熱輔助超聲波處理對豆腐干殺菌工藝優化及效果
2019-07-09 00:54:24趙武奇曾祥媛張清安宋樹杰
食品與機械 2019年6期
吳 妮 趙武奇 盧 丹 曾祥媛 張清安 宋樹杰 劉 凡
(1. 陜西師范大學食品工程與營養科學學院,陜西 西安 710119;2. 陜西大通農業科技有限公司,陜西 商洛 726100)
豆腐干極易腐敗變質,殺菌是加工的關鍵工序。目前大多數企業采用的是高溫蒸汽殺菌,而蛋白質作為豆腐干的主要營養成分,不耐高溫,高溫殺滅微生物的同時破環了蛋白質結構,使豆腐干顏色加深,原本勁道可口變柴變硬,感官品質下降[1]。周先漢等[2]采用巴氏殺菌處理豆腐干,殺菌效果較好,但長時間高溫處理,豆腐干風味嚴重損失;武杰等[3]采用微波殺菌技術可有效延長五香豆干的貨架期,但容易造成五香豆干蛋白質變性,降低營養價值。超聲波作為一種快速、高效并且可靠的新興技術,已在食品加工行業得到廣泛的應用[4],但單獨使用超聲波殺菌效果有限。研究[5]表明熱輔助超聲波處理比單獨采用相同功率超聲波處理的殺菌效果更好,夏必幫等[6]發現熱輔助超聲波處理可用于控制火龍果汁中自然菌群并保持鮮榨汁的品質,但關于熱輔助超聲波處理對豆腐干殺菌的研究尚未見報道。
本試驗擬利用熱輔助超聲波法對真空包裝后的豆腐干進行殺菌改進現有的殺菌工藝,為工業化生產高品質的豆腐干提供理論依據。
1 材料與方法
1.1 材料與試劑
新鮮豆腐干:長寬厚3.5 cm×3.5 cm×2.0 cm,真空包裝并貯存于4 ℃的冰箱,陜西大通農業科技有限公司;
氯化鈉、無水乙醇、濃硫酸、硫酸銅、硫酸鉀、氫氧化鈉、硼酸:分析純,西安晶博生物科技有限公司;
甲基紅指示劑、溴甲酚綠指示劑、月桂基硫酸鹽蛋白胨(LST)肉湯、平板計數瓊脂培養基、黃綠乳糖膽鹽(BGLB)肉湯:北京奧博星生物技術有限公司。
1.2 儀器與設備
電子天平:AB104-N型,上海第二天平儀器廠;
電冰箱:海爾BCD-210G/C型,青島海爾股份有限公司;
電子天平:BS224Sx型,北京賽多利斯系統有限公司;
測色色差計:WSC-S型,上海精密科學儀器有限公司;
質構儀:TA.XT.Plus型,英國Stable Micro System公司;
全自動凱氏定氮儀:Kjeltec2300型,瑞典福斯公司;
新苗超凈工作臺:SW-CJ-1FD型,上海新苗醫療器械制造有限公司;
