輪胎用鋼簾線生產(chǎn)工藝
2019-07-08 06:45:44張學(xué)輝
科技資訊 2019年10期
關(guān)鍵詞:發(fā)展趨勢(shì)
摘? 要:鋼簾線是汽車子午胎理想的骨架材料,在金屬制品中生產(chǎn)難度大,技術(shù)含量高。該文論述了鋼簾線主要的生產(chǎn)工藝,包括原料要求、盤條預(yù)處理、粗拉、中間熱處理、中拉、最終熱處理、電鍍、濕拉、合股、檢驗(yàn)、包裝。最后對(duì)輪胎用鋼簾線生產(chǎn)的發(fā)展趨勢(shì)做了預(yù)測(cè)。
關(guān)鍵詞:鋼簾線? 輪胎? 拉絲? 金屬制品? 發(fā)展趨勢(shì)
中圖分類號(hào):TQ33? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號(hào):1672-3791(2019)04(a)-0057-03
鋼簾線是采用優(yōu)質(zhì)高碳鋼線材制成的表面具有黃銅鍍層且具有特殊用途的細(xì)規(guī)格鋼絲股或繩。國際合成纖維標(biāo)準(zhǔn)化局對(duì)鋼簾線的定義是:“作為最終產(chǎn)品,由兩根或更多根鋼絲組成的,或者由股與股的組合或者由股與絲的組合所形成的結(jié)構(gòu)。”
鋼簾線主要用于轎車輪胎、輕型卡車輪胎、載重型卡車輪胎、工程機(jī)械車輪胎和飛機(jī)輪胎及其他橡膠制品骨架材料。以鋼簾線為骨架材料制造的輪胎具有很多優(yōu)點(diǎn),如重量輕省油、耐磨性好、不易爆胎、耐穿刺、彈性好、使用壽命長、翻新次數(shù)多等。
鋼簾線在金屬制品中生產(chǎn)難度大,技術(shù)含量高的產(chǎn)品,被稱為“線材皇冠上的明珠”。
1? 鋼簾線的分類
1.1 按強(qiáng)度等級(jí)劃分
普通強(qiáng)度鋼簾線 NT(可不標(biāo)注);高強(qiáng)度鋼簾線HT。
1.2 按結(jié)構(gòu)特性劃分
普通結(jié)構(gòu)鋼簾線;開放型鋼簾線(OC);密集型鋼簾線(CC);高伸長型鋼簾線(HE)。
2? 鋼簾線對(duì)盤條的要求
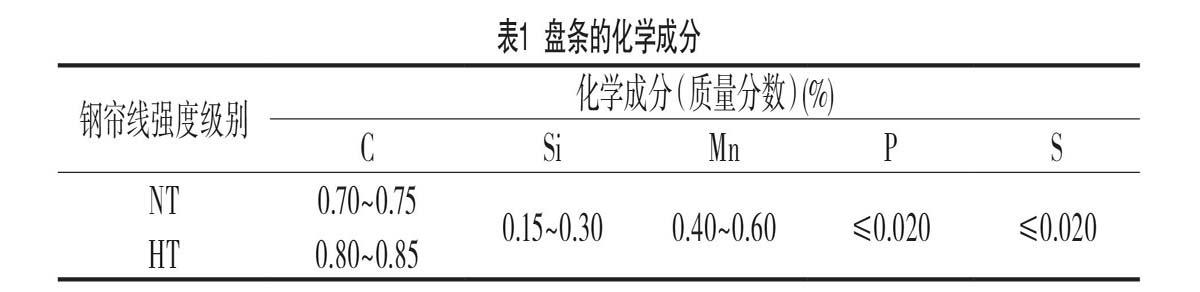
鋼簾線的原料必須是控制冷卻熱軋盤條,金相組織必須是索氏體組織,奧氏體晶粒度2~5級(jí)(ASTM),必須能經(jīng)受90%以上總壓縮率,不許用鋁脫氧。化學(xué)成分見表1[1]。
盤條儲(chǔ)存:不能露天存放,盤條庫要清潔干燥,通風(fēng)良好,防銹蝕。盤條要分類存放、標(biāo)識(shí)清楚。
3? 鋼簾線的生產(chǎn)工藝
鋼簾線生產(chǎn)總工藝流程:盤條預(yù)處理→粗拉→中間熱處理→中拉→最終熱處理電鍍→濕拉→合股→檢驗(yàn)包裝入庫[2]。
3.1 盤條預(yù)處理——粗拉
盤條放線架→亂線開關(guān)→反復(fù)彎曲法去皮→水沖洗→電解酸洗→水洗→熱水洗→涂硼砂→干燥→粗拉→校直→收線[2]。
反復(fù)彎曲法去皮主要是因彎曲而造成盤條表面的反復(fù)延伸和壓縮促成表面鐵皮疏松剝落,除去盤條表面絕大多數(shù)鐵皮,盤條再經(jīng)酸洗,能大大縮短酸洗時(shí)間,降低酸耗和防止過酸洗。
