基于視覺的激光振鏡精密焊接系統研究
2019-07-08 08:49:36支嘉斌曹云翔金武飛
制造業自動化 2019年6期
關鍵詞:系統
支嘉斌,曹云翔,郭 瑞,金武飛,陳 芳
(北京機械工業自動化研究所有限公司,北京 100120)
0 引言
近年來,新能源鋰電池行業發展迅速,產品更迭頻次加快。動力鋰電池模組極柱與匯流排連接工藝因緊固力與電性能要求,逐漸由螺釘連接緊固方式更多的轉換成激光焊接連接方式。目前,激光焊接已成為新能源電池焊接的主流裝配技術,通過提高產品一致性與生產效率,可以很好的滿足新能源電池模組焊接工藝對產品的質量要求以及生產效率的需求。外國集成視覺設備的整套激光焊接系統普遍價格十分昂貴。而本文提出一種集成的系統方案,能較好的適應生產工藝需要,降低生產成本。
1 激光焊接系統總體設計
根據動力鋰電池模組極柱焊接工藝要求,需要將鋁排緊密貼合在極柱上進行焊接。如圖1所示,鋁排通過黑色蓋板固定,由大功率激光焊接專機完成24個區域的自動焊接。該方案能夠較好的解決產品均一性和生產效率問題。
本文從焊接模型區域精確定位、焊接軌跡精準控制以及焊接參數優化調整著手來研究激光振鏡焊接系統。該激光振鏡精密焊接系統可分為激光器子系統、振鏡子系統、視覺子系統以及機器人子系統。振鏡子系統閉環控制XYZ軸振鏡擺動,以此控制激光掃描軌跡;視覺系統通過拍照、計算后得出焊接模型區域定位數據信息;激光器系統完成激光發生以及傳導報警等工作,同時設置不同的激光波形參數以及振鏡子系統運動掃描參數對模組焊后質量有不同的影響,本文通過試驗測試參數得到一套適用于方形硬殼鋰電池的焊接參數,主要參數包括離焦量、焊接速度、激光開延時、激光關延時、振鏡到位延時、激光波形參數、激光功率等。
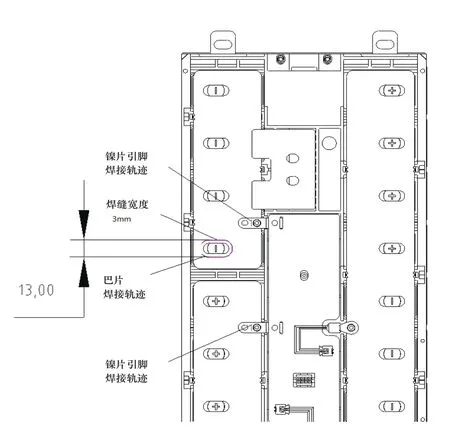
圖1 焊接電池模組示圖