立式壓力蒸汽滅菌鍋:LDZX-30KBS型,上海申安醫療器械廠;
隔水式恒溫培養箱:GNP-9080MBE型,上海博迅實業有限公司醫療設備廠;
超聲波微波協同反應工作站:XO-SM50型,南京先歐儀器制造有限公司;
低溫恒溫槽(液晶板):XODC-2006型,南京先歐儀器制造有限公司;
1.3 方法
1.3.1 響應面設計 在預試驗的基礎上,以超聲時間、超聲功率、溫度為因素,以殺菌后豆腐干的微生物、質地、色澤、蛋白質為指標,進行Box-Behnken響應面試驗設計。表1為試驗因素水平表。
1.3.2 微生物的測定
(1) 細菌總數:細菌總數的測定按GB 4789.2—2016執行,再按式(1)計算細菌總數降低的對數值。
Y1=lg(N0÷N),
(1)
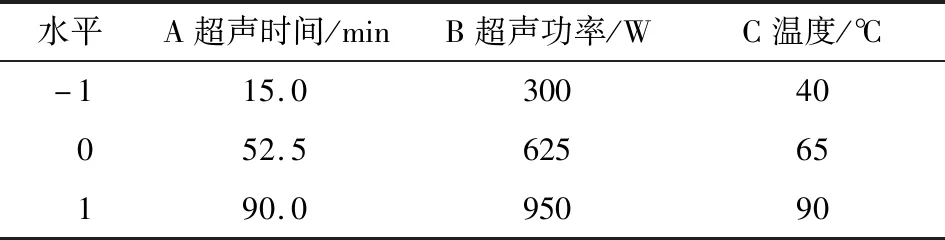
表1 BBD試驗因素水平編碼表
式中:
Y1——細菌總數降低對數值,lg (CFU/g);
N0——豆腐干初始細菌總數,經測定為4×107CFU/g;
N——豆腐干殺菌后細菌總數,CFU/g。
(2) 大腸菌群:按GB/T 4789.3—2016執行。
(3) 致病菌(沙門氏菌、志賀氏菌、金黃色的葡萄球菌):分別按GB 4789.4—2010、GB 4789.5—2012、GB 4789.10—2010執行。
1.3.3 色澤的測定 豆腐干色澤L*、a*、b*用色差計直接測定。色澤的變化程度色差按式(2)計算。
(2)
式中:
ΔE——色差;
每個樣品重復測試3次取平均值,計算總色差。
1.3.4 質構的測定 將殺菌后的樣品用打孔器制成直徑為12 mm的圓片用于質構品質的測定,參數設置:探頭型號P36/R;開始速度1 mm/s;探頭下降速度1 mm/s;離開速度1 mm/s;壓縮程度50%,在室溫條件下測試。平行測定5次,去掉最大值與最小值,其他3次試驗求平均值。
1.3.5 蛋白質含量的測定 按GB 5009.5—2016執行。
1.4 數據處理
采用 Designer-Expert 7.0.0和SPSS 17.0數據處理軟件進行統計回歸分析。
2 結果與分析
2.1 響應面試驗結果
響應面設計與結果見表2。
2.2 豆腐干品質評價特征指標提取結果
