模塊化管道自動焊接在核島二次預制中的應用研究
2019-07-08 06:45:44羅林潘國祥任柱馬慶會劉城于天石
科技資訊 2019年10期
羅林 潘國祥 任柱 馬慶會 劉城 于天石
摘? 要:核島建設現(xiàn)場環(huán)境復雜,因此對一些管道采用二次預制的方法減少現(xiàn)場施工的難度,其主要采用手工鎢極氬弧焊,但是其焊接效率低,焊接工作穩(wěn)定性差。為了改善這些問題,特意引進模塊化管道自動焊接工作站,其可以很好地解決手工在管道二次預制中的問題,并且已經在施工現(xiàn)場成功應用。
關鍵詞:核電建設? 模塊化管道自動焊接工作站? 管道二次預制? 流水線生產
中圖分類號:TG414? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1672-3791(2019)04(a)-0061-02
目前核電建設安裝中管道的連接方式主要以手工鎢極氬弧焊為主,其電弧和熔池可見性好,操作方便;基本沒有熔渣產生,便于焊后處理,合格率高。但在室外作業(yè)時需采取專門的防風措施;工作效率較低;對焊工技術水平依賴性強;輻射較大,長期工作有損于身心健康。除此之外,焊接時需要多人配合焊口組對,耗費人力較多。為了提高焊縫質量穩(wěn)定性,提高施工效率,該文將結合現(xiàn)場焊接實踐活動,通過對模塊化管道自動焊接工作站配套設施進行設計,對相關參數(shù)進行實驗確定,使自動焊機成功得到應用,最終達到提高生產效率及焊接質量的目的。
1? 手工鎢極氬弧焊在核島建設中的不足
手工鎢極氬弧焊完成了國內大部分核電站電管道預制工作,但其在焊接過程中仍存在一系列問題。(1)焊接質量對人的技術依賴性非常強,容易受到人工心理、生理條件的變化以及周圍環(huán)境的干擾而下降。尤其在惡劣的焊接條件下,操作工人容易疲勞,難以較長時間保持焊接工作穩(wěn)定性和一致性,而且每焊接一段時間必須休息以緩解疲勞,降低焊接效率。(2)培養(yǎng)一個合格地焊工至少需要3~5年的時間,需要至少20萬的資金支持,時間周期長,成本大。并且新培養(yǎng)的焊工技能及經驗比較欠缺,影響焊接質量及工藝成形,造成焊口返工,降低勞動效率,浪費人力成本。另外,焊工取證從考前練習到考試合格,至少需要6個月時間,時間周期長,在這期間不能進行現(xiàn)場施工,間接增加了焊工培養(yǎng)的成本。(3)焊接過程中保持焊接參數(shù)的穩(wěn)定非常重要,而手工焊接焊接參數(shù)由焊工自己掌握,很容易出現(xiàn)失誤,使得焊縫產生缺陷,降低焊接一次合格率,極大程度上降低了生產效率。
2? 模塊化管道自動焊接工作站介紹
在我國核電大發(fā)展的前提下,僅僅依靠“人海戰(zhàn)術”來彌補施工技術及能力的不足已經成為過去,要保持核電的核心競爭力,唯一出路就是通過技術革新來提高自身的施工能力,從而大幅提高施工效率及施工質量,以滿足國家核電戰(zhàn)略的需要。自動焊作為一種先進的生產工藝,具有焊接效率高、焊縫質量好、操作簡單、施工環(huán)境好、便于管理的特點,且在國外核電領域有廣泛、深入的應用。
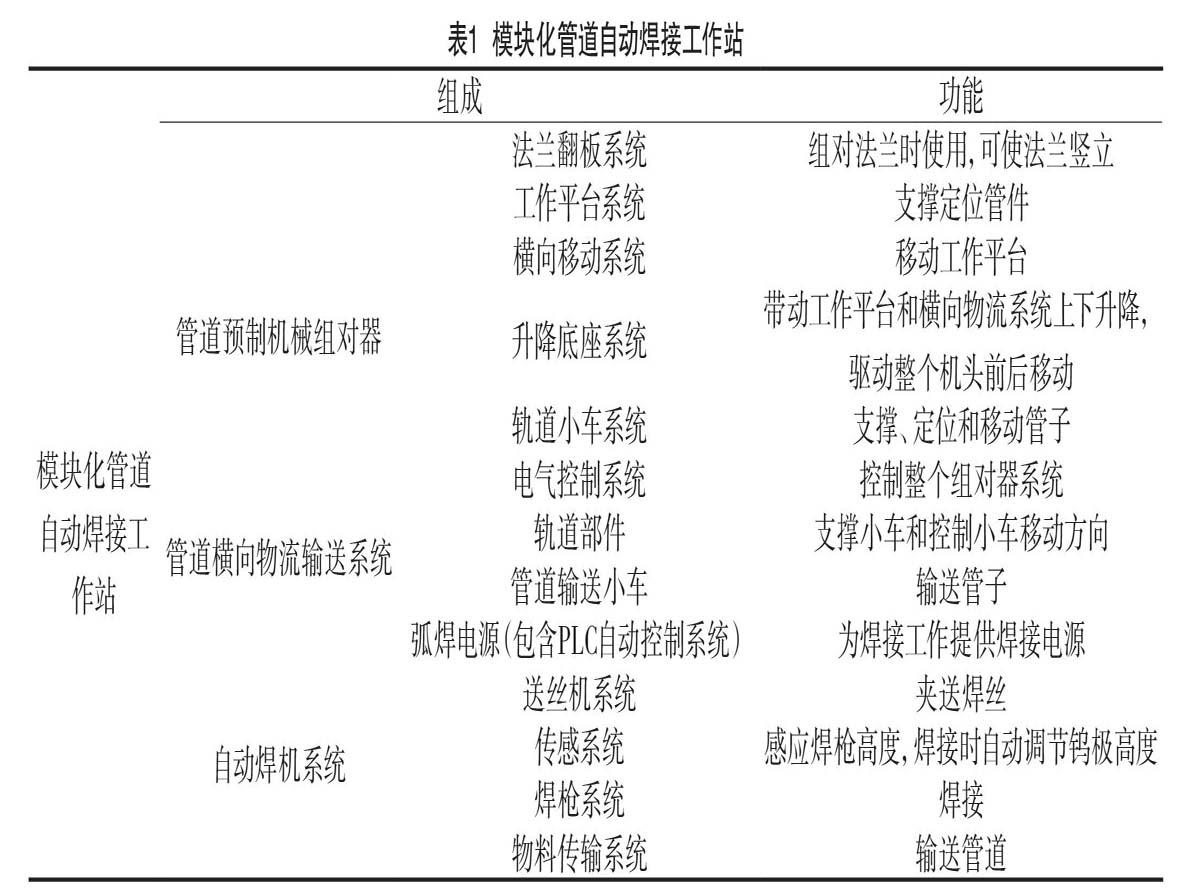
模塊化管道自動焊接工作站主要包自動焊機和組對器兩部分,兩部分以橫縱交叉的井字型軌道連接。自動焊機包含弧焊電源(包含PLC自動控制系統(tǒng))、送絲機、傳感系統(tǒng)、焊槍和物料傳輸系統(tǒng),組對器包含組對平臺機構、運輸小車系統(tǒng)等。
自動焊機可以精確定位焊縫的位置,保證焊接過程的可操作性、連續(xù)性和焊接質量。
通過轉臺的轉動帶動被水平夾緊的管件旋轉使得槍頭在同一位置進行施焊,熔池易于觀察,操作者可以以很合理的身姿進行操作。
