,電子槍與焊接工作室有兩套真空系統來獨立真空的,兩者分別達到下束條件時才開啟隔離閥進行下束。電子槍配備的真空系統抽速為100 L/S;在沒有開啟隔離閥時,壓差隔離導管的氣流量與電子槍真空室的氣流量是相等,使用前電子槍真空度一般維持在5×10-2Pa以上,否則不宜下束工作。當打開隔離閥時,焊接室的氣壓影響槍室的氣壓并在一段時間后達到新的平衡。對于達到平衡的槍室出口總氣體流量可以用式(5)計算。

式中,Qf為槍室氣體流量,Pa·L/S;Qg為隔離導管的氣流量,Pa·L/S;Pi為當前真空度,Pa;Sp為泵的抽速,L/S。當電子槍真空度Qf(除隔離導管)為0.5 Pa·L/S,焊接室真空度也為5Pa時打開隔離閥后的∑Q的最大值為2.23 Pa·L/S。此時將∑Q除以泵的抽速Sp得到當前真空度Pi為2.2×10-2Pa,優于5.0×10-2Pa,也滿足了隔離槍室陰極工作的要求。
2 設計結果的驗證
2.1 驗證設備
為了驗證層流電子槍陽極下端的上述設計理念得到內徑3.6 mm、長10 mm的隔離導管的使用可靠性,本文以獅達公司自制THDW牌電子束熔粉快速成形機為試驗設備,其電子槍型號為M176,相關參數如表4所示。為了避免金屬材料帶磁而影響電子束的運動軌跡,壓差隔離導管設計選材為不銹鋼304(06Cr19Ni10)。

表4 M176電子槍參數
本次驗證試驗將制作好壓差隔離導管安裝于圖1所示的位置,并進行了兩種試驗。試驗的一種是工作室低真空工作時貫通兩室之后的真空差異,真空測量位置如圖3a所示;另一種是選取極限加速電壓和長期工作加速電壓下電子束是否損傷隔離導管的試驗。
2.2 驗證結果