微生物是豆腐產品生產過程中的重要控制指標,因此將細菌總數降低對數值作為響應面考察的主要指標之一。因子分析能實現用少數幾個因子去描述許多指標,起到降維的作用,對表2中其他品質指標進行因子分析,以提取出豆腐干的品質評價特征指標,結果見表3。
從表3可知,前3個因子的特征值均>1,且前3個因子的特征值之和占總特征值的77.40%,說明這3個因子可以代表豆腐干10個品質指標的絕大部分信息。

表2 BBD試驗設計及結果
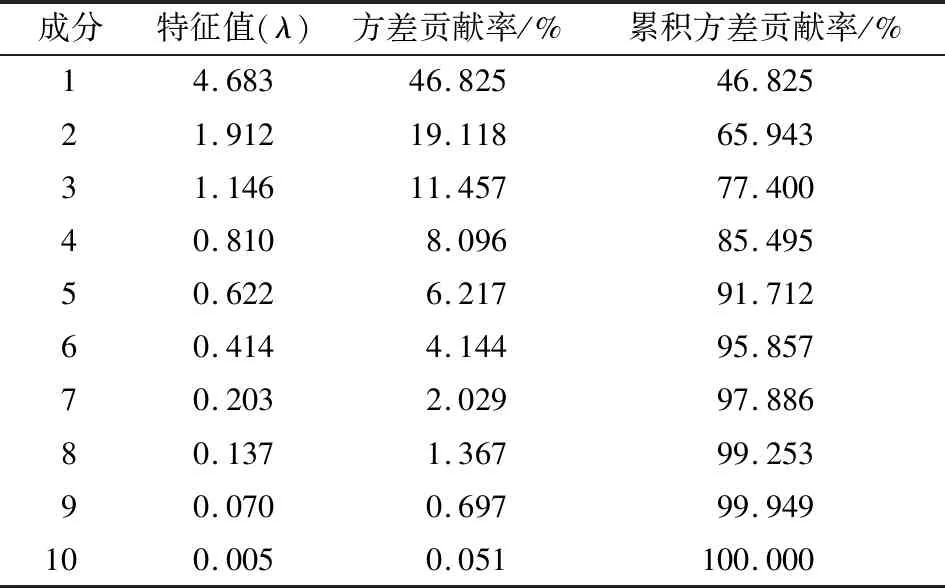
表3 解釋的總方差
采用Kaiser標準化最大方差法進行因子旋轉,得到旋轉后的成分矩陣見表4,能更加清楚直觀地表現主因子與變量之間的對應關系。旋轉后的因子載荷系數(以絕對值計)越接近1,變量信息越能夠被主因子解釋。第1主因子與咀嚼性和硬度2個指標相關性最強,它反映了人口腔牙齒對豆腐干的觸覺感;第2主因子與色差ΔE和L*、a*、b*4個指標最為相關,反映了豆腐干的色澤品質指標;第3主因子與回復性和內聚性2個指標的相關性最強,體現了豆腐干的質地特征。以每個主因子中載荷系數最大(以絕對值計)為標準,可以得到咀嚼性、a*和回復性3個指標,但考慮到a*是表示樣品顏色的紅綠指數,ΔE是色差評價的綜合指標且其載荷系數>0.75,因此選取咀嚼性、ΔE和回復性3個指標作為豆腐干的品質特征指標。咀嚼性是影響豆腐干質地的重要指標,咀嚼性的增大對豆腐干口感的提升具有重要意義[7];豆腐干色澤極大地影響著消費者的可接受性,殺菌過程中需保持色澤的穩定,試驗中ΔE值越小,代表殺菌前后的豆腐干色差越小[8],說明與新鮮豆腐干顏色越接近,可接受程度越高;回復性反映了豆腐干以彈性變形保存的能量,豆腐干的內部孔隙越小,越均勻一致,其回復性越大[9]。可見,本試驗利用因子分析提取的特征品質是合理的。
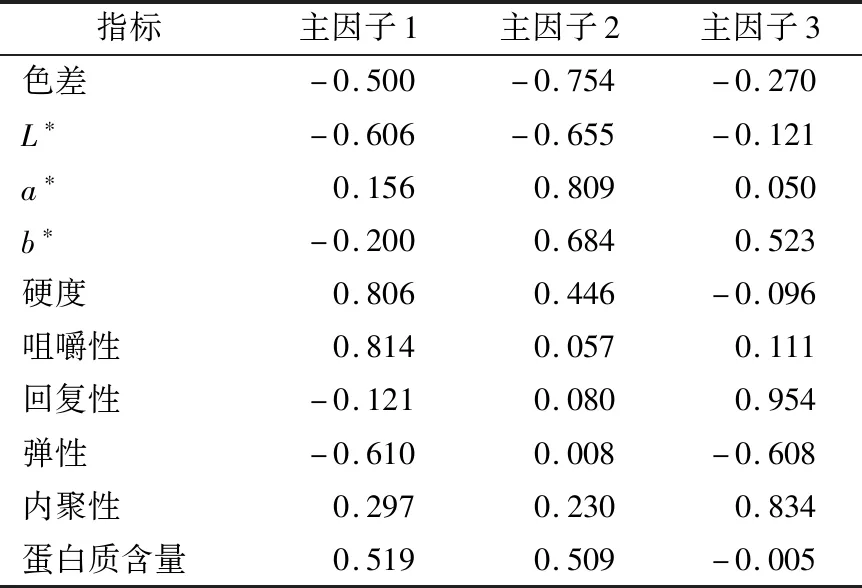
表4 旋轉成分矩陣
2.3 回歸模型的建立與分析
利用Design Expert軟件進行多元回歸擬合,得到超聲時間、功率、溫度分別與細菌總數降低對數值(y1)、咀嚼性(y2)、ΔE(y3)及回復性(y4)的二次多項回歸方程:
y1=1.82+0.95A+0.81B+0.88C+0.25AB+0.18BC+0.39A2+0.69C2,
(3)
