熔體直紡半消光POY紡絲工藝探討
2019-07-11 03:49:48解項東李長龍孫建杰杜楊洋張寅斌程金亮
紡織報告 2019年3期
關鍵詞:生產
解項東,李長龍,孫建杰,杜楊洋,張寅斌,程金亮
(1.桐鄉市中辰化纖有限公司,浙江桐鄉 314500;2.安徽工程大學,安徽蕪湖 241000;3.湖州中躍化纖有限公司,浙江湖州 313000;4.桐鄉中欣化纖有限公司,浙江桐鄉 314500)
目前,熔體直紡滌綸POY新增產能持續極速增加,產品競爭愈演愈烈,常規產品盈利越來越難,迫切需要企業不斷優化紡絲工藝,向高附加值、高品質、功能性的差別化方向發展。國內經過數十年的差別化生產重點推進,滌綸POY差別化取得了豐碩的成果,但與日韓等發達國家的差別化纖維仍有一定的差距[1],紡絲工藝仍有待于優化。差別化纖維具有單絲纖度低、異形截面、含有功能性母粒等特點,因此紡絲難度大,對紡絲工藝要求更加嚴格[2]。因而,熔體直紡滌綸POY在成品品質與紡絲工藝技術配套上仍具有進一步的研究空間[3]。紡絲工藝參數的合理選擇是確保熔體直紡滌綸半消光POY獲得優良品質指標的保障,有助于提升紡絲生產的穩定性,保證后紡加工的順利進行。
本研究探討了緩冷區、冷卻條件、插板、集束位置、含油率、卷繞速度、網絡加工、卷繞張力等紡絲工藝對品質指標、紡絲生產的影響,分析它們對品質指標、紡絲生產的作用規律,以求幫助工藝參數的優化。本研究為在紡品種紡絲工藝的優化、新品種紡絲工藝條件的設定提供了參考依據。
1 生產設備與工藝
1.1 原料與生產設備
原料:精對苯二甲酸(PTA)、乙二醇(EG)(工業級),乙二醇銻(優級純);二氧化鈦(化纖,優級純);PET(半消光,纖維級)。
聚合設備:800 t/a三釜流程連續聚合裝置;輸送設備:瑞士Maag增壓泵;紡絲設備:德國巴馬格全套紡絲設備(十頭紡),0.23×0.69規格104 mm大板徑噴絲板,環吹風冷卻,油嘴上油,DRYFIL165M油劑(德國)。
1.2 聚酯熔體品質指標
經過三釜縮聚后的PET熔體主要品質指標如表1所示。
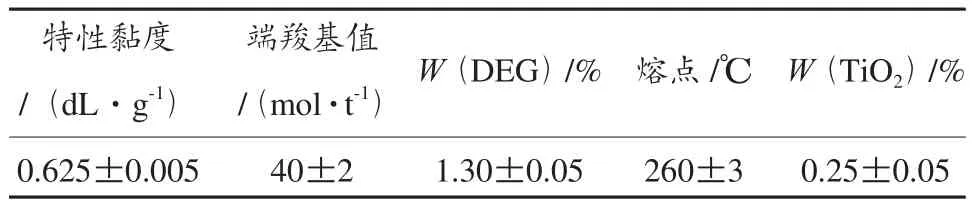
表1 PET熔體主要品質指標
1.3 紡絲工藝流程
熔體直紡半消光POY紡絲工藝流程見圖1所示。
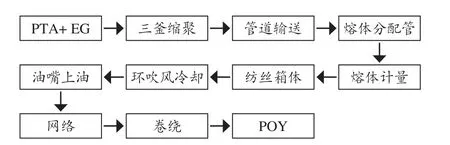
圖1 紡絲工藝流程圖
2 討論
2.1 緩冷區
從組件中擠出的熔體細流處于塑化狀態,具有溫度高、流動性好的特點為保護組件板面溫度,避免熔體細流受到擾動,防止其流變性與均勻性的降低、結晶過快、取向不均勻,保證成品POY具有優良的品質和后加工性能[4],從組件中擠出的絲條不應首先進入環吹風筒內冷卻,而應進入緩冷區,延緩絲束的冷卻。緩冷區也稱無風區、密閉區域,高度為熔體從噴絲板出來到開始冷卻時的距離[5],其高度及密封條件對POY生產的穩定性、品質指標均有重要影響,一般品種規格不同,高度也不相同。緩冷區高度可通過更換箱體下方不同厚度的鋁板或硬質隔熱墊進行調整,高度增加,組件噴絲板面溫度、解取向程度增大,細流冷卻速度、異形截面的保持度降低,取向度降低,斷裂伸長率增大,沸水收縮率降低;但高度過大時,易造成絲束拉伸不足,染色不良,且對環吹冷卻條件要求更高,風壓增大,冷卻均勻性降低,將對紡絲生產和品質指標產生不利影響。高度減少,有利于提高斷裂強度、異形度,但長絲韌性降低。高度過小,POY強伸度降低,后加工性能降低,斷頭、飄絲、外觀不良增多,不利于紡絲生產的平穩運行。
2.2 冷卻條件