按照具體生產工藝流程,模組激光焊接工位處于鋰電池模組組裝自動化生產線的模組鋁排清洗、模組極柱清洗的后段,其前段需要對待焊電芯以及鋁排進行清洗等預處理。本文該模組鋁排激光焊接專機處理電芯模組與鋁排的焊接工作。實際設計方案中采取對稱雙工位加快工作節拍。在激光焊接專機后段增設焊后檢測工位對焊接質量進行檢驗。整條流水線中激光焊機專機是十分重要的一環,是該系統的核心組成部分。
該激光焊接系統硬件部件主要包含:PLC電控柜、自動化線體工位、焊接工裝夾具、六軸機器人、機器人控制柜、激光器系統(激光發生器、上位機、穩壓電源、冷水機等)、振鏡系統(配套硬件電路)、視覺系統、除塵器等。
激光焊接專機位于自動化模組裝配流水線體中一個工位。激光焊接專機3D效果設計圖如圖2所示。
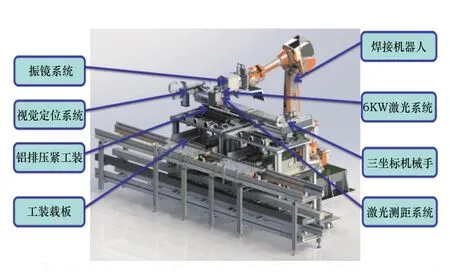
圖2 平面布局設計圖
激光焊接專機效果設計圖如圖3所示。
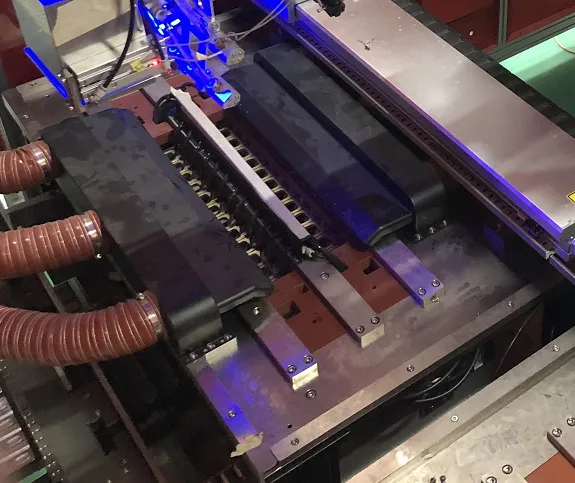
圖3 激光焊接專機3維效果設計圖
2×12組依次排列的每一個彈簧銅套都是獨立的,用于壓緊電芯極柱與鋁排使其緊密貼合不留縫隙,該設計能夠有效提高由電池模組高度偏差不一致導致的質量問題,同時每個銅套配有氮氣保護氣,在大功率激光焊接過程中,空氣中存在由于局部功率過大導致的氣化金屬以及其氧化后形成的氧化物顆粒,這些混合物形成的隔離層會影響焊接區域能量集中,對焊接有不穩定的因素,因此由氣管在焊接時連續吹入惰性氣體以減弱這一負面影響。
2 激光振鏡精密焊接控制系統設計
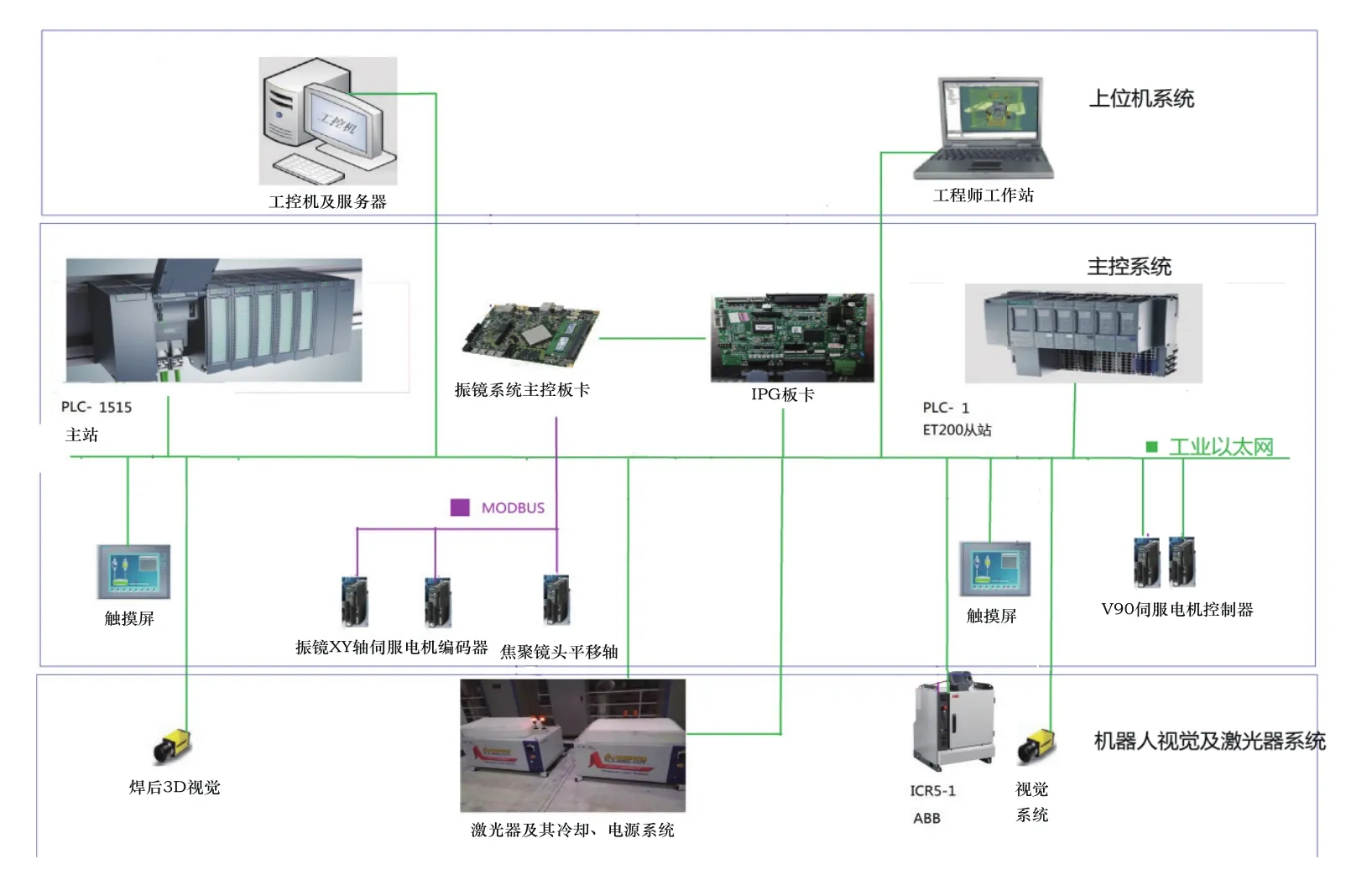
圖4 控制系統結構圖
本系統通過上位機作為主控,集成激光控系統與振鏡系統,PLC作為設備控制層,實現執行機構控制與數據傳送,整個焊接過程實現全自動化。通過視覺系統拍照計算獲取的位置信息與測距儀高度信息,上位機控制振鏡按照預定糾正軌跡進行掃描,同時與激光系統通信使得激光器按照預定的波形出光,實現振鏡偏擺與激光出光按照一個合理的時序進行,完成焊接過程。待整個流程完成信號發出后,系統回原位完成一個循環。各個子系統(視覺、振鏡、機器人、激光器)以工業以太網通信為基礎,以保證系統的通信速度與穩定性。
