電弧焊接鋼板過程中光譜強度研究
2019-06-27 01:48:48張鵬波陳文志王朔侯力銘蔡宏吉
科技創(chuàng)新與應(yīng)用 2019年8期
張鵬波 陳文志 王朔 侯力銘 蔡宏吉

摘? 要:利用光譜法研究電弧焊接鋼板過程中焊接光譜強度的周期性變化規(guī)律,在相同的焊接條件下得到了光譜峰值強度與時間的關(guān)系,分析得出焊接光譜峰值的周期性變化規(guī)律,其周期性變化過程與焊接過程的熔滴過渡過程機理相對應(yīng),同時其波峰強度值隨波長的規(guī)律性變化與焊接過程離子濃度的變化規(guī)律相吻合。
關(guān)鍵詞:電弧焊接;光譜法;周期性變化;熔滴過渡
中圖分類號:O433.4 文獻標(biāo)志碼:A? ? ? ? ?文章編號:2095-2945(2019)08-0063-03
Abstract: The periodic variation of welding spectral intensity in the process of arc welding steel plate is studied by spectroscopy. the relationship between spectral peak intensity and time is obtained under the same welding conditions, and the periodic variation law of welding spectral peak value is obtained. The periodic change process corresponds to the droplet transfer process mechanism of the welding process, and the regular change of the wave peak intensity with the wavelength is consistent with the change of ion concentration in the welding process.
Keywords: arc welding; spectroscopy; periodic change; droplet transfer
引言
在機械產(chǎn)品的生產(chǎn)和制造工藝中,焊接技術(shù)是至關(guān)重要的一個環(huán)節(jié)。目前隨著技術(shù)的發(fā)展已有了多種焊接方法,焊接水平也在不斷的提高中,伴隨著我國在航空航天和海洋勘探等領(lǐng)域的發(fā)展,焊接的重要性和需求將會日益凸顯。
電弧是在十九世紀(jì)末被作為一種氣體導(dǎo)電的物理現(xiàn)象而發(fā)現(xiàn)的,隨著社會需求的不斷發(fā)展,出現(xiàn)了不同形式的焊接方式。CO2氣體保護焊具有高效、節(jié)能、成本低、工件變形小等優(yōu)點,現(xiàn)己成為焊接碳鋼、低合金結(jié)構(gòu)鋼的最常用方法。目前激光焊、等離子體焊、雙絲焊等焊接方式也已越來越普及。
