SDB80型地鐵車輛軸箱軸承壓裝問題分析
2019-07-03 09:42:32李茂原
現(xiàn)代商貿(mào)工業(yè) 2019年17期
關(guān)鍵詞:分析
李茂原
摘?要:對(duì)SDB80型地鐵車輛軸箱軸承壓裝劃傷問題、壓裝曲線跳噸進(jìn)行分析,根據(jù)摩擦潤滑、摩擦振動(dòng)理論和實(shí)踐經(jīng)驗(yàn),提出解決問題的措施。
關(guān)鍵詞:軸箱軸承;壓裝;跳噸;劃傷;分析
中圖分類號(hào):TB?????文獻(xiàn)標(biāo)識(shí)碼:A??????doi:10.19311/j.cnki.1672-3198.2019.17.095
1?引言
中車四方股份公司設(shè)計(jì)的SDB80型地鐵車輛應(yīng)用于多個(gè)城市軌道交通項(xiàng)目,車輛軸箱軸承采用壓裝的方式組裝。在車輛架、大修軸承檢修退卸過程中,發(fā)現(xiàn)少數(shù)軸承、車軸存在劃傷問題。以往軸箱軸承的壓裝使用移動(dòng)式壓力機(jī),壓裝力從壓力表上讀取,壓裝過程力不能實(shí)時(shí)記錄,難以提前發(fā)現(xiàn)壓裝潛在質(zhì)量問題。2016年開始,公司采用能實(shí)時(shí)記錄壓裝力并繪制壓力曲線的壓力機(jī)壓裝,通過研究壓力曲線,發(fā)現(xiàn)部分軸承壓裝過程中壓力曲線上升異常及壓力曲線存在壓力波動(dòng)(跳噸)問題。其中壓裝力上升異常的軸承退卸后,車軸、軸承易存在劃傷問題,劃傷嚴(yán)重的車軸及軸承不能修復(fù)導(dǎo)致產(chǎn)品報(bào)廢,壓力波動(dòng)(跳噸)導(dǎo)致產(chǎn)品組裝合格率降低,造成返工。因此,研究解決軸承壓裝壓力上升異常、跳噸問題對(duì)于降低軸承退卸劃傷率、提高軸箱軸承壓裝合格率有重要意義。
2?軸箱軸承壓裝簡介
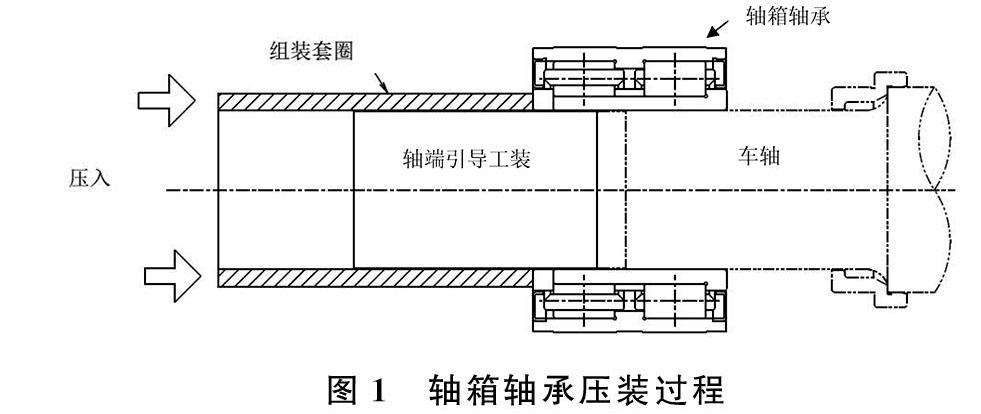
軸箱軸承壓裝過程為:清潔車軸軸頸并在距軸端60mm的范圍內(nèi)涂抹二硫化鉬潤滑劑,利用車軸端部三個(gè)螺孔及中心孔在車軸端部定位組裝軸端引導(dǎo)工裝,將軸承預(yù)組到軸端引導(dǎo)工裝上,然后用壓力機(jī)推動(dòng)組裝套圈將軸承壓入到車軸上(見圖1)。壓裝設(shè)備有移動(dòng)式壓力機(jī)和固定式壓力機(jī)兩種:移動(dòng)式壓力機(jī)可以自由移動(dòng),壓裝時(shí)通過壓力表讀取壓力值,壓裝時(shí)一次只能壓裝車軸的一端;固定式壓力機(jī)不能移動(dòng),具備實(shí)時(shí)顯示、記錄壓力功能,壓裝時(shí)車軸兩端可以同時(shí)壓裝。
3?存在問題
通過對(duì)固定式壓力機(jī)軸箱軸承壓力曲線進(jìn)行分析,壓裝過程主要存在以下問題。
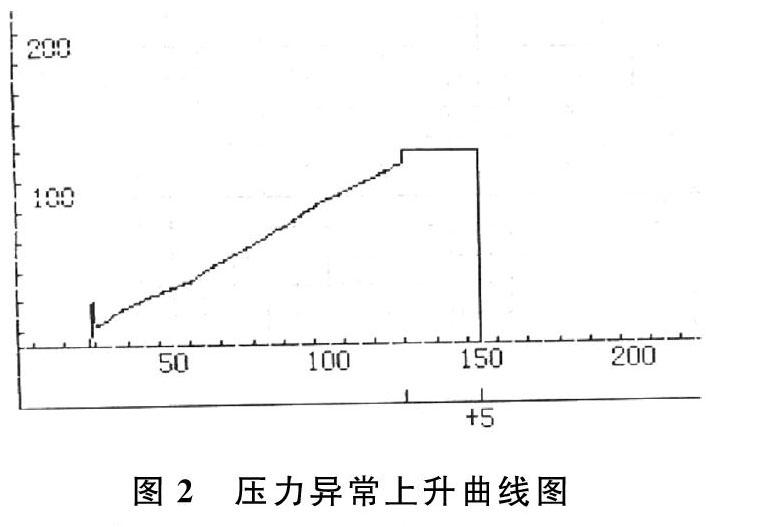