3 系統工作流程
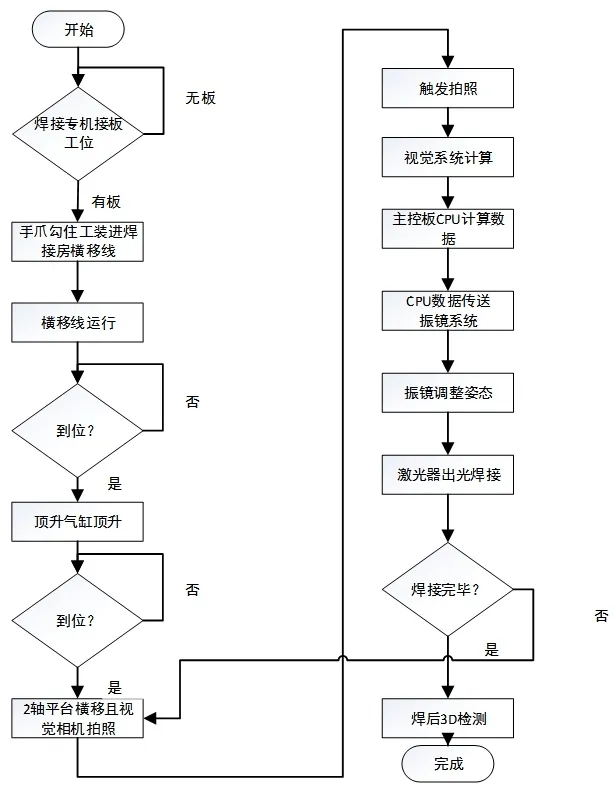
圖5 系統流程框圖
4 激光振鏡精密焊接關鍵技術
4.1 視覺子系統
視覺系統在整個激光精密焊接過程中起到提高定位精度的關鍵作用,如果沒有視覺系統的定位,由于工裝與電池模組間隙、模組電芯尺寸公差、機器人重復定位精度誤差等諸多系統誤差因素,焊接精度無法保證,自然產品質量也無法保證。本系統采用先看后動的方式,進行目標焊接模型區域定位,再由振鏡激光器進行焊接。
4.1.1 目標匹配與定位
由于在本文中我們實際需要定位的焊接區域為電芯模組與鋁排的緊緊貼合的邊,其將由大功率激光器進行沿邊焊。因此模型區域其實是一個橢圓形,取其中一個圓弧圓心坐標值,取兩個圓弧的圓心連線得出角度。判斷流程如下圖所示,在相機確定位置坐標后,將數據存入振鏡上位機文件共享區為振鏡偏擺運動提供偏移量數據。
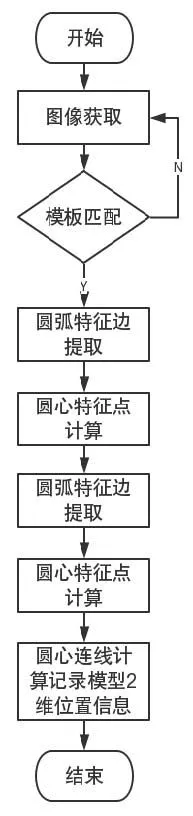
圖6 視覺系統工作流程圖
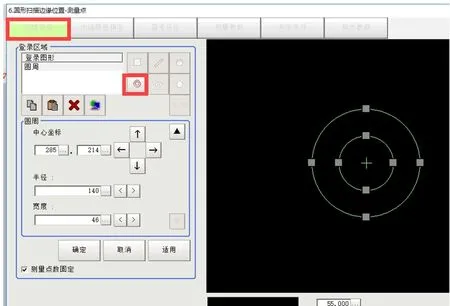
圖7 視覺軟件界面
4.1.2 視覺系統坐標系標定方法
由于振鏡子系統與相機子系統坐標系不在同一世界坐標下,需要通過標定找到對應關系。振鏡中心,相機中心及測距儀的相對位置關系,需要取同一極柱進行標定。該系統采用激光測距儀測量焊接面高度,激光測距儀運用了三角測距原理進行測距。
在實際視覺系統中相機所捕捉到的為2維圖像,且視覺處理器處理的圖像信息也是2維像素圖片,所以在保障系統獲取原始圖像步驟時,安裝相機鏡頭的光軸必須與目標對象的被拍攝面是互相垂直的。