天津大學(xué)李俊岳,楊運強[1,2]等人研究了電弧光譜測控的基本原理,給出了相應(yīng)的公式推導(dǎo),并研究了在焊接電弧氣氛實時測控方面的應(yīng)用。取得了優(yōu)異的成果。Haidar[3]建立了熔滴生成過程的二維時變模型,該模型考慮了重力、表面張力、電磁力、送絲速度以及保護氣體流量等因素。此外,還采用該模型模擬及分析了氬氣保護下熔滴由液滴過渡向噴射過渡轉(zhuǎn)變的機理。Jone[4]基于拍攝的熔滴圖像建立了熔滴形狀及其過渡的動態(tài)模型,從理論上分析了電磁力對熔滴形狀及熔滴過渡的作用。美國愛迪生焊接研究所(EWI)[5,6,7]在90年代末期對304型不銹鋼的活性焊劑焊接進行了試驗研究。本文基于光譜法探究電弧焊接過程中焊接譜線隨時間的變化規(guī)律,根據(jù)其譜線的周期性變化趨勢以及等離子體變化規(guī)律,分析焊接過程中機理變化,深入揭示電弧焊接鋼板過程內(nèi)部的物理過程。
1 實驗原理
電弧焊接是一個非平衡的、瞬時的、極不均勻的物理化學(xué)過程,焊接過程會產(chǎn)生溫度、亮度極高的弧光和強磁場強電場。所以對于焊接電弧的實驗檢測是十分困難和有限的,因此利用一種新的方法對焊接電弧進行深入、細致的研究,揭示焊接電弧內(nèi)部物理化學(xué)過程具有非常重要的意義。
與一般熱源相比較,焊接電弧所處的應(yīng)用環(huán)境十分復(fù)雜。首先,焊接電弧區(qū)間氣體溫度非常高,通常為3000K-30000K[8],很難進行直接測量,一般只能進行間接測量;同時會產(chǎn)生電源波動、氣流變化等擾動,且大部分的擾動無法去除,實驗數(shù)據(jù)的測量就會存在時變性,而且時變速度往往很大;焊接電弧成分復(fù)雜,由保護氣體成分、電極材料產(chǎn)生的金屬蒸汽以及雜質(zhì)氣體組成,包含有分子、原子、離子、電子等多種粒子,被認為是最難測的溫度段。由此可知對于內(nèi)部狀態(tài)的各種運動過程的參數(shù)測量是十分困難的,只能通過間接手段推斷等離子體內(nèi)部的情況,上述特點為焊接電弧的光譜法診斷提供了十分廣闊的應(yīng)用前景。光譜法是針對等離子體輻射的一種測量分析方法,其原理是借助光譜儀器將電弧輻射信號分解為光譜信號,再根據(jù)光譜強度與電弧等離子體內(nèi)部溫度、粒子濃度、成分的關(guān)系等規(guī)律來反映電弧內(nèi)部的物理狀態(tài)及其過程。
2 實驗裝置圖
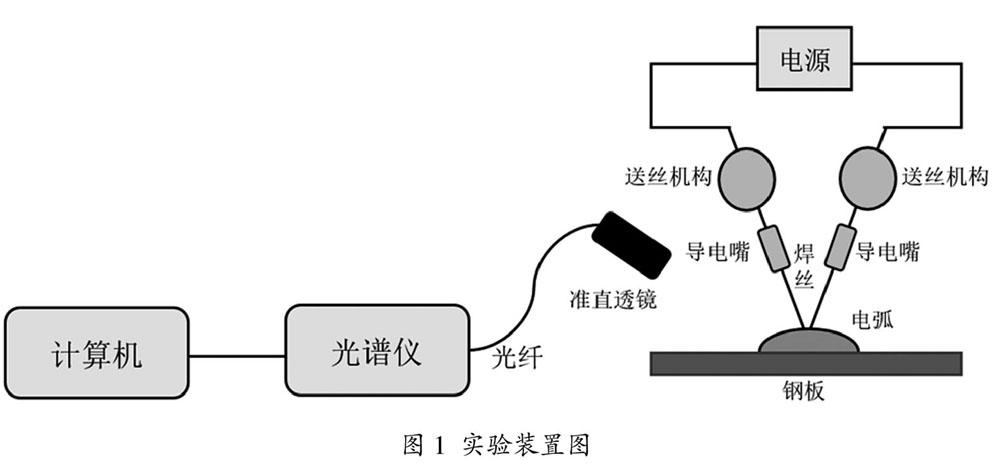
電弧焊接的光譜測量實驗裝置圖如圖1所示:包括焊接平臺、靶材、準(zhǔn)直透鏡、光譜儀、計算機等。焊接過程在移動平臺上進行,準(zhǔn)直透鏡會聚于焊接點,產(chǎn)生的光信號由耦合透鏡收集進光纖,由光譜儀采集并存儲在計算機中。
實驗過程中光譜儀采用海洋公司生產(chǎn)的QE65Pro型光譜儀,分辨率為0.8nm,積分時間為8ms。保護氣體為Ar,焊接電流160A,焊接電壓26V。焊絲直徑為1.2mm,送絲速度為3.9m/min。
