LNG運(yùn)輸船螺柱焊對(duì)壓載艙油漆影響的試驗(yàn)
2019-07-03 09:34:00
船海工程 2019年3期
(招商局郵輪制造有限公司,江蘇 海門 226116)
本單位承建的45 000 m3LNG運(yùn)輸船為全球首制A型罐的運(yùn)輸船,其中液貨艙內(nèi)的絕緣圍護(hù)系統(tǒng)中采用螺柱焊的方式固定冷熱絕緣板。螺柱焊是將螺柱一端與鋼材表面接觸,通電引弧,使螺柱斷面和相應(yīng)的工件表面被加熱到熔化狀態(tài),達(dá)到適當(dāng)溫度時(shí),將螺柱擠壓到熔池中[1],在瓷環(huán)的作用下形成焊接接頭,具有經(jīng)濟(jì)、省時(shí)、操作簡(jiǎn)便的優(yōu)點(diǎn),工作原理見(jiàn)圖1。

圖1 螺柱焊原理示意
由于LNG運(yùn)輸船的結(jié)構(gòu)特點(diǎn),液貨艙壁鋼板的反面就是空艙及涉及到PSPC[2]規(guī)范的壓載艙區(qū)域。壓載艙內(nèi)的油漆類型為環(huán)氧,一般環(huán)氧油漆的耐熱溫度為60~150℃[3],螺柱焊接過(guò)程中由于熱量的傳遞,可能會(huì)對(duì)鋼板反面的油漆造成燒損,對(duì)油漆的正常服役造成威脅。并且螺柱焊對(duì)反面油漆的燒損比較輕微,肉眼不易發(fā)現(xiàn),全船一共有數(shù)萬(wàn)個(gè)螺柱焊的焊接點(diǎn),排查油漆是否燒損很不現(xiàn)實(shí)。為此,根據(jù)螺柱焊的參數(shù)特點(diǎn)、鋼板的板厚、漆膜的厚度等特征,設(shè)計(jì)一套試驗(yàn)方案,試驗(yàn)驗(yàn)證特定焊接參數(shù)下螺柱焊接對(duì)不同板厚反面油漆的影響。
1 試驗(yàn)設(shè)備、材料
材料:25 cm×25 cm規(guī)格鋼板6組,板厚分為10~13.5 mm鋼板各6塊,總共36塊
油漆:JOTAPRIME 510(鋁紅色/灰色),直徑10 mm不銹鋼螺柱,陶瓷圈。
設(shè)備:FLUKE t3000FC接觸式溫度測(cè)量?jī)x,Elcometer 456涂層測(cè)厚儀,Elcometer108液壓式拉拔測(cè)試儀,陰極剝離測(cè)試設(shè)備及容器1套。
焊接設(shè)備:NELSON STUD WELDING Series 4500 Model 101。
2 試驗(yàn)方法