本文是通過視覺系統與其同原點、同方向的參考坐標系采取坐標軸比例轉換關系來完成坐標系標定。
具體標定步驟是,將視覺相機鏡頭移動至拍照點位置,首先確保相機鏡頭的物距不變的,然后取一張間距為2mm的等間距點陣靶紙放置在相機視野內,視覺系統像素坐標系要與靶紙上的坐標系重合,如圖9所示。接著需要在相機視野合適區域找到點陣靶紙所指定的,以確定各個特征點在視覺系統像素坐標系下的具體坐標值,假設坐標點為(xi,yi)(i=1,2,3,4,…,m),假設k為x軸的坐標比例常數,代表了像素坐標系轉換到參考坐標系的對應關系,h為y軸坐標比例常數,也代表了像素坐標系轉換為參考坐標系的對應關系。
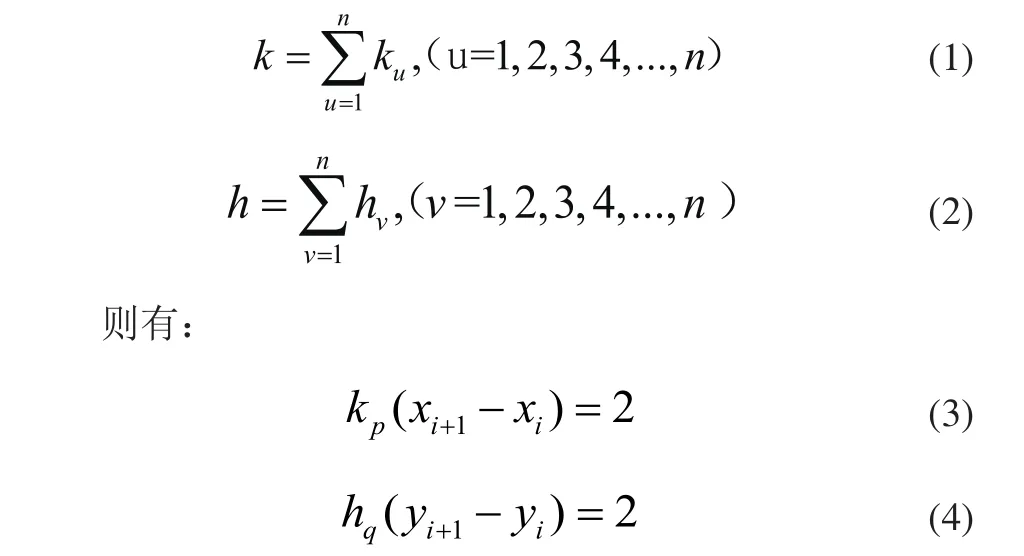
由推理可知,在點陣標定靶紙上x軸方向取任意兩個相鄰的特征點用其視覺像素坐標系的坐標值帶入式(3)即可求得kp,然后同樣步驟重復采集n組kp得到k;同理可得,在點陣標定靶紙上y軸方向取任意兩個相鄰的特性點用其視覺像素坐標系的坐標值帶入式(4)即可求出hq,然后同樣步驟采集n組hq得到h,理論上重復次數n越大,得到的k、h越精確,并且k、h兩數值應該趨近一致。
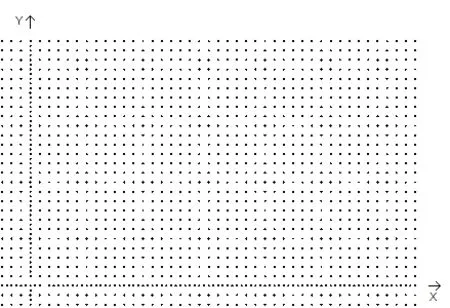
圖8 2mm等間距點陣標定靶紙
通過以上視覺系統,完成了對焊接模型區域的標定,為振鏡掃描精度提供了保障。
4.2 振鏡子系統—焊接軌跡控制
激光焊接是一種聚焦激光大量能量以達到熔化焊接材料進行焊接的一種技術,而振鏡激光器則是采用振鏡偏擺控制激光掃描路徑的一種新型高效的激光焊接系統。
振鏡系統是一套閉環控制系統,由PC上位機控制,工作過程中XY偏擺,控制激光光斑在平面內的走相應的軌跡,Z軸前后移動控制離焦量。該系統控制板電路主要有:位置傳感器、誤差放大器、功率放大器、位置區分器、電流積分器等。本焊接系統集成振鏡系統與激光器系統,在運行過程中需要進行焊接參數調試,以滿足實時運動控制的要求。