采用環吹風對離開緩冷區的絲條進行降溫、凝固,絲條在卷繞機拽絲張力的牽引下進行均勻的熱傳遞,溫度漸漸降低,發生形變,獲得一定的取向度和結晶度,黏度增大,流動性減弱,最終凝固成形。風壓的大小及穩定性直接影響長絲的內在品質及后加工性能,單絲平穩從風筒內穿過,不產生抖動、碰撞、劇烈晃動現象作為選擇環吹風壓的標準,并根據品種規格、噴絲板孔的排列方式和間距進行風壓的選擇[6]。風壓增大,風速隨之增加,熱交換速度加快,加速了單絲的冷卻,進一步抑制了熔體細流的降解現象,形變區縮短,取向度略微降低,絲束凝固點上移,氣流干擾減弱,單絲受到的空氣摩擦阻力加劇,在紡絲上表現為T1張力明顯升高,在品質指標上表現為斷裂伸長率增大、條干均勻性改善。但風壓過大,單絲冷卻速度過快,容易使單絲徑向產生較大的溫差,生成皮芯結構[7],造成彎角絲、斷頭、毛絲、飄絲等,不利于生產的平穩運行。
2.3 插板
正常紡絲時,插板安裝在環吹風筒的中間位置,有鋁制、鋼制兩種類型,鋁制插板上裝和拆卸過程中在外力作用下易產生變形。鋼插板減小了風筒中心區域湍流的形成,有利于均勻風速,減少絲束抖動,使絲束冷卻充分、均勻,單絲漂移、振動的因素減小,絲路順暢,平穩運行,抑制了一板兩餅產品交叉絲或單絲偏移絲路現象的產生,提高了條干均勻度,改善了自密封組件細旦產品外觀質量,減少了飄絲、斷頭,提高了生產的穩定性。但鋼插板的上裝與拆卸需要一定的垂直空間,限制了集束位置的抬升高度。鋼插板位置出現偏差或未插到位時,單絲靠近插板,易產生刮擦,也會使插板兩邊絲束冷卻不均勻,引起飄絲、斷頭、毛絲等不良狀況。鋼插板使用一定時間后,插板兩側都會集聚很多白色粉塵,集聚嚴重時會影響風筒內氣流的流動,鏟板拆卸插板時,應對插板進行水洗及壓縮空氣的吹干處理。
2.4 集束位置
集束位置高度可通過紡絲窗內的支架進行調節,對產品外觀、品質指標、滿卷率均有重要影響。絲束在集束時,主要受到流變阻力、慣性力、空氣摩擦阻力,因集束時絲條已凝固,集束位置高度的改變,絲條受到的空氣摩擦阻力隨之變化,而流變阻力、慣性力基本無變化。適當地抬升集束位置,減弱了單絲與空氣、絲束與紡絲瓷件的摩擦,單絲的晃動性、紡絲T1張力明顯降低,絲束穩定性、條干均勻度得到改善。但集束位置抬升到一定高度后,紡絲T1張力降低緩慢,單絲與油嘴瓷件的摩擦加劇,油嘴及出油口溫度快速上升,油嘴發燙,白粉增多,嚴重時會堵塞出油口,造成噴油、絲束上油與冷卻不均勻、條干均勻度下降、成品外觀不良等[8]。降低集束位置,紡絲T1張力增大,絲條凝固點上移,空氣摩擦阻力上升為重要影響因素。過大的紡絲T1張力易使絲條取向度增加,位置過低,單絲抖動大,出現嚴重晃動,易產生并絲、飄絲、斷頭等。應充分考慮POY品種規格、凝固點位置進行集束位置高度的合理選擇。一般來講,細旦多孔絲應適當地抬升集束位置高度,粗旦少孔絲的集束位置應合理降低[9]。
2.5 含油率
含油率對POY生產的平穩運行、成品優等率、品質指標、后加工性能、后加工生產的穩定性及產品內在質量的控制均有關鍵性影響。油嘴噴油孔噴出的油劑在瞬間均勻地附著在高速運動的絲束上,在單絲表面形成均勻一致的油膜,使絲束獲得較高的潤滑性,減弱單絲之間、絲束與絲路上的瓷件及金屬等的摩擦。POY在生產、包裝存儲、運輸、后加工過程中,受摩擦電荷易積累,產生負電性的靜電。絲束上油后具有良好的抗靜電性,使絲條緊密,不易產生放電現象,后加工性能得到提高。冷卻凝固后的絲條較干燥,后加工困難,經過油嘴上油潤濕后,絲束上具有一定的油劑和水分,增強了單絲相互之間的抱合力,使絲條易于集束,有利于拉伸變形加工的順利進行[10]。在成品POY靜置存儲時,絲條上的油劑可均勻擴散,緩解內應力。提高絲束含油率,成品優等率提高,紡絲斷頭數減少。絲條含油率較低時,會導致絲束長度方向的含油率不一致[11],油膜缺乏對絲束的保護,當單絲瞬間或某一部分受到的摩擦較大時,易使單絲斷裂,誘發交叉絲、飄絲、斷頭、外觀不良等;含油率較高時,POY后加工時,車間空氣中煙量增大,不利于生產的安全、平穩運行,另外,POY生產成本隨之上漲,成品利潤降低。應根據品種規格、后加工性能、品質指標、油劑類型、上油方式、生產與管理方式等選擇合理的含油率。