1)對(duì)鋼板進(jìn)行沖砂處理(達(dá)到Sa21/2標(biāo)準(zhǔn)[4]),在鋼板的一面噴涂?jī)啥菾OTAPRIME 510油漆,第一度為鋁紅色、第二度為灰色,膜厚控制在(320±20)μm范圍內(nèi),油漆硬干后,在涂層表面選取一處膜厚最接近320 μm的點(diǎn)(A1),并在選取點(diǎn)的反面敲上樣銃點(diǎn),作為后續(xù)螺柱焊的焊接點(diǎn)(A2)。另在涂層上隨機(jī)選取一處(B1點(diǎn)),并將油漆打磨至裸露鋼板,在選取點(diǎn)反面敲上樣銃點(diǎn),作為另一個(gè)后續(xù)焊接點(diǎn)(B2點(diǎn))。見(jiàn)圖2。

圖2 試驗(yàn)所用鋼板及試驗(yàn)選取點(diǎn)
2)在鋼板邊角處油漆打磨至裸露鋼板,露出兩處接地區(qū)域。
3)調(diào)整焊機(jī)參數(shù),選用實(shí)際制造中所使用的參數(shù),將焊接接地鉗夾在試板裸露處。
4)選擇10 mm的試板,先在試板A2點(diǎn)處焊接第一根螺柱,同時(shí)將FLUKE t3000FC接觸式溫度測(cè)量?jī)x的傳感端緊靠A1點(diǎn),測(cè)量并記錄從焊接前到焊接完成后A1點(diǎn)溫度的變化;然后在B2點(diǎn)處焊接第二根螺柱,同時(shí)將FLUKE t3000FC接觸式溫度測(cè)量?jī)x的傳感端緊靠B1點(diǎn),測(cè)量并記錄從焊接前到焊接完成后B1點(diǎn)溫度的變化。
5)同理完成10.0 mm試板中剩下的5塊板的試驗(yàn),以及不同板厚各組試板的試驗(yàn),并記錄溫度變化曲線。
3 試驗(yàn)及數(shù)據(jù)分析
3.1 螺柱焊溫度曲線分析
FLUKE t3000FC接觸式溫度測(cè)量?jī)x記錄了焊接過(guò)程中,焊點(diǎn)反面的溫度變化,見(jiàn)圖3。
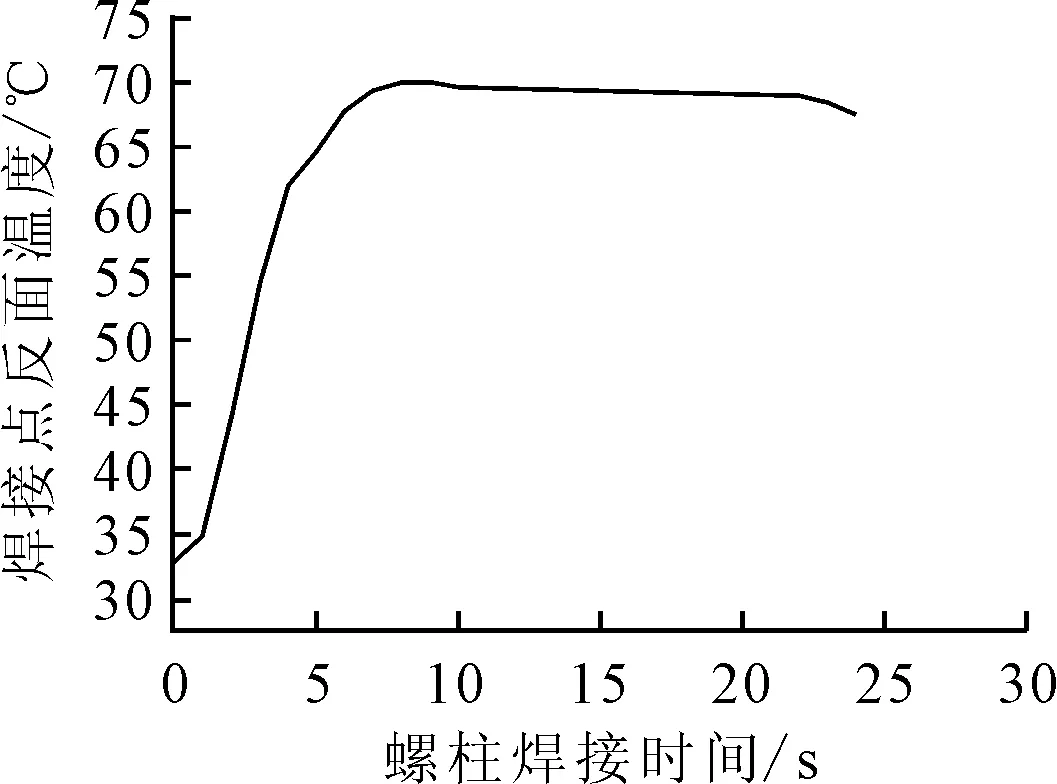
圖3 螺柱焊前后鋼板反面溫度變化
由圖3可知,在螺柱焊后,鋼板反面的最高溫度為短時(shí)性的,所以在測(cè)出焊接點(diǎn)反面最高點(diǎn)的溫度,再與油漆的最高耐熱溫度相比較,就能初步得出涂層在一定厚度的鋼板上耐螺柱焊高溫的能力了。
3.2 涂層耐熱分析
焊接時(shí)間選定為450 ms,焊接電流大小為600 A,通過(guò)測(cè)量螺柱焊過(guò)程中A1、B1點(diǎn)的溫度,得出A1,B1點(diǎn)最高溫度范圍見(jiàn)表1。
查閱佐敦涂料公司關(guān)于JOTAPRIME 510的技術(shù)參數(shù),得到JOTAPRIME 510最高耐熱溫度為140℃,表1中10.0,11.0,11.5 mm厚度的鋼板在試驗(yàn)中出現(xiàn)了A1/B1點(diǎn)溫度超過(guò)140 ℃的,可知此焊接參數(shù)下的螺柱焊會(huì)對(duì)這3種厚鋼板反面的油漆造成損壞[6],后續(xù)只對(duì)更高板厚的鋼板進(jìn)行附加測(cè)試。

表1 各板厚上A1/B1點(diǎn)螺柱焊后最高溫度
