大型薄壁液壓缸筒數控加工技術
2019-07-06 11:37:20許軍鋒申國慶曹媛媛肖麗媛端學東原海芳
航天制造技術 2019年3期
關鍵詞:方法
許軍鋒 申國慶 曹媛媛 肖麗媛 端學東 原海芳 俞 飛
?
大型薄壁液壓缸筒數控加工技術
許軍鋒 申國慶 曹媛媛 肖麗媛 端學東 原海芳 俞 飛
(山西航天清華裝備有限責任公司,長治 046012)
針對薄壁液壓缸筒數控加工過程中的重點及難點,分別從加工方法、切削參數優化、刀具選擇、裝夾方式、設備選擇、變形控制等方面,對三類典型零件特征的加工過程進行了深入系統的分析,并分別提出了解決措施。經實際加工驗證,有效消除了加工顫動現象,提高了刀具耐用度,保證了零件的表面質量及精度要求。
薄壁缸筒;數控加工;精度控制;質量
1 引言
缸筒的內徑與壁厚比/≥16為薄壁缸筒[1]。航天各型號中的起豎液壓缸的各級缸筒大多為薄壁缸筒。起豎液壓缸是各型號產品中的關鍵零部件,其性能直接影響整個系統性能和安全。缸筒結構如圖1所示,其尺寸精度、粗糙度及形位公差要求較高。
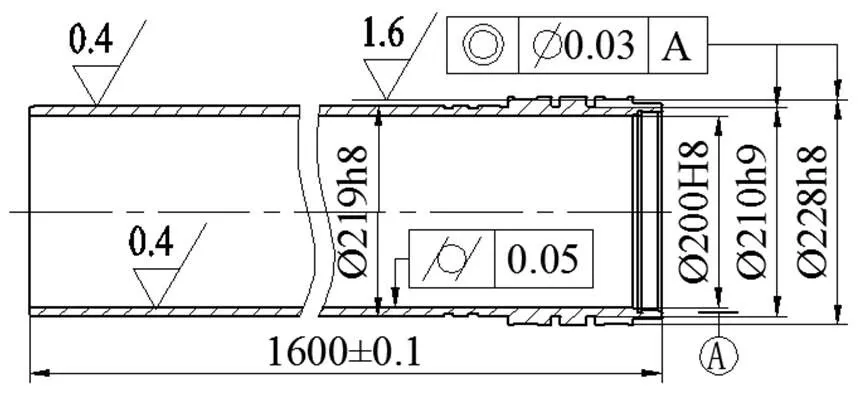
圖1 缸筒二維結構示意圖
薄壁缸筒在加工過程中易變形,加工精度比較難控制,給數控加工帶來很大難度[2],本文主要從加工方法、切削參數優化、刀具選擇、裝夾方式、設備選擇、變形控制等方面,對三類典型零件特征的加工過程進行了深入系統的分析,并制定了具體的加工方案。
2 技術方案
加工特征主要有:外槽、內槽、臺階面、螺紋等,壁厚一般約為10mm,外寬槽寬度約為25mm,深槽的單邊深度一般約為8~10mm。
缸筒的主要工藝流程:粗車—粗鏜內孔—熱處理—粗車—精鏜內孔—半精車—精磨內孔—精車—磨外圓—拋光。
該類零件在加工過程中,主要有以下難點和重點問題:
a. 缸筒的圓柱度要求為0.05mm以內,不易保證,需對加工過程進一步優化完善;
b. 內外槽的粗糙度要求為a1.6μm,不易保證,需對加工方法、刀具切削參數及數控加工的刀路軌跡進行優化完善;
c. 各級缸筒為長徑比比較大的薄壁缸筒、在車削外圓時,容易發顫,影響加工質量,需采取防顫措施,并對數控加工軌跡進行優化完善;
d. 為保證內孔的形位公差要求,在磨削內孔時,基準帶的圓度應小于0.01mm,需對基準帶的加工方法進行優化完善。
2.1 數控設備、刀具的選擇及加工參數
為保證零件的加工精度,減少加工顫動現象,提高刀具的耐用度,對相關設備及工藝裝備提出了更高的要求:數控設備的徑向及軸向跳動量應小于0.01mm,及向行程應能滿足零件的加工要求;中心支架的徑向跳動量應小于0.003mm,頂尖的徑向跳動量應小于0.01mm。