試驗1將隔離閥門打開接通槍室與工作室,再分別進行槍室與工作室進行真空,當焊接室真空度達到5 Pa時記錄槍室電離規真空度測值,如圖3b所示。試驗2在試驗1的條件下額定束流50 mA下調節加速電壓進行下束試驗,觀察隔離導管的完整性。試驗1結果發現裝入隔離導管后當工作室真空度為5 Pa時槍室真空度為2.1×10-2Pa,與假設計算值基本吻合,其相對誤差為4.5%。試驗2結果發現M176層流電子槍額定束流50 mA下,最小加速電壓30 kV、長期工作加速電壓60 kV和最大加速電壓150 kV連續下束條件下隔離導管沒有熔化損傷痕跡。綜合比較發現安裝隔離導管時的真空度比沒有隔離導管槍室的真空高出10倍,幾乎完全隔開了槍體和焊接室的真空環境,并且與陽極孔一起起到了雙重保護作用。通過長期下束陰極試驗發現大幅度降低了熔粉工作時的“斥粉”引起的放電現象,1.0×0.1(寬×厚)規格陰極壽命由13個小時提高到了60個小時,陰極壽命延長了原來的3.6倍。
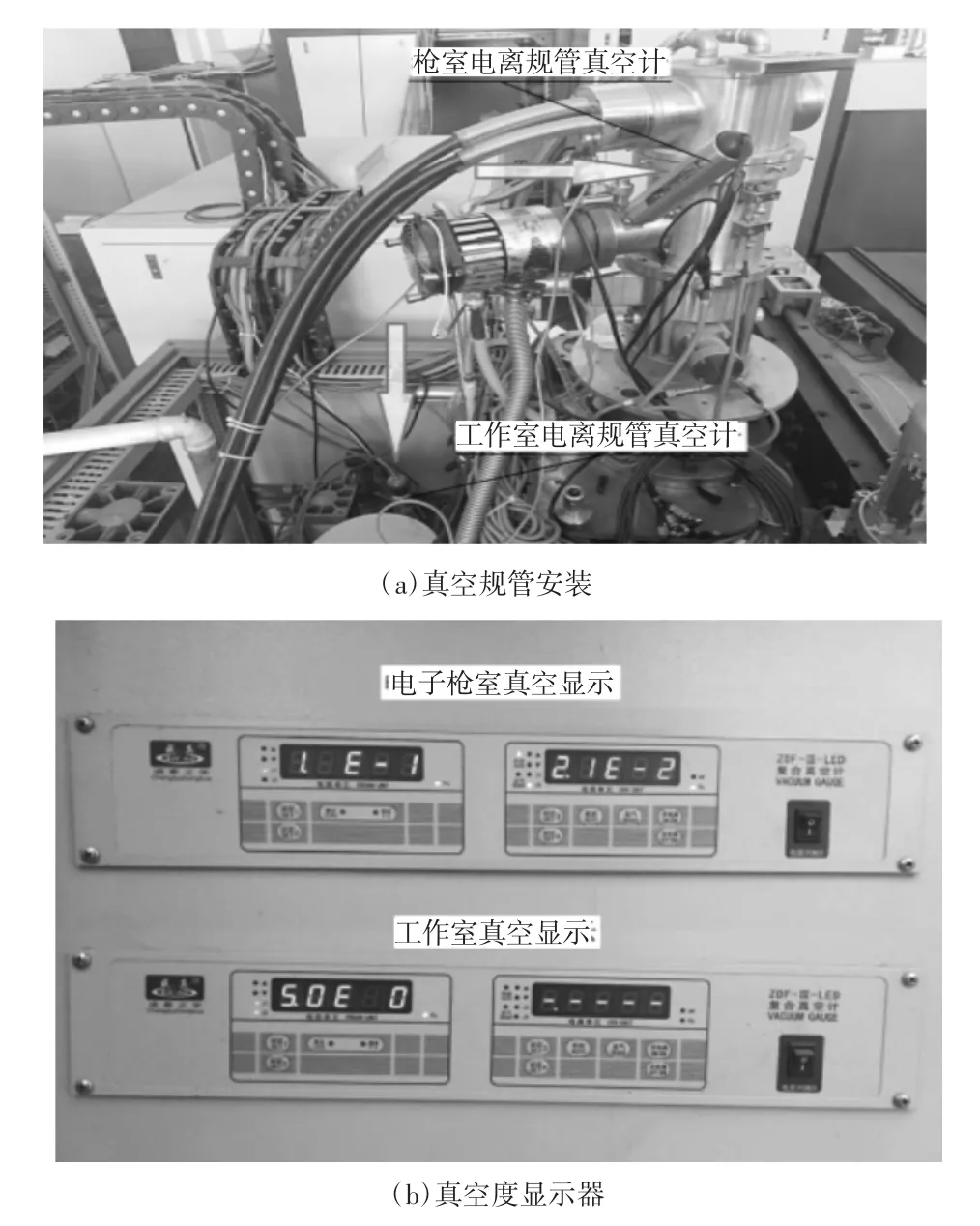
圖3 隔離導管試驗結果圖
3 結論
(1)通過理論計算得到的rmin與zmin值來設計壓差隔離導管是可行的。實際使用中rmin與zmin值很難測得的,設計人員必要時可以直接使用上式計算出其值。
(2)通過理論值試驗值對比發現,壓差隔離導管理論設計吻合度達95.5%,證實理論計算在工程中優化貢獻,為層流電子槍工程設計提供了可靠地依據。
(3)使用通過理論設計出的隔離導管的設備與沒有使用隔離導管設備相比,使用隔離導管的槍室真空度高出10倍,幾乎完全隔開了槍體和工作室的真空。
(4)通過長期下束陰極試驗發現使用隔離管可大幅度降低了熔粉工作時的放電現象,其1.0×0.1(寬×厚)規格陰極壽命延長了原來的3.6倍。