3.3 涂層拉拔試驗(yàn)分析
選取12.0,13.0 mm厚的試板,參照ISO 4624標(biāo)準(zhǔn)[6]對(duì)螺柱焊點(diǎn)反面的油漆進(jìn)行拉拔試驗(yàn)。試驗(yàn)結(jié)果見(jiàn)表2。
通常情況下PSPC對(duì)壓載艙涂層層間結(jié)合力要求為3.5 MPa,試驗(yàn)數(shù)據(jù)遠(yuǎn)高于3.5 MPa,可認(rèn)定螺柱焊對(duì)板厚分別為12 mm以上厚度鋼板反面涂層的結(jié)合力無(wú)影響。
3.4 涂層陰極剝離試驗(yàn)分析
參考ISO 15711 Method B標(biāo)準(zhǔn)[7]對(duì)板厚為12,13 mm鋼板上的涂層進(jìn)行陰極剝離試驗(yàn),試驗(yàn)中將鋼板裸露處用油漆覆蓋后浸沒(méi)在模擬海水[8]中,6個(gè)月后取出對(duì)焊接點(diǎn)反面涂層進(jìn)行剝離蠕動(dòng)檢測(cè),并對(duì)浸沒(méi)后的涂層再次進(jìn)行拉拔試驗(yàn),結(jié)果見(jiàn)表3。
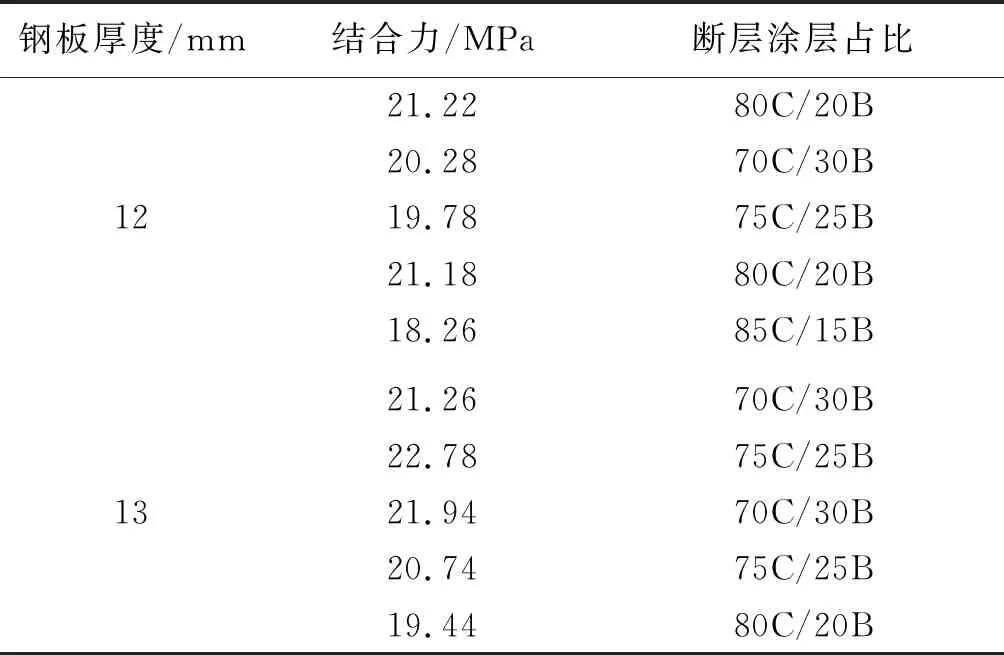
表2 12/13 mm鋼板A1點(diǎn)處涂層結(jié)合力

表3 12/13 mm鋼板A1點(diǎn)處陰極剝離試驗(yàn)結(jié)果
觀察焊點(diǎn)反面涂層表面后,未發(fā)現(xiàn)有起泡現(xiàn)象,PSPC對(duì)涂層陰極剝離的要求為≤8 mm,可見(jiàn)試驗(yàn)結(jié)果滿足PSPC要求,認(rèn)定12.0、13.0 mm厚試板焊點(diǎn)反面的涂層仍然具有原有的性能。
4 結(jié)論
在船舶工程人員的常規(guī)認(rèn)識(shí)中,螺柱焊產(chǎn)生的熱量會(huì)在鋼板中迅速傳播,鋼板反面的溫度在焊接的一瞬間達(dá)到最高值。而本試驗(yàn)表明,螺柱焊產(chǎn)生的熱量在鋼板中緩慢傳播,鋼板反面的溫度在數(shù)秒內(nèi)達(dá)到極值,然后逐漸下降。
此試驗(yàn)可以確定出螺柱焊會(huì)燒損反面油漆的臨界板厚,對(duì)于低于臨界厚度的鋼板,應(yīng)盡量在分段涂裝施工前將螺柱焊進(jìn)行定位,并對(duì)定位處反面進(jìn)行緩?fù)刻幚恚粚?duì)于高于臨界板厚的鋼板,無(wú)需提前定位,按正常程序施工即可。此方法可降低項(xiàng)目涂裝的施工難度,減少施工成本,保證壓載艙的涂層質(zhì)量。
由于此系列試驗(yàn)周期較長(zhǎng),需在項(xiàng)目初期提前策劃,宜在確定焊接參數(shù)、油漆品種和板厚后進(jìn)行,以滿足船舶生產(chǎn)進(jìn)度的要求。