陰-陽交替電解酸洗:電解槽被絕緣材料分隔成陽極區(qū)和陰極區(qū),在整個(gè)系統(tǒng)中,鋼絲處于中性極。鋼絲上電化學(xué)反應(yīng)產(chǎn)生的氣體對(duì)鋼絲表面的氧化鐵皮及污物起疏松及剝離作用,同時(shí)酸液對(duì)氧化鐵皮也產(chǎn)生化學(xué)溶解作用,從而達(dá)到去除氧化鐵皮的目的。
涂硼砂:硼砂在溫度達(dá)60.6℃時(shí)生成5個(gè)結(jié)晶水的硼砂(Na4B4O7·5H20),五水硼砂不但潤滑性能好,而且對(duì)鋼絲腐蝕性最小。涂硼液用電加熱或蒸汽加熱,溫度保持在90℃~95℃,濃度保持在(250±20)g/L,涂硼層厚度應(yīng)達(dá)4~5g/m2。停車時(shí),涂硼槽必須保溫在80℃以上,防止硼砂凝結(jié)。
干燥:涂硼后的線材必須經(jīng)干燥處理。熱風(fēng)干燥是線材從一根逆向吹熱風(fēng)的導(dǎo)管里通過,風(fēng)溫度必須高于60.6℃,使線材表面形成一層五水硼砂的薄膜。也可以用感應(yīng)加熱干燥的方式。
粗拉:用直進(jìn)式拉絲機(jī)拉絲,生產(chǎn)時(shí)鋼絲在卷筒之間沒有經(jīng)過任何導(dǎo)輪,走的是直線,直進(jìn)式拉絲機(jī)實(shí)現(xiàn)無滑動(dòng)連續(xù)拉絲的條件是單位時(shí)間內(nèi)通過各模孔的金屬體積相等[4]。卷筒和模具強(qiáng)制水冷。鋼絲由5.5mm拉至2.4mm、3.15mm,拉絲速度可達(dá)15m/s,用DIN800工字輪收線。
3.2 中間熱處理
放線→張力輥→脫脂→加熱爐→淬浴→水冷→鹽酸洗→水洗→熱水洗→涂硼砂→干燥→收線[2]。
中間熱處理的目的是消除鋼絲在拉拔過程中的加工硬化,恢復(fù)鋼絲的塑性,使之能夠經(jīng)受進(jìn)一步的冷變形。鉛溫約為560℃,溫控精度為±1℃,鋼絲在鉛時(shí)間視不同直徑為18~24s。鉛浴淬火可以獲得均勻細(xì)致的索氏體組織。
3.3 中間拉拔
用直進(jìn)式拉絲機(jī)拉絲,分別將鋼絲拉拔至0.85mm、1.0mm、1.10mm、1.30mm、1.40mm、1.60mm、1.70mm、1.90mm。拉拔速度可達(dá)18m/s,采用DIN800工字輪收、放線[3]。
3.4 最終熱處理——電鍍黃銅
工藝流程:放線→脫脂→熱處理爐→淬火→水冷卻→電解酸洗→冷水洗→堿性鍍銅→熱水洗→酸性鍍銅→冷水洗→酸性鍍鋅→熱水洗→干燥→熱擴(kuò)散→磷化→收線[2]。
最終熱處理采用等溫鉛淬火,采用燃?xì)饧訜幔摻z在鉛時(shí)間為8~16s。鋼絲獲得的金相組織為均勻一致的索氏體組織,鋼絲性能穩(wěn)定,便于進(jìn)一步拉拔。