3 結(jié)果與分析
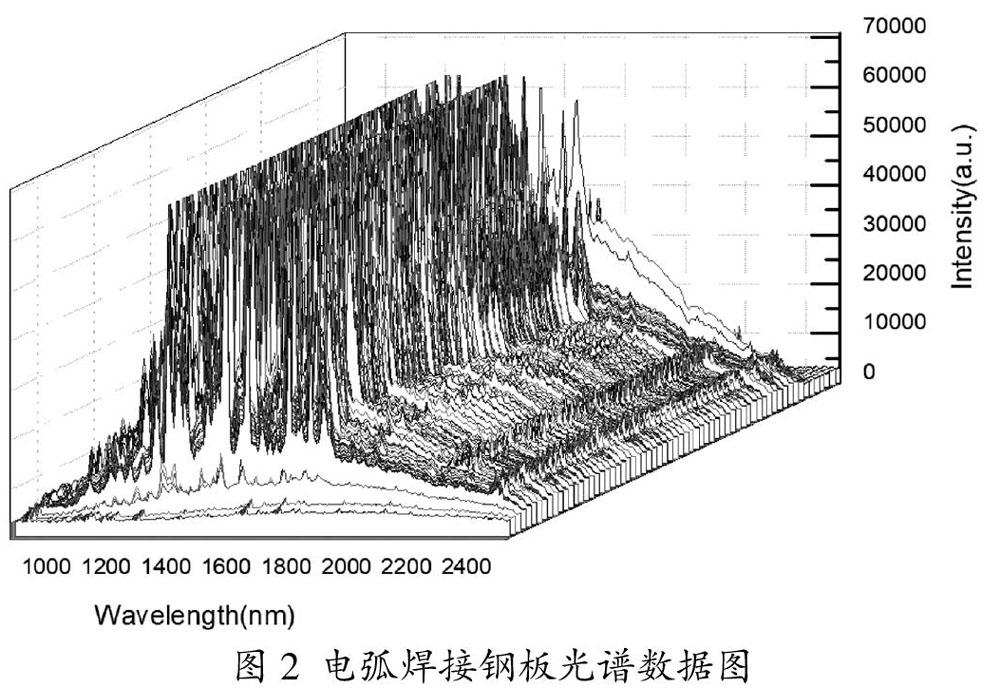
根據(jù)搭建的實驗平臺進行實驗,利用光譜儀連續(xù)采集光譜信息,得到電弧焊接過程中鋼板譜線如圖2所示。
3.1 電弧焊接周期變化特性分析
由以上曲線變化規(guī)律,同一波長下的強度變化以接近于周期性的方式進行。以T=10000ms為界,前部分的周期波動幅度較小,速度減慢,周期約為840ms。后半部分的周期波動幅度較大,速度較快,周期約為580ms。對于譜線的一個周期進行放大標(biāo)注如圖7所示。
如圖7,將焊接光譜的周期波動用圖中所示的1-2-3-4-1表示,分析得出,激光焊接光譜中存在大量的類似的周期波動。結(jié)合焊接過程的熔滴過渡特征,根據(jù)焊接光譜的周期分布分析焊接過程的周期變化:過程1:這時為短路重燃瞬時,輻射明顯增強。過程2:由于剛進行完熔滴過渡,電弧中的鐵蒸氣偏少,電弧溫度較高,譜線開始呈上升趨勢。過程3:隨著熔滴生長電弧逐漸縮短,熔滴波動造成電弧氣氛中鐵蒸氣明顯增多,使電弧溫度下降,電弧溫度降低使得輻射強度也隨之降低。過程4:短路狀態(tài);短路造成電弧輻射的迅速減小,各個譜段的輻射都迅速減小,造成接近于零的輻射。短路結(jié)束后,瞬時重燃,又進入第一狀態(tài)。
波動的周期性變化和焊接過程的周期性變化有關(guān)。光譜信號波形中不僅出現(xiàn)熔滴過渡的脈沖,而且每個脈沖波形之間具有明顯的相似性。對于溶滴過渡,每個脈沖的峰值可達譜線強度最大值,而脈沖的谷點則維持在一個較高的信號水平上。隨著熔滴的生成并逐漸長大,電弧中金屬蒸汽的濃度逐漸上升,故光譜信號的輻射強度也隨之增長;當(dāng)熔滴增長到一定階段之后,由于金屬蒸汽在電弧空間的擴散以及陽極斑點的擴展受到限制,造成金屬蒸汽濃度的增長趨緩,相應(yīng)地也使光譜信號的增長率下降;熔滴最終長成并迅速脫落,使電弧空間的金屬蒸汽濃度和溫度突然下降,從而造成脈沖波形迅速下降到谷點,下個熔滴過渡時脈沖波形重復(fù)類似過程。
3.2 電弧焊接頻率變化特性分析
從圖可得知,當(dāng)焊接電流為160A,電壓為26V時,隨著焊接時間的增加,電弧焊接熔滴過渡頻率先減小后增加,T<10000ms時,熔滴過渡頻率低。這是因為當(dāng)液滴入射在熔池下凹處時,匙孔產(chǎn)生的金屬蒸汽的反沖力阻礙熔滴的過渡。當(dāng)焊接時間隨之增大時,金屬蒸汽對熔滴的阻力減小,因而熔滴的過渡頻率增加。實驗過程中的過渡頻率變化以T=10000ms為界,后期的頻率變化為前期的1.8倍。這也說明在電弧焊中金屬蒸汽的濃度升高在一定程度上增加了熔滴的過渡頻率。隨著焊接時間的增加,熔滴過渡頻率增加,并逐漸趨于穩(wěn)定。這是因為隨著焊接溫度的升高,匙孔產(chǎn)生的金屬蒸氣對焊絲的熱輻射作用越強,導(dǎo)致熔滴過渡頻率增加。當(dāng)T在10000ms以后,熔滴過渡頻率趨于穩(wěn)定,這是由于匙孔產(chǎn)生的金屬蒸汽對熔滴的輻射作用以及反沖力逐漸減弱,同時在給定的電弧能量作用下,熔滴以短路過渡或是顆粒過渡的形式進入熔池,此時熔滴所受的分離力遠大于阻力,因此熔滴過渡頻率趨于穩(wěn)定。
