紫激光CTP的發展和使用特點
2019-07-02 16:41:56張文榮
今日印刷 2019年1期
張文榮
CTP技術是將電子印前處理系統(CEPS)或者彩色桌面系統(DTP)中編輯的數據直接轉移到印版的制版技術。
我國CTP技術的應用,早期是銀鹽、熱敏和光敏三大技術同時展開。隨著大功率激光器的推出,逐漸形成以830nm紅外激光為掃描光源的熱敏CTP技術和以405nm紫激光為掃描光源的紫激光CTP技術兩大體系。
而在2010年,UV-CTP因為可以使用傳統PS版材改進制作工藝、降低版材成本而大受國內黑白書刊市場的青睞,似乎CTP行業又迎來了一匹黑馬。據統計,2008年全國UV-CTP版產量僅為100萬平方米左右;到了2011年,UV-CTP版產量再次翻番,達到4000萬平方米,占當時熱敏CTP產量約10%。因為UV-CTP制版機比普通CTP制版機價錢要高,但是國內企業為了推廣UV-CTP,紛紛采用零元購機、分期付款等寬松的銷售策略。這讓一直追求成本,卻在印刷質量方面并沒有更高要求的從事包裝及黑白書刊等活件的印刷企業,因為不斷下降的工價而找到了救命稻草。但是因為不斷萎縮的紙媒市場,在印刷企業的重價不重質的傳統趨勢下,也是無奈的選擇。
而隨著國外環保政策的要求,銀鹽版材的產量限制,銀鹽版材在國內也開始銷聲匿跡。這時候似乎國內又開始出現有熱敏、光敏和UV-CTP的三駕馬車并駕齊驅的場面。但是自2012年以來國內熱敏版材價格“腰斬”,UV-CTP的使用因為無成本優勢也逐漸退卻。另一方面以噴墨CTP、熱燒蝕CTP為代表的新型CTP也來分食低端出版市場。
現如今國家環保勢在必行,印刷廠的污染屢見報端,數碼印刷呼之欲出。但是對于一個傳統印刷包裝行業來說,轉型之路何其漫長。但是相當長的一段時期,熱敏和光敏CTP還將是傳統印廠的主要出版方式。熱敏版材因為成像質量穩定、產量高、價格親民,一直占據商業印刷主導市場。但是光敏CTP在出版速度快和耐印力高等方面的優勢也讓它在報業和書刊市場占據一席之地。而且紫激光版材也出現了免化學處理的顯影方式,進一步解決了環保方面的問題。
現筆者就自己在紫激光CTP使用方面的使用心得進行解析:
紫激光CTP版材由水溶性的樹脂層(OC層)、感光高分子層、氧化鋁層以及經過電化學粗化和陽極氧化處理的鋁基底層組成,如圖1所示。其中OC層可起到保護版面、穩定感光高分子層的作用,同時還具有減少空氣中的氧氣與感光高分子層直接接觸從而使聚合過程順利進行的作用。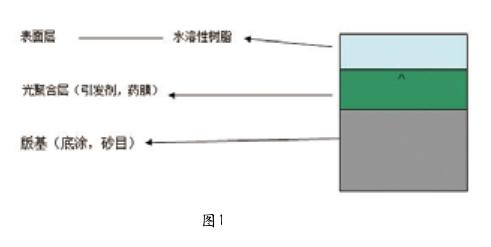

紫激光CTP的成像特點:
紫激光CTP版材屬于光聚合版,經405nm波長紫激光聚合后,曝光區域的感光材料層發生聚合反應而凝固,成為圖文;未曝光區域經顯影毛刷作用后被除去,形成印版空白部分(版基),由于光聚合層存在一定的厚度,紫激光CTP的光在進入藥膜層曝光時會發生散射現象。因為版材的感光高分子層為感光聚合型,散射形成的擴散光暈會影響網點的邊緣輪廓,導致印版上網點形狀產生一定程度的擴大,但因為圖文網點邊緣增大部分,基本屬于散射的激光形成的聚合作用,從而接受的聚合光量不一定會達到120μj,所以沒有足夠的曝光而固化不實,如果版材這一部分在印刷機的摩擦下易產生開機磨損掉網。因為這點磨損對于暗調可能沒有影響,但是在高光部分會產生網點差異,從而偏色甚至產生掉網。如果這一過程對比熱敏CTP版材,那結果會是怎么樣呢?我們來看,熱敏版材屬于光分解型,即熱敏版材的藥膜會在830nm波長的激光熱量下發生被燒蝕現象,藥膜材料的變化是有一個臨界“閥值”,當藥膜溫度到達“閥值”了,就發生“被燒蝕”,如果沒有到達就無變化,所謂的光源散射不會對印版有任何影響,這種特性使熱敏CTP印版的網點增大較小,網點更加清晰和銳利。
所以在成像的原理上兩者是有區別的,也正是這樣的差異我們在使用紫激光的時候才需要注意方法和要求。