黃銅鍍層能增加鋼簾線與輪胎橡膠的結(jié)合力,還可以促進(jìn)拉拔過程的均勻變形和減少摩擦誘導(dǎo)熱來改善延伸性。因?yàn)辄S銅鍍層有利于潤滑劑吸附層的形成,從而降低了鋼簾線用鋼絲與拉拔模具的摩擦因數(shù),進(jìn)而促進(jìn)均勻變形。電鍍黃銅分3個(gè)階段,先進(jìn)行堿性鍍銅(焦磷酸鹽鍍液),再進(jìn)行酸性鍍銅(硫酸鹽鍍液),最后進(jìn)行酸性鍍鋅(硫酸鋅鍍液)。通過調(diào)節(jié)槽液和電流來控制電沉積過程,使銅、鋅兩種元素保持恒定值。銅含量控制在(63.5%~67.5%)±2.5%。用沸騰爐粒子加熱法進(jìn)行金相熱擴(kuò)散,采用燃?xì)馐郊訜幔逛摻z溫度上升到500℃左右,讓鋅原子擴(kuò)散到銅原子中間,形成α相黃銅固溶體。α相黃銅塑性較好,有利于拉拔。
3.5 濕拉
濕拉是指電鍍黃銅鋼絲拉拔至簾線成品所需的單絲直徑。濕拉采用滑動(dòng)式水箱拉絲機(jī)。水箱拉絲機(jī)是靠鋼絲與卷筒表面之間的打滑來滿足連續(xù)拉拔條件的,拉絲在水箱中進(jìn)行時(shí)使用濕式潤滑劑進(jìn)行潤滑,可以有效地散去鋼絲拉拔及鋼絲在塔輪上滑動(dòng)摩擦所產(chǎn)生的熱量,實(shí)現(xiàn)滑動(dòng)拉拔的基本條件是卷筒的圓周線速度大于鋼絲的走線速度[4]。
濕拉速度可達(dá)18m/s,高的可達(dá)25m/s,收線衡張力。普通強(qiáng)度和高強(qiáng)度鋼絲一般采用21模,超高強(qiáng)度和特高強(qiáng)度鋼絲采用25模。濕拉機(jī)的放線工字輪用DIN800,收線工字輪則根據(jù)雙捻機(jī)的需要,通常有Φ130mm、Φ195mm、Φ255mm、Φ315mm等幾種[3]。
3.6 合股
通過合股,把濕拉后的單絲捻制成各種結(jié)構(gòu)的鋼絲簾線。鋼簾線的捻制設(shè)備可分為管式機(jī)和雙捻機(jī)。雙捻機(jī)采用交流電機(jī)變頻調(diào)速。為了捻制高質(zhì)量的鋼簾線,除了要保證捻制前鋼絲的力學(xué)性能、鍍層性能及其質(zhì)量以外,捻制時(shí)的工藝操作也是十分重要的因素。影響鋼簾線工藝性能和表面質(zhì)量的操作因素主要有放線張力、過捻速比、牽引張力、矯直器壓下量等。
(1)放線張力。
放線張力的大小對(duì)雙捻機(jī)的捻制質(zhì)量起著重要的作用。
放線張力過大:會(huì)增加簾線捻制過程中的斷絲次數(shù);加劇盤式飛輪的磨損,縮短其使用壽命。
放線張力過小:在雙捻過程中,當(dāng)絲或股圍繞自身扭轉(zhuǎn)時(shí),因扭轉(zhuǎn)失穩(wěn)而引起鋼簾線起皺;造成位于兩飛輪盤之間的股或簾線在捻制時(shí)飛起的弧度忽大忽小,從而導(dǎo)致鋼簾線的捻距不均;捻制層型結(jié)構(gòu)鋼簾線時(shí),若芯股張力過小,易造成芯外翻或冒芯。
放線張力不均:在捻制過程中單絲斷裂(該單絲張力過大);捻制后單絲起泡(該單絲張力過小);相鄰的兩鋼絲一緊一松,會(huì)使它們?cè)诠苫蚝熅€中產(chǎn)生“交叉”“騎馬”。
(2)過捻速比。