下面對XY振鏡掃描光路進行理論分析[4]:
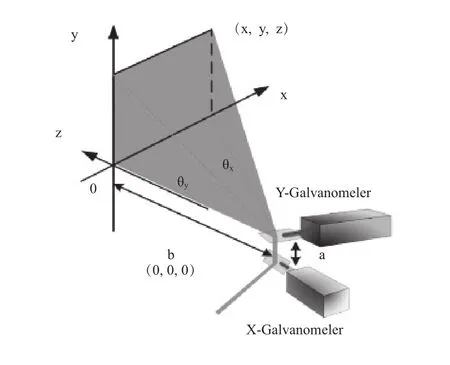
圖9 XY掃描振鏡示意圖
可以由圖10看出,激光光束先到達X鏡,通過X鏡反射至Y鏡,然后再經過Y鏡反射到成像平面上。我們根據反射偏角的幾何關系可以得到,若X鏡旋轉θx角度,則經Y鏡反射的光束在像平面上沿著X方向移動2θx角度對應的實際距離;同理,如果讓Y鏡旋轉θy角度之后,反射光束最終在像平面上沿y方向移動2θy角度所對應的實際距離。以下進行振鏡掃描軌跡位置的理論分析。
假設X振鏡軸線到Y振鏡軸線的垂直距離為a,Y振鏡到XOY平面的垂直距離為b。
則(x,y)與振鏡1以及振鏡2的偏轉角度θ的關系為:

由于對于軌跡控制由上位機控制實現,我們又稱這種數字控制為CNC計算機數字控制。在運用數控技術的過程中需要合理選擇該系統的插補算法。根據實際焊接軌跡要求,軌跡大致呈圓形,因此該系統采用圓弧插補的形式比較合適。通過對于圓弧數學極限模式的考慮,我們可以近似把圓看成是正N邊形,當N→∞時,此正N邊形就近似為一個圓形。
將圓看成是一個正N邊形是圓弧插補的中心思想。按照理論公式,通過已知的插補周期和進給速度的具體數值,進給步長也是可以確定的,確定了進給步長,也就得到該正N邊形的每條邊的長度,從而可得出該正N邊形對應圓的圓心角,只要圓心角越小,插補精度就越高。在達到系統所需的誤差內,數控插補方法對該正N邊形的每條邊進行插補,因此該圓弧插補算法的本質還是屬于直線插補。對于該圓弧插補,理論上需計算下一插補點的坐標和進給量參數,以下給出該圓弧插補的基本算法[5]。
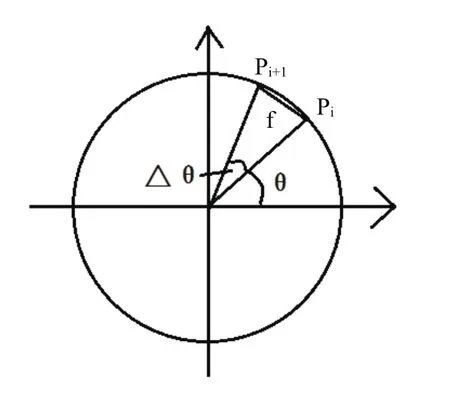
圖10 圓弧插補示意圖
若我們采用時間分割插補算法第一步就是根據插補速率和周長來確定步長,公式如下:

其中:f是進給步長(mm);F是進給速度(mm/min);t是插補周期(ms)。