(1)壓裝力上升異常(見圖2),退卸后,車軸及軸承易出現(xiàn)劃傷,個(gè)別車軸、軸承劃傷嚴(yán)重,不能繼續(xù)使用。
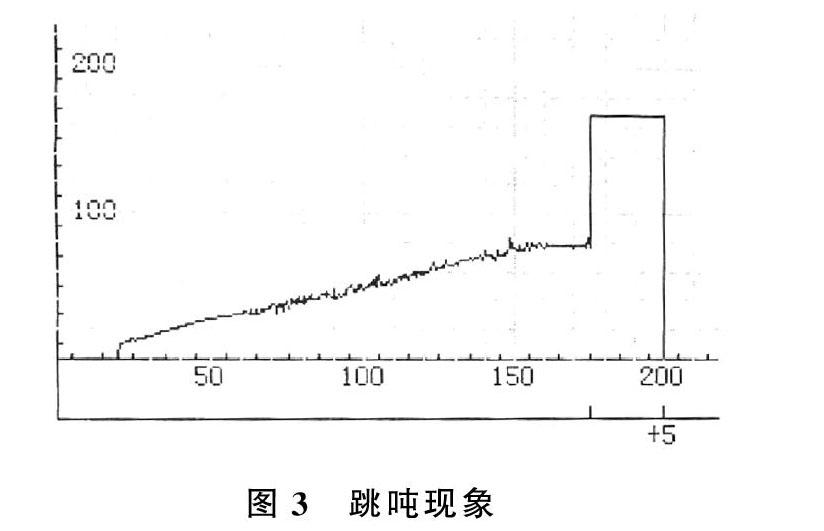
(2)壓裝曲線出現(xiàn)跳噸現(xiàn)象,波動(dòng)明顯(見圖3),在曲線波動(dòng)過程中,軸承相對(duì)于車軸時(shí)進(jìn)時(shí)停,出現(xiàn)振動(dòng)現(xiàn)象。跳噸的軸承退卸后一般無劃傷,但有的項(xiàng)目對(duì)壓力曲線有要求,影響壓裝合格率。
4?原因分析
4.1?影響軸箱軸承壓裝力的因素
軸承在壓裝過程中受力情況如下:
當(dāng)軸承壓入車軸軸頸中時(shí),壓裝力F主要包括兩部分:一部分是軸承內(nèi)圈與車軸軸頸配合部位因徑向正壓力產(chǎn)生的動(dòng)摩擦力F1;另一部分是車軸、軸承引導(dǎo)端斜角分別克服軸承、車軸彈性變形產(chǎn)生的軸向力F2。
F1的大小可用下式近似計(jì)算:
F1≈πdLpμ≈πdLμδE(R2-r2)/(4R2r)(1)
式中,d:車軸直徑,L:結(jié)合面的長度,p:徑向正壓力,δ:過盈量,E:彈性系數(shù),R:1/2軸承內(nèi)圈外徑,r:1/2軸承內(nèi)圈內(nèi)徑,μ:摩擦系數(shù)。
對(duì)于該型軸承及車軸,d、δ、E、R、r均為定值。勻速壓裝過程中,L的數(shù)值隨著壓裝的進(jìn)行均勻增加,μ主要與潤滑劑的選用及涂抹狀態(tài)有關(guān)。
F2的存在導(dǎo)致壓力曲線起點(diǎn)陡升以及曲線末端因軸承內(nèi)圈已逐漸完全壓入所產(chǎn)生壓力下降。
正常的壓力曲線前端起點(diǎn)陡升后基本沿一定的斜率上升,并在曲線的末端出現(xiàn)一定的緩慢下降,見圖4。
4.2?壓裝力異常上升原因分析
壓力異常上升的曲線(見圖3)主要存在以下幾個(gè)問題:(1)起點(diǎn)陡升過高。(2)起點(diǎn)陡升后曲線上升斜率過大,或者出現(xiàn)斜率逐漸變大的情況。(3)曲線末端無壓力降低現(xiàn)象。
異常上升的壓力曲線表明在正常的壓裝力以外,出現(xiàn)了一個(gè)額外的力阻礙軸承與車軸間相對(duì)移動(dòng),此種情況下,車軸及軸承配合表面大概率存在劃傷問題。因?yàn)閴貉b過程車軸、軸承劃傷后,需要更大的力克服車軸與軸承表面劃傷產(chǎn)生的塑性變形,而且劃傷的程度會(huì)隨著壓裝的進(jìn)行逐漸擴(kuò)大,所需要增加的壓裝力也越來越大。
造成這種現(xiàn)象有以下可能的原因:
(1)在壓入過程中,軸承未能對(duì)中,軸承與車軸配合部位徑向受力不均勻,受力大的部位潤滑膜破壞,車軸與軸承內(nèi)圈局部黏著損壞。經(jīng)過調(diào)查,對(duì)壓裝軸承的工裝及設(shè)備進(jìn)行檢查,可以排除軸承未能對(duì)中的可能。
