轉向器齒輪換向異響機理及其控制
2019-07-09 00:00:00楊蔓王琪鄧雄志
計算機輔助工程 2019年1期
楊蔓 王琪 鄧雄志
摘要:為確定轉向器齒輪部位的換向異響機理,對轉向系統進行高精度CAE分析和試驗,結果表明齒輪部位換向異響的原因為齒輪與齒條撞擊和壓塊與殼體撞擊。結合轉向器臺架耐久與整車耐久的偽損傷理論對比和相應試驗,確定導致轉向器換向異響劣化的主要影響因素并非來自齒條和壓塊材料磨損,而是生產裝配工藝較差。改善生產線人工裝配,齒輪換向異響率降低60%以上。轉向器齒輪換向異響的主要控制手段是保證“真實”檢測壓塊出廠間隙。
關鍵詞:齒條;壓塊;間隙;損傷;S-N曲線;耐久
中圖分類號:U463.43;TB533.2
文獻標志碼:B
文章編號:1006-0871(2019)01-0014-04
0 引 言
隨著社會經濟的發展,汽車作為普通消費品進入千家萬戶,消費者對汽車的噪聲等品質要求也越來越高。汽車轉向系統的異響容易被感知,其中轉向器的換向異響是轉向系統異響的重要來源。轉向器換向異響主要來源于2個部位:齒輪和輸入軸上軸承。齒輪、齒條、壓塊、螺塞和殼體組成的轉向系統結構復雜,零部件包裹在轉向器殼體內部且間隙通常在0.20 mm以下,各部件位移小且速度快,肉眼識別率低,難以通過攝像手段直接拍攝。[1]因此,轉向器源自齒輪部位的換向異響的機理難以統一,控制異響劣化的關鍵因素也未清晰,即使對結構材質、表面機械加工、配合形狀設計等進行一系列改進[2-4],仍難以避免轉向器異響的發生。本文針對轉向器齒輪換向異響進行深入研究,解析轉向器齒輪部位換向異響機理,進而控制轉向器換向異響、提升車輛聲品質。
1 轉向器換向異響機理
在轉向器換向的撞擊過程中,各零部件近似為剛體。本文利用Adams建立轉向器齒輪、齒條、壓塊、螺塞和轉向器殼體的高精度CAE模型(見圖1),直接研究轉向器換向異響機理。
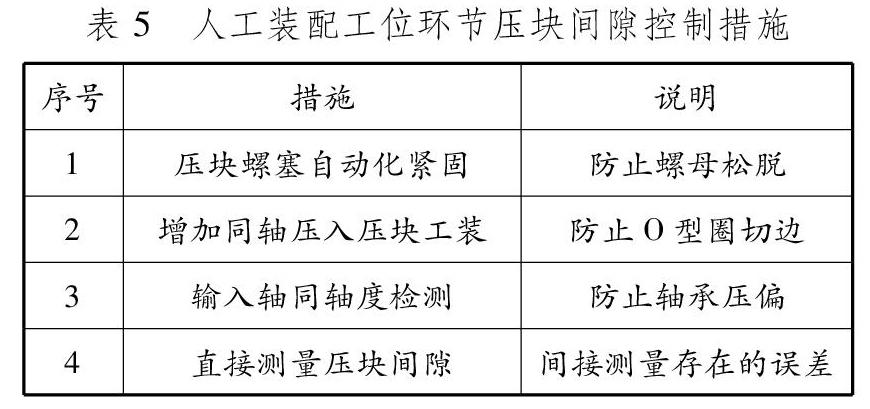
當前,各主機廠和供應商均保證轉向器壓塊出廠間隙為0.08 mm以下。大量的主觀評價顯示:當壓塊間隙經歷耐久試驗劣化到0.15~0.20 mm時,駕駛員能感知換向異響;當間隙大于0.20 mm時,駕駛員能明顯聽到到異響。因此,分別針對壓塊間隙為0.08與0.20 mm進行仿真分析。接觸力分析結果見圖2。
齒輪與齒條間的接觸間隙為0.08 mm時,在換向瞬間,齒輪和齒條的x和y向載荷經歷“持續0—脈沖升高—回落至穩態值”過程,脈沖載荷持續時間小于1 ms,屬于典型的剛性碰撞載荷。齒輪與齒條間接觸間隙為0.20 mm時的接觸力特征與此類似,只是脈沖峰值更高。
壓塊與螺塞間的接觸力經歷“0—快速升高”的過程,但接觸過程時間較長(0.15 s),無快速降低的脈沖載荷過程,屬于非典型撞擊。
壓塊與齒條間的接觸力無波動過程,在換向過程中其數值一直保持同方向小于0。