y2=1 455.97-106.07A-151.16C+64.43AC+202.28A2-248.15B2-132.79C2,
(4)
y3=1.43-0.85B+2.43AB+2.56B2+2.35C2,
(5)
y4=0.38-0.010A+1.000E-002B-7.500E-003C-0.012AB+0.019B2-0.026C2。
(6)

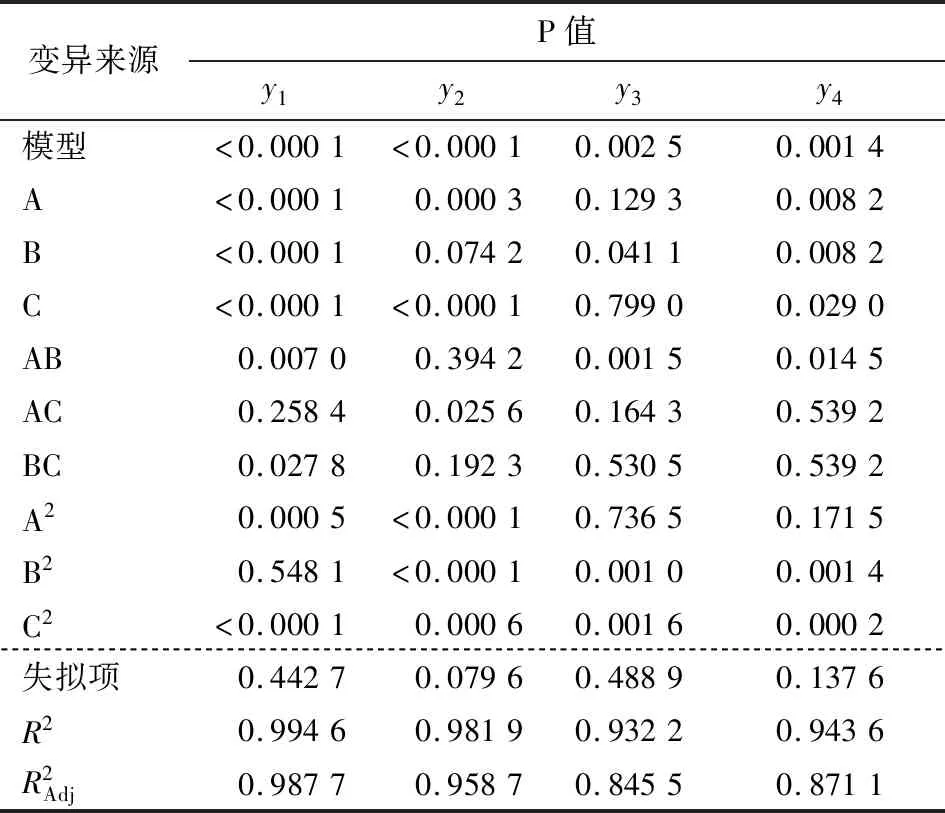
表5 各指標回歸模型方差分析表
各因子對細菌總數降低對數值的影響均極顯著,C2對細菌總數降低對數值有極顯著的影響,A2和交互項AB、BC影響顯著;各因子對咀嚼性影響的大小依次是C>A>B,A2、B2對咀嚼性有極顯著的影響,C2和交互項AC影響顯著;各因子對色差影響的大小依次是B>A>C,B2、C2和交互項AB影響顯著;各因子對回復性影響的大小依次是A=B>C,B2、C2和交互項AB對回復性的影響顯著。
2.4 殺菌工藝的優化
試驗中細菌總數降低對數值達4.72 lg(CFU/g)時,真空包裝的豆腐干中菌落總數低于 750 CFU/g,符和DB 34/T 720.2—2009。在試驗參數范圍內,以細菌總數降低對數值>4.72 lg(CFU/g),色差值最小,咀嚼性和回復性最大為原則,利用Designer-Expert 7.0.0軟件對豆腐干殺菌工藝進行綜合優化,得到熱輔助超聲波殺菌的最佳工藝參數為:超聲時間90.00 min、超聲功率875.90 W、溫度78.11 ℃,考慮到實際生產條件,將超聲功率和溫度分別調整成876 W和78 ℃,在最佳工藝參數下實測值與模型預測值如表6所示。

表6 回歸方程預測效果表
從表6可以看出,預測值與實測值的誤差值≤2.63%,該模型可靠有效。并且在此條件下處理的豆腐干的細菌總數降低對數值為4.73 lg(CFU/g)、咀嚼性為1 270.50、色差為3.91、回復性為0.38,大腸菌群小于40 MPN/100 g,3種致病菌均未檢出。
3 結論
豆腐干熱輔助超聲波殺菌工藝的最佳參數為超聲時間90 min、超聲功率876 W、溫度78 ℃。熱輔助超聲波處理具有溫度低、殺菌效率高、可較好地保持豆腐干質地和色澤的優點,可用于豆腐干的殺菌。熱輔助超聲波作為一種新的殺菌技術,下一步應在探討其殺菌機理的基礎上,開發適合工業化生產的熱輔助超聲波殺菌裝置。
