手機面殼塑膠模具型腔零件的高速加工編程
2019-06-22 02:01:12劉洪偉
時代農機 2019年4期
劉洪偉
(深圳市冠旭電子股份有限公司,廣東 深圳518000)
塑膠模具零件由于外形復雜且精度要求較高,廣泛采用數控加工技術。科技的進步,使得加工設備和加工技術也有了極大的發展。隨著高速數控銑床和高速加工中心等設備的發展進步,模具零件運用高速加工技術己成為了一個緊迫的課題。高速數控銑床和高速加工中心的主軸轉速和進給速度高,應用于模具生產中將會提高生產效率,提高模具的加工精度和表面質量,但是高速數控銑床和高速加工中心有其自身的使用特點,這就要求我們在使用時轉變已有的思維方式及工作方法,最大限度地發揮先進設備的作用。
1 問題的提出
現在有一套手機面殼塑膠模具,交貨期非常短,要求在十二天內第一次試模。圖1為手機面殼塑膠模具的型腔零件示意圖,此型腔零件外形尺寸為198×108×40.5,材料為NAK80鋼,預硬HRC38~42,型腔表面要求粗糙度為Ra0.4。此型腔零件形狀結構較復雜,存在大量R0.5的小凹圓角,且材料為NAK80鋼材,硬度較大。如此小圓角的結構如果用機加工方法加工需要應用R0.5的球刀才可以完成。普通數控銑床加工時主軸轉速低、刀具切削力大,而R0.5的球刀相對來說比較脆弱,容易斷刀,因而難以完成此零件的加工。按傳統的加工工藝,如此小圓角結構的零件用普通數控銑床加工無法完成時,需進行銑削—電火花—拋光的工藝過程,因為電火花加工是個很慢的過程,耗時長,還需要額外的步驟去制作電極,而且,放電以后模具表面的火花紋需要大量時間拋光去除。累計起來時間上無法滿足模具交貨期限。
2 手機面殼塑膠模具型腔零件的加工策略與數控編程
此手機面殼塑膠模具的型腔零件的技術要求為:型腔零件材料為NAK80鋼,預硬HRC38~42,型腔表面粗糙度為Ra0.4。通過對零件結構分析可知,為達到此手機面殼塑膠模具的型腔零件的技術與裝配要求,在模具加工時應注意以下問題:手機面殼塑膠模具型腔分型面為曲面,加工時滿足曲面輪廓度要求,才能使型腔分型面與型芯分型面很好吻合,確保模具實際生產時不出現飛邊缺陷。手機面殼塑膠模具型腔上有多個碰貼面亦為曲面,加工時也要滿足曲面輪廓度要求,同時應控制好碰貼面與分型面相對位置。手機面殼塑膠模具型腔上有大量R0.5的凹圓角,需用R0.5的球刀進行最后的精加工才能得到如此小的圓角。為實現上述的手機面殼塑膠模具型腔零件的技術與裝配要求,采用粗加工—半精加工—精加工步驟來進行零件的加工。UGNX是目前功能比較強大的CAD/CAM軟件,它為我們提供了功能齊全而且靈活的編程功能,UGNX6是目前應用廣泛的版本,采用它來進行手機面殼塑膠模具型腔的加工編程能夠比較好的實現零件的高速加工。
3 模具型腔零件的高速加工
3.1 粗加工
首次開粗加工用了大直徑的刀具進行加工,但零件上還有許多大的刀具加工不到的部位。UGNX6引入了“二次粗加工”的思想,它以“毛坯殘留知識”算法的為核心。它的工作過程是:先執行首次粗加工,將加工得到的形狀作為生成下次粗加工刀位軌跡的新毛坯。然后,根據新毛坯,使用各種的走刀方式進行粗加工。整個切削策略則是始終讓刀具切削到材料,減少空走刀,從而使切削結果更為有效。
3.2 半精加工
半精加工的主要任務是使零件的表面達到一定的精度,同時留出均勻的余量為精加工作準備。只有半精加工時留出均勻的余量才能確保零件在精加工時加工表面達到規定的尺寸精度和表面粗糙度要求。完成二次粗加工后,零件上還有許多加工不到的細部結構。還須用多把由大到小的刀進一步完成毛坯殘料去除工作,直至整個零件都只保留了均勻的余量給精加工。
3.3 精加工
精加工的主要任務是保證加工表面達到規定的尺寸精度和表面粗糙度要求。高速銑削精加工主要考慮加工效率、加工表面質量、刀具磨損以及加工成本。根據零件不同的表面特性,需選擇不同的刀具和加工工藝參數對零件的外側面、底面、分型面、膠位面、碰貼面進行精加工,此外,還需用清根的方法對多處小凹圓角進行精加工。
3.4 手機面殼塑膠模具型腔切削模擬
型腔零件編程完成后,可以對所編制的加工刀具路徑進行模擬加工,來檢驗所編制的加工刀路是否正確合理,模擬結果如圖1所示。
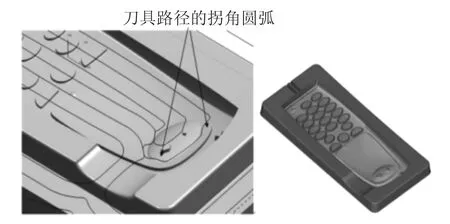
圖1 模具型腔零件切削模擬
4 結語
手機面殼塑膠模具的型腔零件采用高速銑削方法進行加工,零件上除了局部小于R0.5的部位仍然需由電火花等后續其它加工手段進行加工外,型腔零件大部分的尺寸已能夠滿足圖紙的要求,且零件的表面粗糙度可達到Ra0.8,后續經過少量的手工拋光,零件的表面粗糙度也能夠滿足圖紙的要求。相比傳統的加工方法,采用高速銑削加工,可以極大地減少電火花加工和拋光加工時間,減少電火花加工所需電極的數量及電極準備的時間和工作量,從而縮短了產品的交貨期,滿足客戶的需要。