2.6 卷繞速度
卷繞速度是關鍵的工藝參數之一,對POY的超分子結構、內在質量、后加工性能、生產穩定性、成本控制均有重要影響。提高卷繞速度有利于釋放設備潛力,增產增效,噴絲頭拉伸倍率、紡絲與卷繞張力、拉伸流動的應力、取向度、雙折射值均會提高。但速度過高,POY分子鏈上的拉伸力增強,取向度增加明顯[12],后紡拉伸倍數減小,結晶均勻性降低,易造成后加工產品染色不勻,且對后紡加工設備、設定的工藝參數要求提高。卷繞速度對POY內在質量的影響主要體現條干U值、強伸度等物理指標上。提高卷繞速度,紡絲張力增大,絲束受到的干擾減弱,冷卻成形均勻性提高,條干U值降低,POY的取向度、斷裂強度增大[13],剩余拉伸倍率、斷裂伸長率減小,絲條受到的摩擦加劇。過高的卷繞速度對紡絲與卷繞設備要求較高,后紡拉伸范圍變窄,生產可控性、紡絲穩定性減弱,飄絲、斷頭、不良絲數增加,不利于生產的平穩運行。
2.7 網絡加工
網絡加工廣泛地應用于滌綸POY長絲生產及后加工過程中,絲束經過網絡器時,在垂直噴射氣流作用下,絲條開松,單絲被捆扎和加速,單絲之間發生碰撞、交絡、纏結,沿絲條軸線方向上產生周期性的網絡結點。網絡加工能顯著地增強單絲相互之間的抱合性能,促進絲束上的油劑均勻擴散,降低絲條不勻率,改善POY退繞性能,提高其后加工性能,降低拉伸變形加工時形成的斷頭和外觀不良。測試網絡加工效果的指標主要為:網絡結點數、網絡結點牢度,其主要受噴射氣流對POY長絲產生的高頻率振動波的頻率的影響[14]。網絡壓力是對網絡度和網絡牢度起決定性的工藝條件。網絡內空氣壓力升高,單絲之間易于松開、纏繞,絲條易于形成交絡,網絡加工質量顯著提高,但壓力較大時,絲條易于產生壁障現象,絲束難于回轉、交絡,反而不利于網絡加工。因而,選擇合適的網絡壓力對于POY的外觀、內在品質、后加工性能、質量與成本控制、生產與管理方法的優化都有著顯著的影響。
2.8 卷繞張力
卷繞張力的大小及穩定性對POY生產的穩定性、優等率、物理指標、后加工性能、加工成品品質均有重要的影響。本研究采用的巴馬格WINGS卷繞機具有雙導絲盤,減少了卷繞張力的波動,提升了絲束條干均勻度,便于卷繞張力的調節。卷繞張力值可通過調整導絲盤圓周速度與卷繞速度的差值進行調控。[15]卷繞張力較大時,POY成品卷裝較緊,絲餅出現端面不齊、蛛網、凸肩等的不良現象增多[16],條干不勻率上升,后加工性能變差,絲條與接觸的金屬、陶瓷部件的摩擦阻力增大,易產生外觀不良,同時也增加崗位工卷繞生頭的難度。張力較小時,POY絲餅較軟,后加工時易脫圈,絲餅出現塌邊、跳滑輪等的不良現象增多,同時也易使絲條斷頭,不利于紡絲生產的穩定運行。所以,應根據品種規格、工藝條件、設備運行狀態、管理方式等選擇合理的卷繞張力。
3 結語
紡絲工藝對熔體直紡半消光POY的品質指標、生產穩定性、后加工生產、質量與成本控制均有關鍵性的影響。緩冷區保護了組件板面溫度,增強了絲束的韌性,改善了絲束的品質指標,但高度增加不利于異形纖維異形度的保持。環吹風通過均勻的熱傳遞對絲條進行降溫和凝固,提高了強伸度,降低了條干不勻率。環吹風筒內插入插板,有利于均勻風速,減少絲束抖動,使絲束冷卻充分、均勻,絲束受到的空氣摩擦阻力隨著集束位置高度的變化而改變,抬升集束位置,絲束受到的摩擦減弱,穩定性和條干均勻度提高,紡絲張力降低。上油使絲束獲得良好的潤滑性、抗靜電性、易于集束,緩解了內應力,降低不良率,減少斷頭、飄絲。卷繞速度主要影響POY的取向度、結晶度,體現在條干U值、強伸度等指標上。網絡加工增強了絲條的抱合性能,促進油劑均勻擴散,降低絲條不勻率,改善后加工性能。合適的卷繞張力是POY獲得優良的退繞和后加工性能、外觀質量的保證。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