在雙捻機(jī)上捻制時(shí),鋼絲受到強(qiáng)烈的扭轉(zhuǎn)變形,必須采取“過捻”這樣的特殊措施。因?yàn)檫^捻器是防止端部松散和消除殘余扭轉(zhuǎn)最重要的裝置,其效果決定于過捻量,所以選擇合適的過捻速比,即過捻器轉(zhuǎn)速與主機(jī)轉(zhuǎn)速之比就顯得尤為重要。從理論上講,最佳過捻速比與鋼簾線結(jié)構(gòu)、鋼絲直徑及強(qiáng)度有關(guān)。鋼絲的直徑細(xì)、強(qiáng)度高,捻距大,其反彈力就大,應(yīng)選大的過捻速比。在實(shí)際生產(chǎn)中,過捻速比的選擇是通過調(diào)試來確定的,調(diào)試原則為:若鋼簾線殘余扭轉(zhuǎn)為“+”(即殘余扭轉(zhuǎn)方向與捻向相同),就減小過捻速比;若鋼簾線殘余扭轉(zhuǎn)為“-”(即殘余扭轉(zhuǎn)方向與捻向相反),就加大過捻速比。
(3)牽引張力。
內(nèi)收線式雙捻機(jī)牽引張力的大小對(duì)鋼簾線表面質(zhì)量有一定影響,若牽引張力過大,易引起斷絲,嚴(yán)重時(shí)會(huì)發(fā)生整繩斷裂;若牽引張力過小,簾線表面易出現(xiàn)波浪,鋼絲捻制不緊密,殘余扭轉(zhuǎn)不穩(wěn)定。
調(diào)整牽引塔輪的張力可對(duì)鋼簾線的殘余扭轉(zhuǎn)起到微量的調(diào)節(jié)作用,在一般情況下,用專用工具適當(dāng)擰緊牽引塔輪的調(diào)節(jié)圈,鋼簾線的殘余扭轉(zhuǎn)趨向于“-”;反之,適當(dāng)擰松牽引塔輪的調(diào)節(jié)圈,鋼簾線的殘余扭轉(zhuǎn)趨向于“+”。
(4)矯直器壓下量。
雙捻機(jī)矯直器的作用是使鋼簾線經(jīng)過反復(fù)彎曲,使其內(nèi)部的殘余應(yīng)力進(jìn)一步得到消除,結(jié)構(gòu)更加緊密并得到更好的平直度。
矯直器壓輥的間距是固定的,壓下量可調(diào),調(diào)節(jié)原則是輥壓下量逐漸減小,并使尾部各輥的最低點(diǎn)近似成直線;鋼簾線的殘余扭轉(zhuǎn)為“+”,壓下量依次加大;鋼簾線的殘余扭轉(zhuǎn)為“-”,壓下量依次減小。
3.7 檢驗(yàn)
鋼簾線的外觀質(zhì)量采用目測(cè)檢驗(yàn)。鋼簾線的黃銅鍍層應(yīng)連續(xù)、均勻,不應(yīng)有明顯的色差存在,不得有漏鍍、傷痕、銹斑,油污、灰塵及其他臟物。鋼簾線還不得有背絲、冒芯、跳芯、波浪、起泡等捻制缺陷。
另外,還要對(duì)粗度、捻向捻距、破斷力、破斷伸長率、在規(guī)定力之間的伸長率、線密度、松散度、殘余扭轉(zhuǎn)、平直度、彈性、剛度、鍍層重量及組分進(jìn)行專門檢驗(yàn)。
3.8 包裝、標(biāo)志
(1)包裝。
鋼簾線的存放、包裝、使用對(duì)濕度的要求都很嚴(yán)格。在包裝場(chǎng)地最好鋪設(shè)5~10mm厚的橡膠板,并經(jīng)常保持清潔。未包裝鋼簾線存放場(chǎng)地應(yīng)保持清潔、干燥,相對(duì)濕度不高于60%,溫度20℃~30℃。鋼簾線應(yīng)均勻、平整地纏繞在線軸上(線軸的規(guī)格由供需雙方商定),放在有塑料袋的包裝箱內(nèi)。塑料袋內(nèi)放防潮劑(防潮劑不能直接與鋼簾線接觸),并將塑料袋封口。包裝箱應(yīng)有良好的防滲、防水性能。
鋼簾線成品工字輪在國際上通用的有4種,即B40、B60、B80/17、B80/33。
包裝箱有紙箱和鐵箱(桶)兩種,目前紙箱用得較多。包裝箱應(yīng)有良好的防潮、防撞擊標(biāo)志。