經過對紫激光、熱敏CTP版材的對比可以看出,紫激光CTP版材顯影后的網點增大較多,且增大部分固化不牢,如果用此時的出版效果上機印刷必然會生一些問題。
在實際生產中,必須規范使用CTP技術,除了制版的環境溫濕度的要求,制版機的激光量,顯影機毛刷壓力,顯影時間等都與出版質量息息相關,每一過程都需要按照要求來做。
實際案例:
曾經就有一家印廠,使用紫激光設備的安全燈時沒有按廠家要求的黃光燈,而發生問題。問題是一家新安裝紫激光設備的廠家,因為之前客戶使用的是銀鹽光敏版材,操作人員的使用經驗算是比較豐富了。但是開始用紫激光版材的時候總是無法通過網點的測試,因為技術部來測量版面網點的時候發現上午量好的網點,晚上出版的話總是會低2%~3%(50%處)。因為檢查本身版材、設備和藥水及其環境的溫濕度,都是比較規范的。因為生產是在晚上,且沒有發現批量性的問題,生產暫時沒有強烈的反饋。而就在一個月后,設備廠家來驗收設備的時候,技術部給出的結果是不予通過驗收,因為技術部測量版面網點總是和實際生產的有所差異。為了找出問題所在,驗收部門聯系了廠家工程師和技術部,生產部門三方一起來晚上測試出版,結果和生產的網點是一致的,并無太大變化。那么為什么白天技術部門自己測試的時候總是出現差異呢?是不同人員的操作問題嗎?似乎網點差異沒有什么規律,不局限于某一個批次的版材或者是人員。
答案揭曉:最后經過廠家技術人員跟單,發現白天技術部門測試的方式和晚上是一樣的。因為紫激光的版材要求的標準的黃光燈工廠不達標,晚上的時候生產是沒有問題,但是白天技術部在測量的時候因為受室外強光和不規范的黃燈的雙重作用下就影響到了版面感光,進而影響到測量的網點。接下來就是重新規范車間的遮光窗簾和規范的黃燈,問題沒有再發生。
而今天我們來看一下在CTP設備和外部環境都處于良好狀態的情況。
制版過程的質量控制技巧
1.CTP和沖版參數的確定
CTP機的曝光參數既能量大小關系光敏藥膜的聚合程度,所以需要調節合適,能量小了聚合不夠,容易產生網點不足和耐印力下降問題,能量大了會造成藥膜交聯過度而產生糊版問題。而沖版機的預熱高低也和藥膜固化有關。因此,如何確定曝光、顯影參數至關重要。一般來說,版材供應商都會提供自己的產品使用說明,提供其版材的感光性能、顯影條件等信息。還會由專門的技術服務人員來幫助調節。但在實際使用中,還要廠家根據各自制版機和沖版機的實際情況來確定曝光、預加熱和顯影參數。
CTP機的使用條件也較為嚴格,因為紫激光的激光器和熱敏激光器的能量完全不在一個等級上,所以它會受溫濕度的影響,而規范的目的是保證激光器的穩定性。因為車間溫度偏高版材的感度會升高;溫度太低,感度會有所降低。所以,標準溫度應控制在25℃±2℃,相對濕度小于60%,如果相對濕度超過70%,容易在版面形成“水霧“,也會對版材的感度有影響,如果濕度太大也會破壞版面表層的水溶性樹脂層,減少了對版面感光藥膜的保護。
2.富士灰梯尺的使用
使用富士公司Fuji15級灰梯尺,用透明膠帶緊密地貼在測試版上,選定一個曝光值進行曝光,然后在安全黃光下取出灰梯尺,將測試版放入沖版機進行正常的顯影沖洗,出來后,觀察版面3級實地,則說明曝光參數基本正常,曝光的能量是達到版材聚合要求的,如果4級以上是實地,則說明曝光過度,需要減少曝光量;如果3、4級開始泛白,說明曝光不足,需要增加曝光量。在這個過程中需要注意的是,顯影出來的測試版材最好再用棉布浸泡一些顯影液對實地部分進行反復擦拭,要保證所選定的實地是擦不掉的,不過據工程師建議,本身版材的聚合也是有一個寬容度的,不會嚴格按照梯級的實地來判斷,還要對比顯影的狀態,包括藥水的濃度(pH值)、溫度,而對于不同供應商版材的測試版,實地的級數會有所差異,需要由版材生產廠家給出建議,不能一概而論。
3.預熱溫度的控制