(2)車軸軸頸前端或軸承內(nèi)圈引導(dǎo)端過渡存在加工接刀尖角,未圓滑過渡,使壓裝前端引導(dǎo)角度增加,壓裝引入瞬間,車軸引導(dǎo)端克服軸承內(nèi)圈彈性變形及軸承內(nèi)圈克服車軸彈性變形產(chǎn)生的軸向力F2增大,壓裝曲線前端可以看出出現(xiàn)較大的陡升。軸向力增大使得局部潤滑膜承受壓力加大,潤滑膜易被破壞,潤滑膜破壞后,在壓裝過程中沒有新的潤滑劑補(bǔ)充,車軸與軸承內(nèi)圈會(huì)發(fā)生黏著損壞。
該車型車軸前端引導(dǎo)斜角為1:3~1:5,過渡部分在車床上圓滑打磨,不存在接刀尖角。軸承內(nèi)圈引導(dǎo)部位圖紙上為最小R2.1mm的圓角,實(shí)際軸承圓角未能與內(nèi)圈表面圓滑過渡,有一個(gè)過渡區(qū),存在輕微尖角,具體見圖5。該軸承壓裝時(shí),僅在車軸上距軸端60mm范圍內(nèi)涂抹二硫化鉬。
壓裝開始后,車軸引導(dǎo)與軸承引導(dǎo)接觸,隨后車軸引導(dǎo)與軸承引導(dǎo)分別與車軸軸頸、軸承內(nèi)圈接觸并相對(duì)移動(dòng),因車軸初始涂抹潤滑劑較厚,軸承內(nèi)圈將潤滑劑在車軸軸頸表面推動(dòng)并在軸承引導(dǎo)端與車軸結(jié)合部聚集,此時(shí)潤滑劑在車軸軸頸表面從軸承引導(dǎo)端到車軸引導(dǎo)端逐漸變少,見圖6。
當(dāng)軸承引導(dǎo)端存在尖角時(shí),軸承內(nèi)圈經(jīng)過的車軸部位潤滑油膜易磨損破壞,車軸與軸承內(nèi)圈表面潤滑惡化,特別是車軸引導(dǎo)端最為惡劣,隨著壓裝的進(jìn)行,車軸引導(dǎo)端與軸承內(nèi)圈最先開始發(fā)生黏著劃傷,隨后劃傷進(jìn)一步擴(kuò)大(見圖7)。
4.3?壓力曲線跳噸原因分析
跳噸現(xiàn)象是一種復(fù)雜的摩擦振動(dòng)現(xiàn)象,由于摩擦副的支承彈性影響,滑動(dòng)摩擦過程中常出現(xiàn)摩擦振動(dòng)。發(fā)生摩擦振動(dòng)的宏觀條件是存在下降的摩擦系數(shù)速度特性,在一定的速度范圍內(nèi),摩擦系數(shù)隨速度增大呈現(xiàn)下降現(xiàn)象。
國內(nèi)有研究表明,產(chǎn)生壓裝跳噸的原因?yàn)閴貉b臨界速度V0大于組裝速度。V0可以用下式近似計(jì)算:
V0=πdLδEΔf(R2-r2)8rR2πξkm(2)
其中ξ為阻尼比,k為傳動(dòng)系統(tǒng)的剛度,與設(shè)備有關(guān),Δf為車軸與軸承結(jié)合面動(dòng)、靜摩擦系數(shù)之差。