內外圓粗車刀尖角圓弧建議選用0.8mm,精車刀尖圓弧半徑建議選用0.4mm;精車槽刀建議選用3mm寬刀片[3],結合加工實際,并依據相關刀具樣本,選用合適的槽型。工件的調質硬度一般為HRC28~32,經實際驗證,加工參數選擇如下:
粗車內外圓參數:=110~118m/min,=0.22~0.25mm/r,a=2~3mm;
精車內外圓參數:=110~118m/min,=0.1~0.12mm/r,a=0.25mm;
粗精車內外槽參數:=90~100m/min,=0.08~0.1mm/r。

圖2 專用的定制刀桿
在加工內孔時,刀具容易顫動,為提高內孔刀具剛性,需定制一些刀桿,然后把刀具安裝在刀桿上,如圖2所示。
2.2 坐標系的選擇要求
加工坐標系的選擇注意遵循以下原則:
a. 坐標原點的選擇盡量與設計基準、工藝基準重合;
b. 坐標原點的選擇應便于數值計算;
c. 坐標原點應選在容易找正、對刀,并在加工過程中便于檢查的位置;
d. 粗加工零點,分別選擇兩端面中心位置;
e. 半精及精車在加工兩端內圓時,主要選在端面中心位置;兩頂加工外圓時,為方便對刀,坐標零點可以設置在圖3所示外圓根部位置。

圖3 坐標位置示意圖
2.3 典型特征加工方法
2.3.1 槽加工
缸筒中的槽主要有內圓槽及外圓槽兩種,槽底及槽壁的粗糙度值一般為a1.6μm。加工時,需依據其加工精度并結合相關粗糙度要求,制定具體的加工方案,一般要求如下:對于螺紋退刀槽、越程槽及通油槽等技術要求不高的,可以在半精車時,一次加工成形;對于要求高的密封槽,在加工時,需分粗車、半精車及精車等工步。粗車時,槽壁留余量1mm,槽底留余量0.5mm;半精車及精車時,為保證切削力保持基本恒定,進給速度應換算為輪廓速度。
槽粗加工時,可以使用交替分層方法進行連續車削加工,每層首次切削加工時,將進給量相應降低約25%,若斷屑效果不好,則采用斷續加工。在加工淺寬槽時,先用菱形刀進行半精及精車槽壁和槽底,然后使用槽刀或者菱形刀反向接刀,如圖4所示。
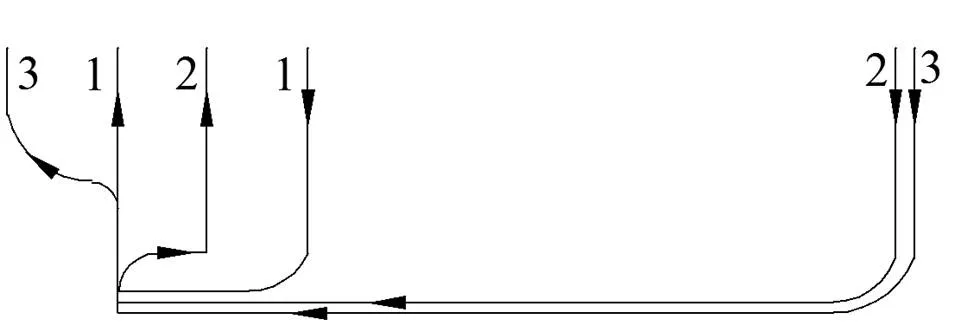
圖4 寬槽半精車及精車刀路軌跡示意圖
窄深槽加工時,先精車槽壁,然后半精車槽底,最后光整槽壁,并精車槽底,如圖5所示。
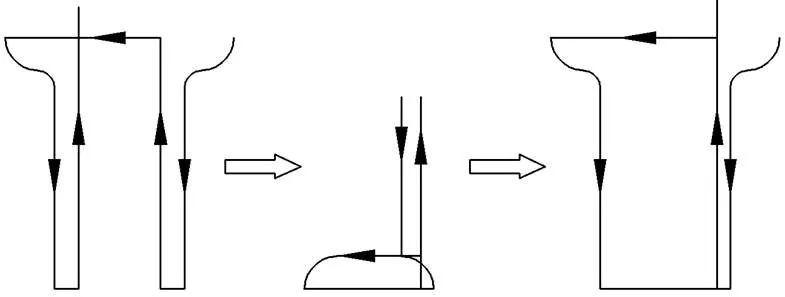
圖5 窄槽半精車及精車軌跡示意圖
2.3.2 螺紋特征的加工
缸筒中所包含的螺紋特征一般為公制螺紋,牙型角為60°。內、外圓螺紋的加工質量對后續裝配影響較大,其牙型尖棱處應倒鈍處理。在滿足技術要求的前提下,可以選用多種加工方法,具體要求及方法如下:
a. 加工螺紋時,可以使用單一螺紋循環指令G92或者復合螺紋循環指令G76編程。首刀加工深度一般不超過0.6mm,并逐漸遞減,并依據實際情況,增加精加工刀路或者光整加工刀路。