因此,可以確認:齒輪與齒條的撞擊是異響來源之一;壓塊與螺塞的接觸力為非典型撞擊,用戶可能不敏感;壓塊與齒條無撞擊異響。壓塊與殼體間間隙極小(小于0.04 mm),因此采用試驗與仿真相結合的方式研究其接觸力特性,以確定其是否為異響的另一個來源。
對抑制壓塊與殼體撞擊的O型圈進行5個試驗,每個試驗各做3次,以消除偶然因素影響,試驗條件及結果見表1。
由此可知:壓塊間隙為0.08 mm的轉向器換向異響來源于O型圈過盈量不足,其無法限制壓塊與殼體撞擊;當壓塊間隙≥0.20 mm時,轉向器也有換向異響,說明壓塊間隙過大會導致齒輪與齒條的撞擊噪聲。
為進一步確認以上試驗的準確性,排除主觀評價誤差,分析O型圈過盈量為0.40 和0.20 mm時壓塊與殼體的接觸力,結果見圖3。
隨著O型圈過盈量減小,壓塊與殼體的接觸力經歷“平滑曲線—0值附近脈沖震蕩—回落”的過程,其接觸力曲線形狀介于齒輪與齒條接觸力曲線和壓塊與螺塞接觸力曲線之間,亦即O型圈過盈量不足會導致壓塊撞擊殼體產生異響。
2 異響控制
當前,O型圈過盈量和壓塊間隙都有初始設計要求,可保證出廠時無異響。實際檢測發現,耐久異響件的O型圈過盈量仍與新件相當,說明O型圈過盈量的劣化受整車耐久性影響很小,因此只研究壓塊間隙劣化受整車耐久性影響的程度。
不論是臺架試驗還是整車試驗,轉向器耐久換向次數均遠大于1萬次,屬于典型的高周疲勞。對于金屬結構的高周疲勞,常用應力-壽命即S-N疲勞理論。[5]典型金屬材料的S-N測試曲線見圖4。
式(2)為材料的等幅循環應力-壽命雙對數表達式。然而,在實際的汽車使用過程中,結構受到的載荷往往不是正、負等幅加載,因此考慮平均應力修正。定義R為應力(幅值)比,Sm為平均應力,Sa為應力幅值,根據Goodman修正方法有
可見,在給定壽命下,所有試驗點都在斜線上方,因此Goodman修正方法的Sa-Sm關系是保守估計的,這與工程設計中設置安全裕量的考慮是一致的。汽車機械結構設計常用Goodman平均應力修正,本文也采用這一修正理論。[6]
對于已知應力狀態的耐久問題,常用Miner線性累積理論評估壽命,其定義為:若構件在應力Si下進行ni次循環的損傷Di=ni/Ni,則對于K個不同應力Si作用下、各經受ni次循環的總損傷為
利用式(5),理論上可以預測轉向器受到的整車耐久載荷的損傷量。然而,由于整車耐久試驗至少需要3個月,且試驗車輛、場地等人力、物力投入巨大,所以一般通過臺架耐久加速疲勞試驗等效整車耐久試驗,使得各影響因素的耐久試驗成為可能。在分析整車耐久試驗工況造成的轉向器壓塊間隙的耐久劣化量前,先通過臺架耐久試驗確定影響壓塊間隙劣化的主要影響因素,再針對各影響因素設計臺架逆驅耐久試驗,各試驗均做3次,結果見表2。
由此可知:臺架耐久試驗對轉向器間隙的總磨損量在0.14 mm以下;改善齒條硬度和壓塊涂層表面粗糙度,能使逆驅耐久磨損降低到0.10 mm;其余改善措施的效果不明顯。