(2)標(biāo)志。
在每個(gè)線軸上標(biāo)明生產(chǎn)日期、鋼簾線結(jié)構(gòu)表示式、殘余扭轉(zhuǎn)、長度和工號(hào)。在包裝箱上應(yīng)標(biāo)明制造廠、生產(chǎn)日期、鋼簾線結(jié)構(gòu)表示式、長度、凈重和毛重,并有明顯的防潮、防撞擊標(biāo)志。
4? 輪胎用鋼簾線的發(fā)展趨勢(shì)
(1)胎體鋼簾線方面,開發(fā)具有小直徑、破斷力高、同向捻制、無外繞絲、線密度低等特點(diǎn)的新型鋼簾線;帶束層鋼簾線方面,應(yīng)開發(fā)具有較高破斷力、較低斷裂伸長率、全橡膠滲透性能等特點(diǎn)的鋼簾線;保護(hù)層鋼簾線方面,開發(fā)大捻距、粗直徑、簡(jiǎn)單結(jié)構(gòu)、全橡膠滲透性能、高附膠延伸率、低成本的鋼簾線[5]。
(2)利用“互聯(lián)網(wǎng)+”“大數(shù)據(jù)計(jì)算”“云平臺(tái)”等先進(jìn)理念,對(duì)鋼簾線生產(chǎn)進(jìn)行的智能化升級(jí)改造,實(shí)現(xiàn)辦公、管理及生產(chǎn)的自動(dòng)化,綠色生產(chǎn),提高工作效率,降低生產(chǎn)成本,提高鋼簾線產(chǎn)品在國際市場(chǎng)上的競(jìng)爭(zhēng)力。
參考文獻(xiàn)
[1] GB/T 11181-2003,子午線輪胎用鋼簾線[S].
[2] 董琦,張學(xué)輝.鋼絲生產(chǎn)工藝及設(shè)備[M].北京:冶金工業(yè)出版社,2016.
[3] 戴寶昌.重要用途線材制品生產(chǎn)技術(shù)[M].北京:冶金工業(yè)出版社,2001.
[4] 張學(xué)輝,王鴻利.鋼絲生產(chǎn)概述[J].科技資訊,2018,16(12):117-119.
[5] 王玲君.我國金屬制品的技術(shù)現(xiàn)狀和改進(jìn)建議[N].世界金屬導(dǎo)報(bào),2014-12-16(B12).
猜你喜歡
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 18:10:09
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 15:51:16
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 15:26:02
中國科技博覽(2016年19期)2016-10-19 13:03:52
中國科技博覽(2016年18期)2016-10-19 09:22:46
中國市場(chǎng)(2016年35期)2016-10-19 01:55:52
商場(chǎng)現(xiàn)代化(2016年22期)2016-10-18 20:54:08
科學(xué)與財(cái)富(2016年28期)2016-10-14 20:02:56
科學(xué)與財(cái)富(2016年28期)2016-10-14 19:52:27
科學(xué)與財(cái)富(2016年28期)2016-10-14 19:36:54