預熱溫度的過程是讓曝完光的圖文部分固化下來,讓其更加耐印,因為其直接關系到印版的耐印力,所以對于報社印刷來說尤其關鍵,報社一般都是要求出版的速度要快,嚴格控制停機次數,如果因為耐印力不足需要更換版材,那么對時效性來說就沒有了優勢,預熱溫度通常由供應商提供。要注意的是廠家給出的是在它們的鋁基上達到的預熱溫度是多少,一般為100℃左右。而生產設備上的只是一個設定溫度,因為根據不同鋁基,不同的走版速度,到達版面溫度是會有差異的,最標準的就是在版材的背面貼上測溫條,印版沖洗后觀察測溫條上顯示的實際到版溫度,以此為基礎調節沖版機的預熱溫度或者是沖版速度。但是因為受不同品牌沖版機的影響,預熱部分的溫度不是固定不變的。剛開始,第一張版的到版溫度是最高的,隨著制版的連續進行,后面的到版溫度開始降低逐漸至平穩。所以要考慮生產出版的連續性,而沖版機的進版方向的版頭和版尾通常情況下會有10℃~15℃的溫度波動。當然,到達版面溫度過高,印版容易產生底灰或糊版;到達版溫度過低,感光層的樹脂交聯不夠,印刷時也容易磨版。
4.印刷色靶
這一點是和熱敏CTP版材一樣的,在曝光和顯影條件確定后,在每天制版前輸出帶有測控條的測試版來控制印版的質量,也可以把測控條放在每張版的非印刷區域,通過IC-Plate來測試網點和一些監控測試圖來觀察藥水濃度變化和查看是否有糊版現象。
5.顯影中各參數的設定和監測
紫激光CTP版顯影工藝為:紫激光CTP版→預熱(100℃±6℃→前水洗→顯影→水洗→擦保護膠→干燥。其中,各環節都需要正確設定相關參數。
注意檢查預水洗是否干凈,否則版材最外面OC層可能會去除不干凈,預水洗后的膠輥會發粘,水溶性樹脂會帶到版面上;藥水溫度應為28℃±2℃,pH值為12±0.25。
在顯影過程中還需要注意:①隨著處理版材數量的增加和與空氣中二氧化碳接觸時間的延長,顯影液的處理能力會逐漸疲勞,所以在沖版過程中會有補充量的設定;應該是根據實際的機型大小和處理版材的量來設定,控制目標的pH值為12±0.25。
6.印版曲線的測量
根據我們上面的介紹,光聚合版材出版后不可避免地會產生網點增大的問題。不同的版材,網點擴大率是不同的,因此必須對網點做線性化校準。因為和熱敏的成像網點和曲線差異較大,所以下面再介紹一下光敏版材的線性制作。
而制作紫激光CTP印版網點補償曲線時,因為直接顯影出來的版材的網點會存在虛邊問題,所以直接出版后的網點可能會與實際的網點存在差異,所以我們應該去除顯影后網點的“虛假”邊緣后再測量,這樣才能得到真實的網點校正曲線。
驗證方法:去除網點的“虛邊”現象
為了驗證是否版材存在“虛邊”現象,我們分別出兩張相同的版材,版面有1%~100%的網點的測試色塊.一張版材直接測量網點作線性,另一張版材用清水擦拭后測量網點后,再作線性。
通過以上兩組數據來看,第一組屬于出版后直接測量版面網點,而第二組是出版后用水直接擦拭版材表面,兩組數據分別作一條曲線,很明顯兩組數據做出的曲線更接近廠家工程師給出的版材工廠的45度角的曲線。
通過對比數據,我們發現用第二組數據明顯更接近于版材本身的線性,所以印版曲線制作完成那就可以獲得可靠的網點數據來印刷了。
而實際應用過程中,要想保證網點補償曲線的準確性,除了正確地測量方法和技巧,還要關注設備的維護,激光能量校正、顯影藥水進行及時監測;當使用不同批次版材的時候進行一次線性化的驗證。
總結
縱觀紫激光的發展,405nm的紫激光波長短,屬于冷光源,光源的穩定性更好,適用于光聚合紫激光版材曝光成像的激光器功率只有30~60mW,僅為熱敏CTP激光器功率的千分之一.也是這些先天優勢讓它一直在報業生產中有不可替代的作用.但電子媒體的發展和環保數碼刷的大趨勢下.熱敏版材已經開始轉向完全免處理版材,紫激光也出現了免化學藥品處理版材,但就目前報業系統的模式來說,紫激光應該還是較為理想的選擇。
作者單位:富士膠片(中國)投資有限公司深圳分公司