組對器由電機驅動的操作平臺和兩臺帶有V型塊的從動縱向物流運輸小車組成,通過手操盒控制平臺上下、左右、前后以及站立、平躺將預焊接的管子、彎頭、法蘭等進行組對,人工施焊進行點固焊后通過縱向物流運輸小車運送至自動焊接軌道準備進行焊接。
3? 具體實施應用
前期安排專項人員到自動焊機廠家進行調研學習,依照相關要求規(guī)劃流水線生產,具體實施步驟如下:(1)人員的培養(yǎng):確定專項施工人員,進而有針對性地培養(yǎng)專項施工人員的技能,如自動焊機操作、編程的學習等,以達到各工序的耗時皆得到縮減的效果。(2)焊接生產線設計:首先需要對車間整體布局進行分析,按照車間工作工序合理設計自動焊機與組對器工位的位置,便于管件的運輸與存放。(3)試運行階段:同時在該階段也會出現(xiàn)一些預期外的問題,則需要廠家及專項人員配合解決,并將問題及解決方案記錄便于后續(xù)推廣反饋學習。(4)運行階段:按規(guī)程組對焊接,形成流水線作業(yè),并做好記錄。
4? 模塊化管道自動焊接工作站在核島建設中的優(yōu)勢
模塊化管道自動焊接工作站主要包自動焊機和組對器兩部分,兩部分以橫縱交叉的井字型軌道連接。其可以完整地形成一條流水線,其優(yōu)點如下:(1)自動焊機焊接過程由機器完成,人員只需要操作幾個按鈕就行,保證焊接質量,提高工效、節(jié)約能源、安全生產,易于實現(xiàn)自動化大規(guī)模生產。(2)自動焊接部分采用機器操作,人員只需要調節(jié)按鈕即可,減少人員勞動強度,加快工作效率;組對部分全部在機器上進行,不需要人員對管件的搬動,減少勞動強度。(3)自動焊機和組對器可以同時進行,且不需要多人操作,減少人員浪費,提高工作效率。(4)自動焊機操作簡單,操作人員只需要幾個月的培養(yǎng),也不需要焊工技能有多么高超就能對其進行操作,減少企業(yè)在焊工培養(yǎng)方面的壓力。(5)模塊化管道自動焊接工作站操作簡單,只需要一小塊地方就能進行建造,在核島建設中易于推廣。
5? 結語
模塊化管道自動焊接工作站,是一種組對焊接一體化的設備,在核島建設中可以代替人工對管道二次預制的焊接工作,且可以形成一條簡單的流水線工作。其占地面積不大,操作簡單,人員培養(yǎng)不復雜,易于推廣,在紅沿河現(xiàn)場的成功運行為其他項目部和預制場的引進奠定了基礎。
參考文獻
[1] 王海東.焊接新技術在我國核電安裝領域的研究與應用[J].金屬加工(熱加工),2016(6):8-10.
[2] 中國核電建造首次應用自動焊接技術[A].工程焊接2011年第1期(總第13期)[C].中國工程建設焊接協(xié)會,2011.
[3] 李洋.核電設備制造中高效焊接技術的應用現(xiàn)狀[J].科技創(chuàng)新導報,2016,13(21):42-43.
[4] 張小強,劉艷東,蔣慶梅.大口徑管道自動焊技術的設計及施工要求[J].焊接技術,2016,45(9):111-114.
[5] 馮英超.核電站TIG全位置自動焊打底工藝分析[J].電焊機,2012,42(2):57-61.
猜你喜歡
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
建材發(fā)展導向(2021年9期)2021-07-16 07:11:36
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
現(xiàn)代裝飾(2020年5期)2020-05-30 13:01:56
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(yè)(2017年4期)2017-06-21 06:29:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