進給步長f由式(6)計算得出,如圖11所示,為了達到逼近誤差的要求,不可使進給步長過大,在確定進給步長之后,增量叫△θ也就對應確定了,其計算公式如下所示:

由以上公式可以看出,R是常數,f可由式(6)確定。由此得出增量角也為一常量。令圓弧上任一點為Pi,則可用參數方程可表示如下:
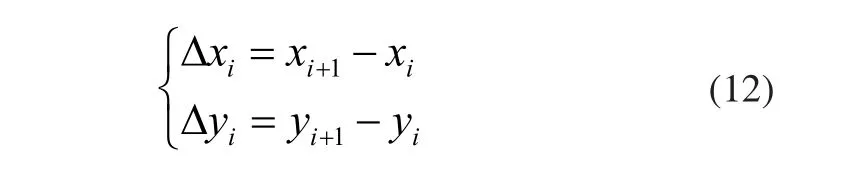
在插補過程中,需要用當已知前點Pi(xi,yi)的坐標,求出下一插補點Pi+1的坐標位置:xi+1,yi+1,從而求出兩個坐標方向上的進給增量。
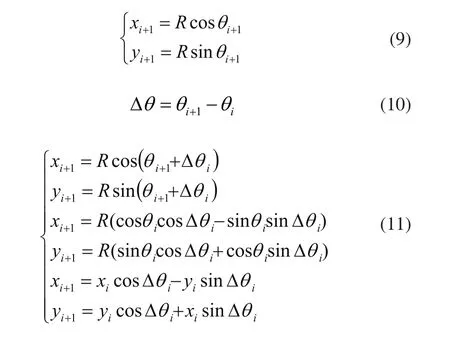
由上述公式可以發現,已知插補坐標,下一個插補點可求,由此基礎可得出進給增量:
通過以上理論分析對振鏡控制子系統控制原理做了概述。下一節主要介紹基于實際應用的各個子系統參數調節以及試驗。
4.3 焊接參數以及參數優化
由于振鏡偏擺與激光器出光在實際運行中有一定的時間間隔,為了更好控制這個時間間隔提高焊接質量,實際中我們需要設置延時參數,這些參數主要有激數光開延時、激光關延時、振鏡到位延時。與激光器相關的參數主要有:激光功率、激光光纖半徑,激光質量,激光波長。與振鏡相關的參數主要有:焊接速度,離焦量。
下面介紹離焦誤差的成因以及控制方法。
理論上由于光學特性,激光光束的聚焦點在空間中是個固定的點,在掃描平面不同的點的時候,光程會相應發生變化,這就導致了離焦誤差的產生。實際中采用動態聚焦系統來進行對離焦誤差的控制,配合激光測距儀檢測焊接面高度信息,以達到檢測加控制離焦量的效果。
動態聚焦系統是一種由一組聚焦透鏡進行來回移動,實現對激光光束焦點的位置進行調整的機構,通過對焦點的實時調整就能動態補償激光掃描平面上的離焦誤差。通過計算離焦誤差,即光程的變化量,使聚焦透鏡相應調整位置左右移動,從而較好的解決掃描平面各個點存在的離焦誤差問題。在實際情況中動態聚焦透鏡的移動是由一個旋轉伺服電機實現的,該電機通過一個將旋轉運動轉換成直線運動的基座來實現焦距透鏡的來回雙向移動,因此能夠實時補償離焦誤差。動態聚焦系統如圖11所示。