由圖3-6均可看出,在同一波長下,時間-強度曲線中前期峰值強度較小,后期較大。T<10000ms時,峰值平均值較低,T>10000ms時,峰值平均值明顯高于前者。兩者之間存在明顯差異,根據(jù)實驗過程,得出兩者有峰值差的原因是焊接過程中焊板溫度隨焊接時間的變化而升高,導(dǎo)致等離子體濃度升高,焊接過程的飛濺增加。
4 結(jié)論
(1)電弧焊接鋼板規(guī)程中的等離子體光譜具有以下優(yōu)點:信息豐富,靈敏度高,選擇性好,響應(yīng)速度快,無介入性,抗干擾能力強,時空分辨率高等。所以論文采用光譜法研究電弧焊接中光譜的變化,根據(jù)實驗采集電弧等離子體光譜,分析不同焊接狀態(tài)下的光譜特征。
(2)在同一焊接條件下,相同波長時,時間-強度曲線存在周期性變化,前期周期波動幅度較小,速度較慢,后期波動幅度較大,速度較快。其周期性變化趨勢與電弧焊接中熔滴過渡周期吻合。
(3)電弧焊接光譜頻率的變化以T=10000ms為界,后期的頻率變化為前期的1.8倍。與電弧焊接過程中熔滴和金屬蒸汽的反作用力變化趨勢一致,導(dǎo)致焊接過程中譜線頻率出現(xiàn)規(guī)律性變化。
參考文獻:
[1]李俊岳,楊運強,李桓,等.焊接電弧光譜信息測控技術(shù)及其應(yīng)用[J].中國工程科學(xué),2001,3(7):21-29.
[2]李俊岳,宋永倫,李桓,等.焊接電弧光譜信息的基本理論和基本方法[J].焊接學(xué)報,2002,23(6):5-8.
[3]Haidar J, Lowke J J . Predictions of metal droplet formation in arc welding[J]. Journal of Physics D Applied Physics, 1999, 29(12):2951-2960.
[4]Jones L A, Eagar T W, Lang J H . Magnetic forces acting on molten drops in gas metal arc welding[J]. Journal of Physics D Applied Physics, 1999, volume 31(31):93-106(14).
[5]Niagaj J . The use of activating fluxes for the welding of high-alloy steels by A-TIG method[J]. Welding international, 2003,17(4):257-261.
[6]Troy Paskell etc.GTAW Flux Increases Weld Joint Penetration[J].Welding Journal, 1997,76(4):57-62.
[7]張秋平.活性焊劑氬弧焊技術(shù)及其應(yīng)用[J].飛航導(dǎo)彈,2004(6):57-60.
[8]施雨湘.焊接電弧現(xiàn)象[M].機械工業(yè)出版社,1985.