b. 加工時,建議選用定螺距刀具,由于內外牙型不同,內外定螺距刀片不可混用。
c. 螺紋加工完成后,應使用菱形刀具,沿牙頂至牙底,去除毛刺飛邊,徑向加工余量約為0.1~0.15mm,或者使用槽刀,車去約1/6圈螺紋,具體應根據其螺距大小而定。
d. 螺紋倒角一般為45°,若后續工序需要使用,則應加工為30°,且其大小應超過螺紋底徑,具體情況還應符合相關工藝技術要求。
e. 螺紋的加工方法主要有三種:直進法、斜進法、左右交替加工法,如圖6所示。直進法適合加工螺距小于3mm的螺紋,G92、G33指令為直進法加工螺紋;較大螺距的螺紋加工,可以選用斜進法,G76指令即為斜進法加工螺紋;另外,對于薄壁零件中的螺紋,為減少加工顫動現象,選用交替分層加工,且需編制專門的加工宏程序。使用此方法,可實現恒切深加工,且切寬基本恒定,在加工過程中,可有效降低切削力,保持連續穩態加工,刀具壽命較高,加工質量容易保證。
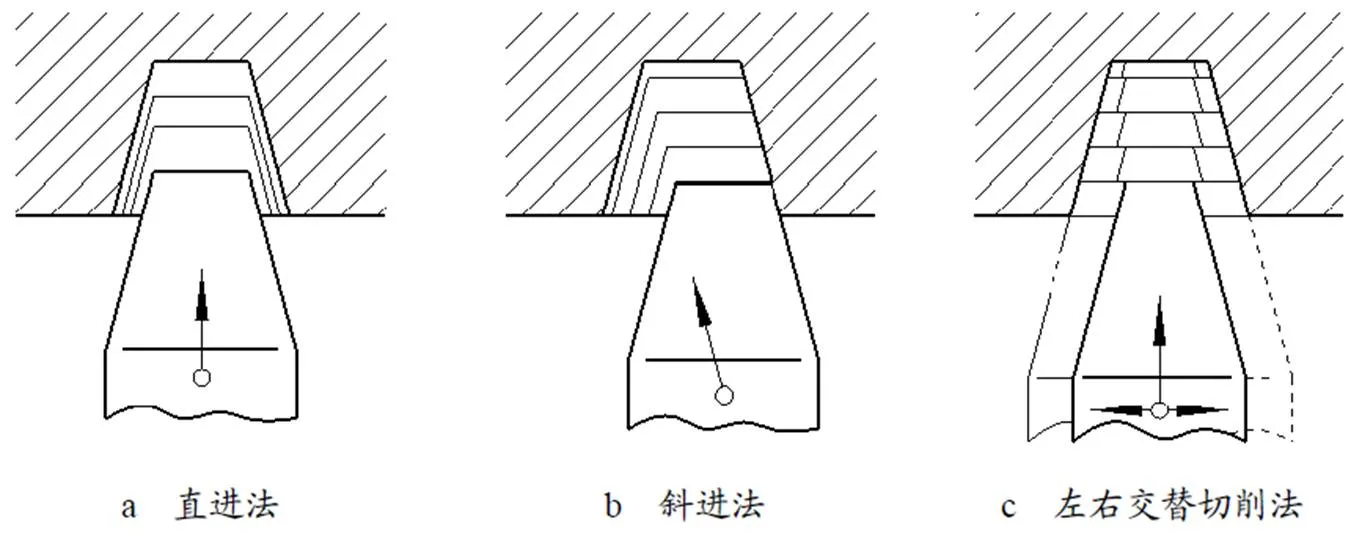
圖6 螺紋車削方法
2.3.3 基準帶加工
在缸筒加工時,需反復精修基準帶,基準帶的加工精度,會影響后續工序的加工質量,基準帶如圖7所示。
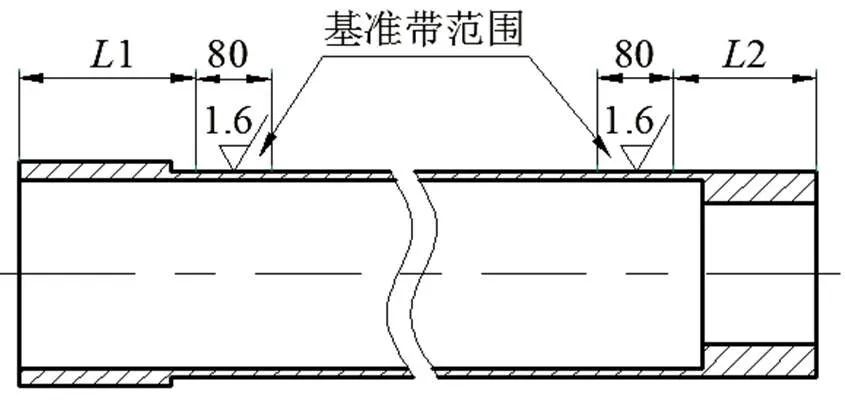
圖7 基準帶示意圖
基準的加工方法主要有以下幾種:
a. 精度要求不高的基準帶,可以采用一夾一頂方式直接加工成形,比如用于深孔鏜工序中的基準帶加工。
b. 精度要求高的基準帶,可以采用兩頂方式加工,具體過程:先在靠近主軸一側加工一條基準,然后掉頭,在主軸一側加工另一條基準帶,并進行精確測量。
c. 在能滿足加工精度的情況下,精度高的基準帶,也可采用一夾一頂的方式加工。加工時,應把尾座的壓力適當調小,一般約為1MPa,并依據實際設備情況進行適當調整。
2.3.4 其它注意事項
a. 精鏜完成后,先接刀,若所鏜內孔中心軸線偏差超過0.25mm,應選擇四個均布的點,并在相應位置標出具體偏差值,然后在主軸端重新精修外圓基準帶;
b. 在兩頂精車外圓時,為減少加工顫動現象,缸筒內壁可適當填充棉紗等,并用圓形PE板進行封堵,或者在內壁支撐減振工裝。
c. 在加工槽時,容易出現顫動現象,解決的主要的措施:一是選擇合適的刀具及加工參數,另一方面可以通過不斷調整轉速的方法,減少顫動現象。
3 加工效果

表1 加工效果對比表
通過上述綜合技術改進,螺紋、槽及基準帶的加工精度得到明顯提升。采用交替分層法加工螺紋,基本消除了加工過程的顫動現象,有效控制了加工變形。對槽壁進行光整加工,消除了槽寬帶梢現象,具體效果如表1所示。
4 結束語