將耐久試驗與整車試驗用偽損傷對比進行關聯。偽損傷疲勞分析采用金屬疲勞分析方法,是對廣義載荷,如應力、力、力矩和加速度等,進行疲勞損傷計算的方法。偽損傷分析不是預測實際壽命,而是計算相對值,可以對比臺架耐久損傷與整車耐久損傷的當量關系。偽損傷考慮材料的損傷,也適用Miner理論。由于轉向器運動副結構材料為鋼,所以用鋼的Goodman修正曲線進行偽損傷計算。
整車耐久試驗中的載荷為類似隨機載荷,而臺架耐久載荷是等幅載荷,因此需要將隨機載荷轉換為等幅載荷。業內常用的方法為雨流計數法[6],其計算過程見圖6。
利用以上理論工具,對某轉向器供應商的同平臺產品進行偽損傷分析,得到整車耐久載荷的損傷,其與臺架耐久試驗的損傷之比均不超過1∶3。這與磨損量的損傷類似,具體結果見表3。
根據以上理論分析可以推斷,正常出廠件整車耐久的壓塊間隙劣化量應在0.05 mm以下。整車耐久磨損量檢測結果見表4。由此可知:無異響轉向器的整車耐久劣化量都在0.05 mm以下。對于2個有異響的件,原材料和機械加工生產記錄顯示無異常,經拆件檢測和復原試驗,確認該損傷為人為裝配誤差所致,也就是說出廠檢測的間隙為虛假值,而非設計缺陷。
至此,通過理論分析和試驗的雙重校核,可得出明確結論:整車耐久試驗中發生的轉向器換向異響,并非源自耐磨性能設計不足,也不是自動化加工或檢測參數錯誤,而是來自裝配環節的人為誤差。
3 壓塊間隙控制措施
對轉向器的生產環節逐一梳理可知,自動化加工工位和檢測工位均由工控電腦控制,一致性非常高。因此,針對人工裝配工位環節提出控制措施,見表5。采取這些控制措施后,每年度轉向器換向異響率從約1/60下降到1/550,效果顯著。
4 結束語
結合CAE分析和理論分析,以及大量的臺架試驗和整車試驗,揭示轉向器齒輪換向異響的機理和導致異響的因素,分析結果表明:齒輪撞擊齒條、壓塊撞擊殼體是轉向器齒輪換向異響的主要來源;以當前的設計技術,合格出廠件的整車耐久劣化遠低于0.12 mm,即理論上當前的技術工藝不會導致耐久磨損劣化異響;當前轉向器普遍存在的轉向器換向異響主要源于人為裝配誤差,改善人工裝配工藝,異響率可大幅降低。
綜上所述,材料耐久磨損劣化致噪的風險不大,應重點改善轉向器生產線和裝配工藝,盡可能采用自動化設備,消除人為不確定因素的影響。
參考文獻:
[1] 王霄鋒. 汽車底盤設計[M]. 北京:清華大學出版社, 2010:338-400.
[2] 楊榮立. 制造工藝對轉向系統NVH性能的影響[J]. 汽車實用技術, 2017(8):90-92.
[3] 陳書明, 王登峰, 蘇麗俐, 等. 轉向系統NVH研究綜述[J]. 汽車工程學報, 2011, 1(6):429-441.
[4] 吉彥棟, 徐克林. 汽車轉向系統振動異響問題研究[J]. 精密制造與自動化, 2013(4):48-52.
[5] 濮良貴, 陳國定, 吳立言, 等. 機械設計[M]. 8版. 北京:高等教育出版社, 2006:22-36.
[6] 楊新華, 陳傳堯. 疲勞與斷裂[M]. 武漢:華中科技大學出版社, 2015:19-21.
(編輯 武曉英)