從公式(2)可以看出,在車軸、軸承及設(shè)備選定的情況下,m、k、ξ、E、d、R、r、δ均為定值。臨界速度隨著壓裝行程L的變大而變大,在壓裝后期,易出現(xiàn)臨界速度大于壓裝速度的情況,就會(huì)產(chǎn)生跳噸現(xiàn)象。Δf為車軸與軸承結(jié)合面動(dòng)、靜摩擦系數(shù)之差,潤滑方法的改變也能對(duì)軸承跳噸現(xiàn)象產(chǎn)生影響,充分潤滑的情況下,動(dòng)靜摩擦系數(shù)差相對(duì)較大,潤滑不充分的條件下,動(dòng)靜摩擦系數(shù)差值相對(duì)較小。
5?改進(jìn)措施
從以上各影響因素綜合分析,通過改進(jìn)軸承引導(dǎo)角、改善潤滑方法可以減少壓裝劃傷的問題。通過降低車軸與軸承配合表面動(dòng)靜摩擦系數(shù)、提高壓裝速度可以減少壓裝過程中的跳噸現(xiàn)象,具體改進(jìn)措施如下。
(1)改進(jìn)軸承引導(dǎo)角,在軸承內(nèi)圈的加工要求中增加打磨要求,將軸承引導(dǎo)部分的圓角與內(nèi)圈內(nèi)徑接觸部位圓滑打磨處理,見圖8所示。
(2)改善潤滑,針對(duì)壓裝過程中車軸引導(dǎo)端相對(duì)潤滑不良的情況,同時(shí)考慮到避免潤滑劑對(duì)軸承油脂的污染,在軸承引導(dǎo)端20mm范圍內(nèi)涂抹蓖麻油,在壓裝過程中,蓖麻油會(huì)在車軸引導(dǎo)端聚集,改善車軸引導(dǎo)端的潤滑,改善后壓裝過程中的潤滑情況見圖9。
(3)提高壓裝速度,使壓裝速度大于突進(jìn)的臨界速度V0。
改善潤滑后,車軸與軸承表面動(dòng)靜摩擦系數(shù)差增大,壓裝過程中軸承更容易突進(jìn)。通過試驗(yàn)驗(yàn)證,將軸承壓裝速度由90mm/min提高到150mm/min,該型軸承的壓裝跳噸問題得到很好的改善,軸承跳噸率降低到4%以內(nèi)。
6?實(shí)施效果
通過采取上述改進(jìn)措施,有效避免了軸承壓裝時(shí)壓力上升異常、車軸與軸承劃傷問題,降低了壓力曲線跳噸現(xiàn)象,使軸承壓裝一次合格率達(dá)到96%,有效控制了軸箱軸承壓裝質(zhì)量,產(chǎn)生顯著的社會(huì)效益及經(jīng)濟(jì)效益。
參考文獻(xiàn)
[1]GB/T 5371-2004.極限與配合、過盈配合的計(jì)算和選用[S].
[2]溫詩鑄,黃平.摩擦學(xué)原理[M].北京:清華大學(xué)出版社,2012.
[3]戴曙.金屬切削機(jī)床[M].北京:機(jī)械工業(yè)出版社,1993.
[4]劉秩勛.車輛輪對(duì)組裝中跳噸現(xiàn)象的分析[J].機(jī)車車輛工藝,2000,(2).
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
財(cái)經(jīng)界(學(xué)術(shù)版)(2015年20期)2015-12-23 09:20:13
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(bào)(社會(huì)科學(xué)版)(2014年3期)2014-04-16 04:38:31