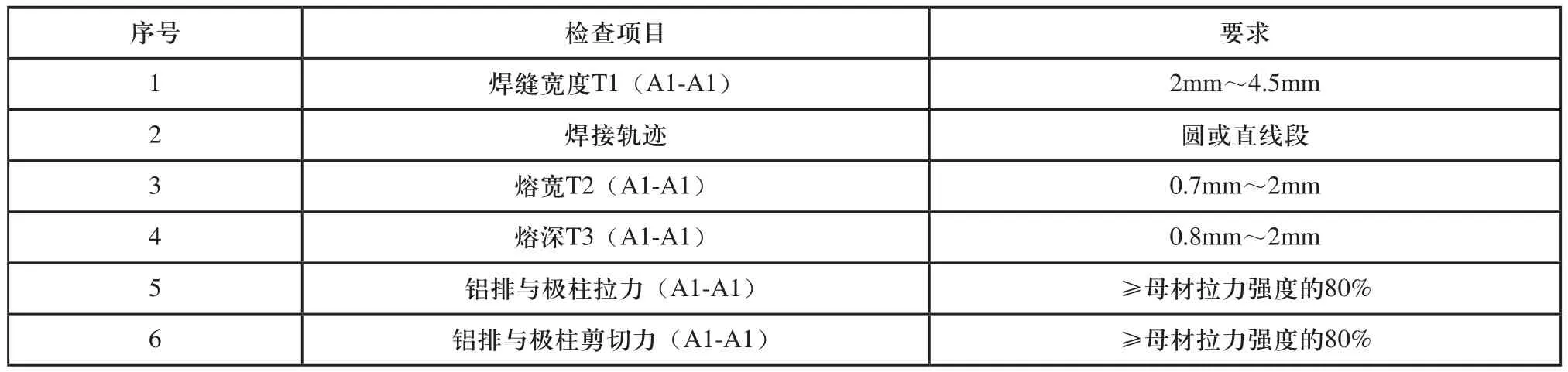
表1 焊接技術協議標準

表2 拉力試驗數據結果
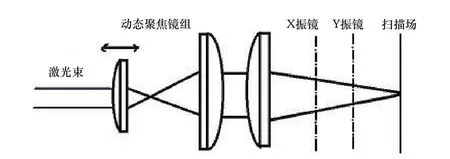
圖11 動態聚焦系統
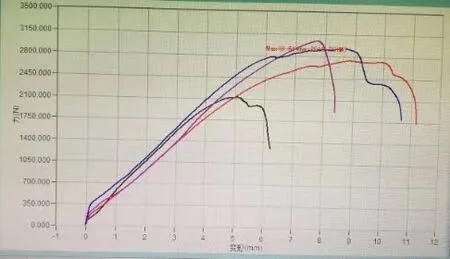
圖12 拉力試驗圖
為了達到預定焊接效果,使得焊件滿足力學性能要求、焊縫尺寸要求,具體工藝技術協議要求如表1所示。
為了滿足生產節拍的要求,在理論上需要配置合適的焊接速度與激光功率。在實際中我們則是設置激光的波形參數(功率與時間的函數關系圖),以激光波形的一個周期確定振鏡焊接的速度,我們通過實驗獲得最佳的焊接功率。理論上焊縫深度與焊接速度以及激光功率有關,焊縫深度正比于焊接功率,而與焊接速度呈反比。本文中我們設置了多組焊接參數試驗以及對產品切片試驗以及拉力試驗具體結果如下。
通過切片試驗我們得到:焊縫寬度T1=4.03mm,熔寬T2=1.44mm,熔深T3=0.73mm。滿足了技術協議的要求。
拉力試驗最終結果有如表2所示最小一片的最大拉力為2117.661N。
5 結論
通過本文研究,本激光振鏡精密焊接系統初步成型。介紹了系統布局、硬件組成、工裝夾具、網絡拓撲結構以及工作流程。理論上分析了視覺與振鏡兩個子系統的原理以及工作內容以及其重要參數。最后通過試驗獲得理想結果。本系統很好的滿足了新能源方形硬殼鋰電池焊接的需求,結合視覺系統提高了焊接精度以及產品成功率,集成了振鏡子系統提高激光焊接專機生產效率。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