通過對相關特征加工方法的優化完善,對刀具、工藝裝備、切削參數的優化選擇等,進一步提升了產品的加工質量,保證了產品的技術要求,為相似產品的加工提供了成功范例,具有很好的推廣價值。
1 王威. 薄壁缸筒擠壓穩態加工技術研究[J].航天制造技術[J],2016(3):51~55
2 胡增榮. 淺論薄壁液壓缸筒精加工夾緊變形問題[J].精密機械與制造,2010(3):53~55
3 劉獻禮,岳彩旭,翟元盛,等. 數控刀具選用指南[M].北京:機械工業出版社,2014
NC Machining Technology of Large Thin-walled Cylinder
Xu Junfeng Shen Guoqing Cao Yuanyuan Xiao Liyuan Duan Xuedong Yuan Haifang Yu Fei
(Shanxi Aerospace Qinghua Equipment Co., Ltd., Changzhi 046012)
Aiming at the key and difficult points in the process of NC machining, the processing process of three kinds of typical parts is analyzed in depth and systematically from the aspects of processing method, cutting parameter optimization, tool selection, clamping mode, equipment selection, deformation control and so on. The solving measures are put forward separately. The actual processing proves that the chattering phenomenon is effectively eliminated. The tool durability is improved, and the surface quality and accuracy requirements of the parts are guaranteed.
thin-walled cylinder;NC machining;accuracy control;quality
許軍鋒(1978),高級工程師,數控技術及應用專業;研究方向:數控編程、仿真及復雜零件數字化制造。
2019-02-27
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
